Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation de la soudeuse Triad Extreme Seam. Pour garantir une performance optimale de votre soudeuse, veuillez suivre les recommandations et les spécifications avec précision.
Table des matières
- Chapitre 1 : Introduction
- Chapitre 2 : Mise en place des matériaux
- Chapitre 3 : Instructions d'utilisation
- Chapitre 4 : Guides des matériaux
- Chapitre 5 : Le soudage
- Chapitre 6 : Entretien général
- Chapitre 7 : Nettoyage et honage des cales
- Chapitre 8 : Réglage de la cale
- Chapitre 9 : Remplacement des cales
- Chapitre 10 : Installation des cales
- Chapitre 11 : Dépannage
- Chapitre 12 : Schémas
- Chapitre 13 : Pièces couramment utilisées
- Chapitre 14 : Documents supplémentaires relatifs à la machine
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Introduction
La machine à souder à chaud Triad Extreme Seam est conçue pour la fabrication en interne d'une large gamme de membranes souples. Cela inclut, sans s'y limiter, le PVC, le PP, le PE, le LDPE, l'uréthane, etc.
L'épaisseur du matériau pouvant être soudé varie également en fonction du produit. L'épaisseur normale est de 5 à 100 millièmes de pouce et il peut s'agir d'un matériau supporté ou non supporté.
Le Triad est livré avec trois guides différents. Cela vous permettra de réaliser des coutures de chevauchement, des coutures d'ourlet, des coutures de prière et bien d'autres options de couture.
Le Triad utilise un coin chaud comme source de chaleur. Cette méthode permet un fonctionnement silencieux et sans fumée. La cale permet également de souder des produits plus fins sans déformation.
Le Triad peut être utilisé comme soudeur stationnaire ou en mode automatique. Lorsque le Triad est utilisé en mode automatique, il est conseillé d'utiliser un système de rails. Veuillez vous référer aux spécifications du système de rail.
Nous vous conseillons d'effectuer des coutures d'échantillons de votre produit pour obtenir les réglages corrects de la chaleur, de la vitesse et de l'alignement de la cale avant de commencer à souder.
1.1 Utilisation prévue
La soudeuse de joints Triad Extreme est une machine à souder par coin chaud destinée à sceller à chaud les plastiques thermiques soudables tels que.. :
- Tissus laminés et enduits de vinyle (PVC).
- Films en vinyle (PVC) et en polyuréthane (PU).
- Tissu enduit de polyuréthane (PU) et de polypropylène (PP).
- Polyéthylène (PE).
- Films et tissus en caoutchouc thermoplastique (TPR) Polyester et polypropylène non tissés Diverses sangles soudables.
Le fabricant n'approuve pas :
- Toute autre utilisation de ces machines.
- Le retrait de tout dispositif de sécurité en cours d'utilisation.
- Modification non autorisée des machines.
- Utiliser des pièces de rechange qui ne sont pas approuvées par le fabricant.
 Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
2.0 Mise en place des matériaux
Le matériau doit être posé aussi plat que possible, soit sur le sol, soit sur une table, en fonction de la façon dont vous avez aménagé votre espace de fabrication. Pour la plupart des matériaux, et en particulier pour les produits plus fins, il est préférable d'éliminer les plis ou de tirer sur la tôle. L'utilisation de tôles à l'intérieur ou à côté de la machine sur la table permet d'utiliser des aimants pour positionner et maintenir le matériau. Il est conseillé d'appliquer du ruban adhésif sur le matériau.
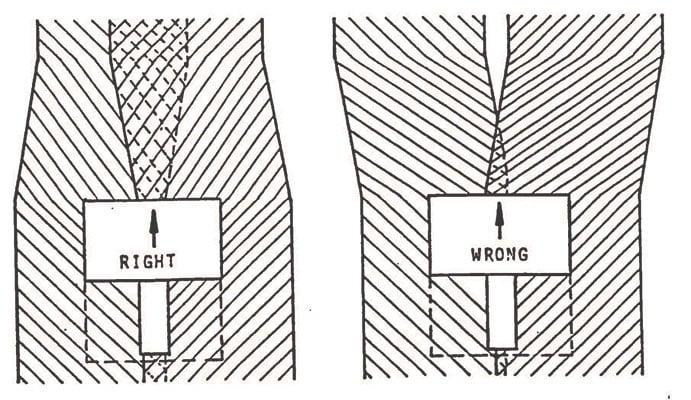
Pour effectuer des coutures par chevauchement, il faut toujours faire chevaucher le matériau sur une largeur supérieure à celle de la couture finale. Exemple : Avec une largeur de couture de 1-1/2", chevauchez l'extrémité du matériau ou la course de 2 à 2 1/2". La machine et les guides avant pousseront le matériau jusqu'au chevauchement souhaité. Si le matériau n'est pas chevauché ou positionné correctement, la machine ne réalisera pas la couture de chevauchement souhaitée. Voir l'exemple ci-dessous.
3.0 Instructions d'utilisation
Les procédures suivantes ne doivent être suivies qu'après avoir suivi les procédures de réglage de la cale et du guide.
-
Tirez sur l'interrupteur rouge n°3 pour mettre la machine en marche. Le voyant vert n°4 s'allume avec un délai d'une seconde. Le voyant vert reste allumé pour indiquer que la machine est alimentée. (Pousser vers le bas l'interrupteur rouge #3 pour éteindre la machine)
-
Le contrôleur de température n°7 s'allume avec un délai de 1 à 2 secondes après l'allumage du voyant vert. Les unités sont réglées en Celsius à l'usine. Appuyez sur le bouton "Set" et maintenez-le enfoncé, puis appuyez sur le bouton "up" ou "down" jusqu'à ce que vous atteigniez la température souhaitée. Le temps de chauffe n'est que d'une à deux minutes. Ne pas régler la température au-delà de 510 degrés C. Pour les échantillons de couture, régler le contrôleur sur 400 degrés C. Il se peut que ce ne soit pas le réglage final.
-
Placer l'interrupteur For/Rev n°5 en position avant. Cela indique le sens du mouvement de la machine et du rouleau d'entraînement/de pression.
-
Placer le commutateur Man/Auto n°2 en position Auto. Ceci engagera ou démarrera les rouleaux d'entraînement/de pression lorsque la cale est placée en position de soudage.
-
Faites pivoter l'ensemble de la roue d'entraînement n°10 sous le rouleau de pression inférieur. Cela permet à la machine de se déplacer ou d'être automatique. Lorsque la roue d'entraînement est sortie, la machine peut être utilisée en mode stationnaire.
-
#Le numéro 1 est le contrôle de la vitesse. Il est réglable de 0 à 30 pieds par minute. Le réglage normal se situe entre 30 et 60, pour des produits de 12 à 30 millièmes de pouce.
-
#Le numéro 8 est le bouton de pression. Il peut être réglé pour augmenter ou diminuer la pression, en fonction de l'épaisseur du matériau.
-
Insérez le matériau dans la machine en installant les guides appropriés et fermez la poignée du volant de pression n°9.
-
Faites pivoter la poignée d'engagement de la cale n°11 en direction de la machine, ce qui déclenchera automatiquement le mouvement vers l'avant du Triad et engagera la cale dans le matériau.
-
Ajustez le contrôle de la vitesse vers le haut ou vers le bas jusqu'à ce que vous puissiez vérifier que vous obtenez une couture correcte.

4.0 Guides des matériaux
Tous les guides présentés ci-dessous sont inclus dans l'achat de la machine standard. Chaque guide vous donnera un type de couture spécifique et plus encore. Vous ne pouvez utiliser qu'un seul système de guide à la fois.
Le guide supérieur sera utilisé avec les trois fonctions de soudage différentes, le chevauchement, l'ourlet et les coutures de prière. Tous les guides sont réglables.
Pour obtenir une couture précise sans lambeau sur le haut ou le bas de la feuille, les guides doivent être réglés de manière à ce qu'ils soient égaux à la largeur de la cale ou de la zone de soudage.
Guide de chevauchement
Top Guide
Guide de l'ourlet
Guide de prière ou de fin

5.2 couture à l'ourlet
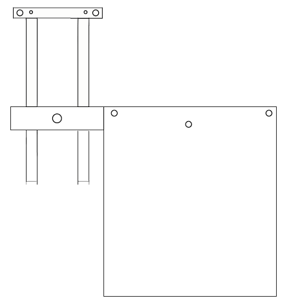
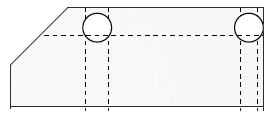
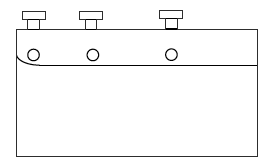
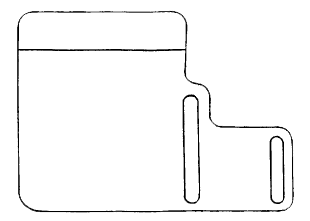
Faites glisser le guide d'ourlet n° 2 sur les trois tiges en acier inoxydable jusqu'au guide de corne extérieur n° 3 (schéma n° 1), en laissant suffisamment d'espace entre les deux pour que le matériau glisse facilement. Serrez la vis à oreilles (B) (schéma 1), ce qui permettra au guide extérieur de la corne et au guide de l'ourlet de se déplacer comme un seul homme. Cela détermine la taille de l'ourlet à souder. Pousser sur la glissière de l'ourlet n° 4 (schéma n° 2) pour obtenir la largeur ou la taille d'ourlet souhaitée. Une fois cela fait, serrer les vis à oreilles (C) (schéma 1) pour verrouiller en place.

5.3 couture de prières ou d'ailettes
Positionner le guide de prière #5 sous la corne de soudage, en plaçant la clé dans la fente. Fixer à l'aide de la vis fournie une fois que l'alignement est correct.

5.4 Guides avant
Les guides avant #6 sont réglables pour pré-aligner le matériau avant le processus de soudage. Cela aidera l'opérateur à introduire correctement le matériau dans la machine.

6.0 Entretien général
L'entretien général de votre soudeur Triad Extreme doit être effectué chaque année.
La tension de la chaîne doit être vérifiée pour éviter une usure excessive des chaînes et des pignons. L'utilisation d'un lubrifiant moussant pour chaîne permet d'adhérer à la chaîne et d'en prolonger la durée de vie.
Les rouleaux pinceurs doivent être remplacés s'ils présentent des coupures, des méplats, des brûlures, etc.
Le réglage de la cale doit être vérifié quotidiennement avant d'effectuer un soudage. L'opérateur doit être familiarisé avec tous les réglages de la cale afin d'obtenir la meilleure qualité de couture. Vérifier qu'il n'y a pas de ferrures desserrées. Les ferrures desserrées peuvent modifier le réglage de la cale à chaque enclenchement.
Pour obtenir des coutures précises et prolonger la durée de vie de la cale, celle-ci doit être nettoyée et affûtée régulièrement.
NETTOYAGE : La cale doit être nettoyée quotidiennement. Il y a deux façons de nettoyer la cale.
-
Avec les rouleaux de pression en position haute et la cale en position de couture, utilisez la brosse en laiton fournie et nettoyez la cale en haut et en bas. Cette opération peut être effectuée après chaque couture ou selon les besoins.
-
La deuxième méthode de nettoyage du coin consiste à augmenter la température à 510 degrés C pendant 5 à 10 minutes. Cela brûlera les résidus sur la cale et ils s'écailleront. Utilisez la brosse en laiton pour l'enlever.
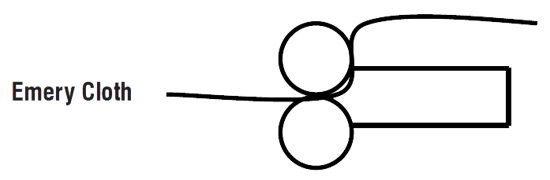
HONING : Le wedge honing doit être effectué s'il y a des signes d'usure sur le wedge. Ces signes se manifestent par des coutures irrégulières, des arêtes ou des coins arrondis sur la cale.
-
Installer les deux rouleaux en acier lisse sur la machine (ne pas affûter la cale avec les rouleaux en silicone sur la machine).
-
Placez le commutateur de marche avant/arrière en position de marche arrière.
-
Basculer la cale en position de couture et fermer les rouleaux.
-
Prenez la toile d'émeri fine fournie et repassez-la dans les rouleaux sur le dessus de la cale. Répétez cette étape sur la partie inférieure de la cale.
-
Répéter l'étape 4 en haut et en bas jusqu'à ce que l'usure soit uniforme sur toute la longueur de la cale.
-
Si le rodage ne permet pas de redresser la cale, reportez-vous à la section sur le réglage de la cale. Une combinaison de rodage et d'ajustement peut s'avérer nécessaire.
Un alignement correct des cales est essentiel pour obtenir une bonne couture. Les appareils sont préréglés en usine. Des échantillons de couture doivent être réalisés avant l'utilisation réelle de la machine. Si les échantillons de couture ne sont bons que d'un côté ou de l'autre, ou s'ils ne sont que partiellement soudés, cela signifie que la cale n'est pas alignée ou d'équerre par rapport aux rouleaux, et qu'un réglage de l'alignement est nécessaire. Débrancher l'appareil de la source d'alimentation et s'assurer que la cale est froide avant de travailler sur la machine.
1. Tirez la poignée du rouleau de pression #1 vers le bas. Cela fermera les rouleaux de pression.

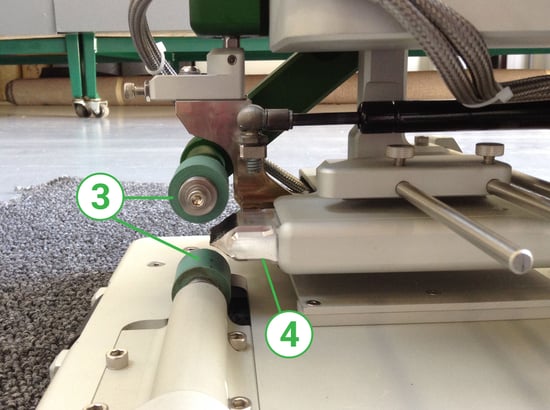
2. Faites pivoter la poignée de calage #2 de manière à engager le calage dans les rouleaux. La cale #4 doit reposer ou ...s'emboîter dans les rouleaux #3 des deux côtés et doit être centrée.

3. Pour centrer la cale entre les rouleaux, tournez la vis n° 5, ce qui permet d'ajuster la cale vers le haut et vers le bas. Seul un 1/8 ou 1/4 de tour est nécessaire. Ne pas renverser. Déplacez lentement la poignée du rouleau de pression vers le haut et vers le bas pour vérifier le réglage du centrage. Faire pivoter la poignée de la cale vers l'intérieur et l'extérieur pour s'assurer que le positionnement est correct.
4. La vis de réglage n° 6 déplace la cale sur un axe central vers la gauche et vers la droite. Desserrez la vis de blocage n° 8 pour effectuer le réglage. Desserrez le contre-écrou n° 7, tournez la vis de réglage dans le sens des aiguilles d'une montre pour faire rentrer le côté droit de la cale et dans le sens inverse des aiguilles d'une montre pour faire rentrer le côté gauche. Une fois le réglage effectué, serrez la vis de blocage et l'écrou de blocage.
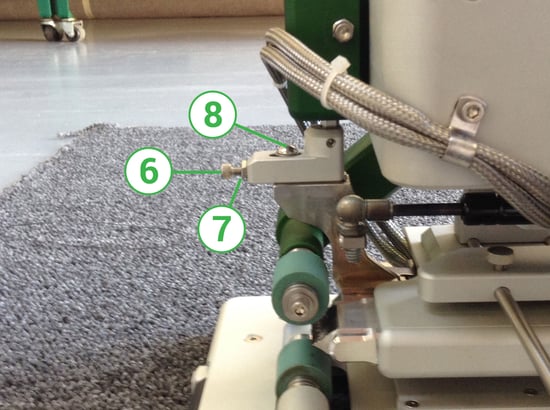
5. La vis d'arrêt de cale #9 arrête la course de la cale lors du positionnement de la cale en position de couture. Desserrer le contre-écrou n°10, tourner la vis de réglage vers l'intérieur ou l'extérieur pour obtenir la position correcte. Le bord de la cale doit s'ajuster parfaitement aux rouleaux situés à chaque extrémité.

Effectuez un essai de couture avant de poursuivre le travail. Les réglages fins peuvent être effectués lorsque la cale est chaude. Ne pas faire passer la cale chaude dans les rouleaux de silicone sans que le matériau ne soit dans la machine pendant de longues périodes, car cela déformerait le silicone.
REMARQUE : Pour les produits plus épais (30 mm et plus), il peut être nécessaire de reculer la cale pour laisser de la place au matériau.La cale doit être remplacée lorsque le rodage et le réglage ne sont plus efficaces. En cas de défaillance de l'élément chauffant au bout d'un certain temps, il se peut que les éléments chauffants ne soient pas faciles à retirer. La cale et l'élément chauffant devront probablement être remplacés ensemble.
-
Débrancher la machine et s'assurer que la cale est froide.
-
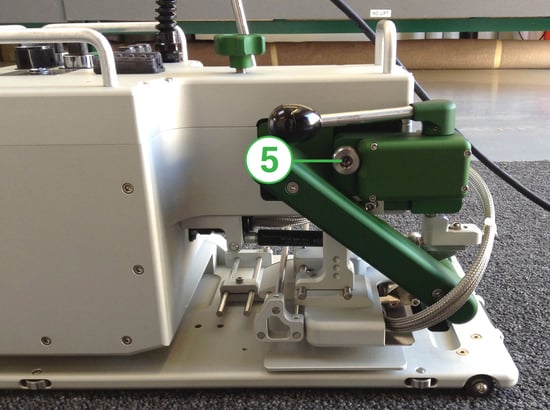
Retirer la vis du support de suspension #11 et retirer l'assemblage du boîtier de cale #14.
-
Dévissez et détachez le connecteur de chauffage n°12.
-
Retirer les deux vis de calage n° 13 et retirer le calage.
-
Installez la nouvelle cale avec les vis de cale. Fixer le connecteur de chauffage et refixer la cale.
-
Centrer le boîtier avec la vis n°11 et serrer.
-
L'alignement de la cale peut être nécessaire, veuillez vous référer à la section sur le réglage de la cale.
10.0 Installation des cales
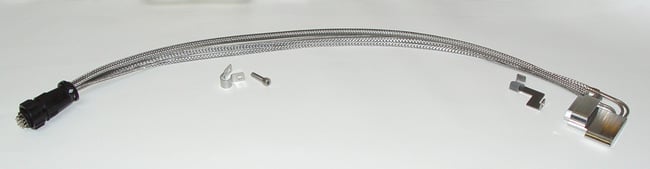
Installer la cale sur le bras de montage de la cale ainsi que le support de câble à l'aide de deux vis (voir la photo de l'encart). Positionner correctement les fils de chauffage sur le support de câble et fermer délicatement les languettes pour les fixer.

Avec la cale en position engagée, utilisez des attaches zip pour rassembler les fils de l'élément chauffant. Noter l'enroulement des fils de chauffage autour du bras supérieur du rouleau de pincement et autour de l'arrière du Triad.

A l'aide d'un clip et d'une vis, fixer autour des fils de chauffage et positionner sur le corps du Triad. Ne pas serrer complètement.
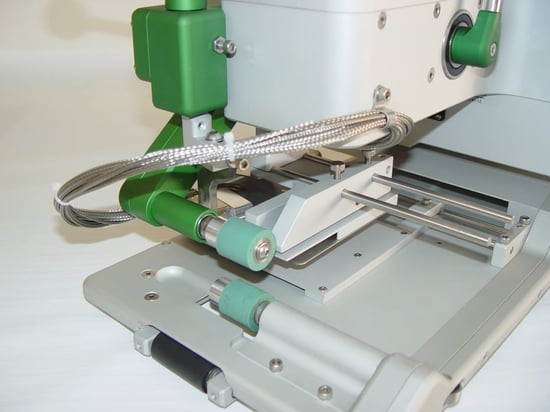
Connecter électriquement la cale chaude à la prise sur le corps du Triad. Une fois connecté, plier confortablement le fil chauffant et le positionner correctement dans la pince. Faites pivoter la cale en position de soudage pour vous assurer que l'enroulement autour de l'arrière du Triad est confortable. Une fois l'opération terminée, serrer le clip pour le fixer.

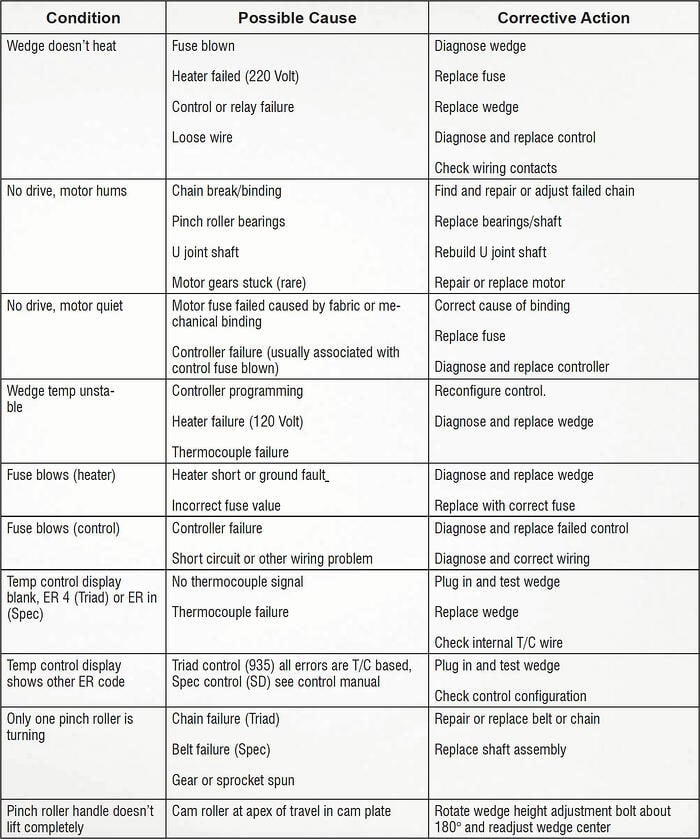
11.0 Dépannage
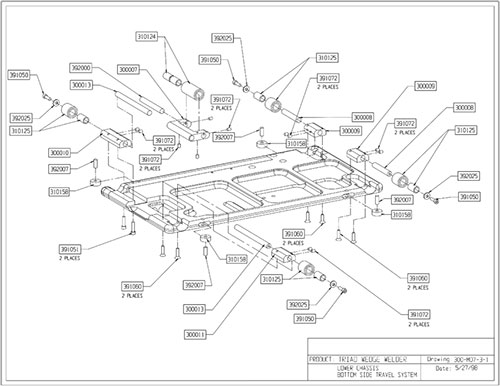
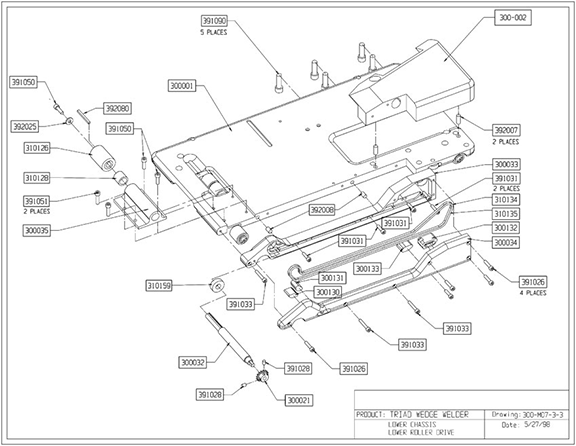
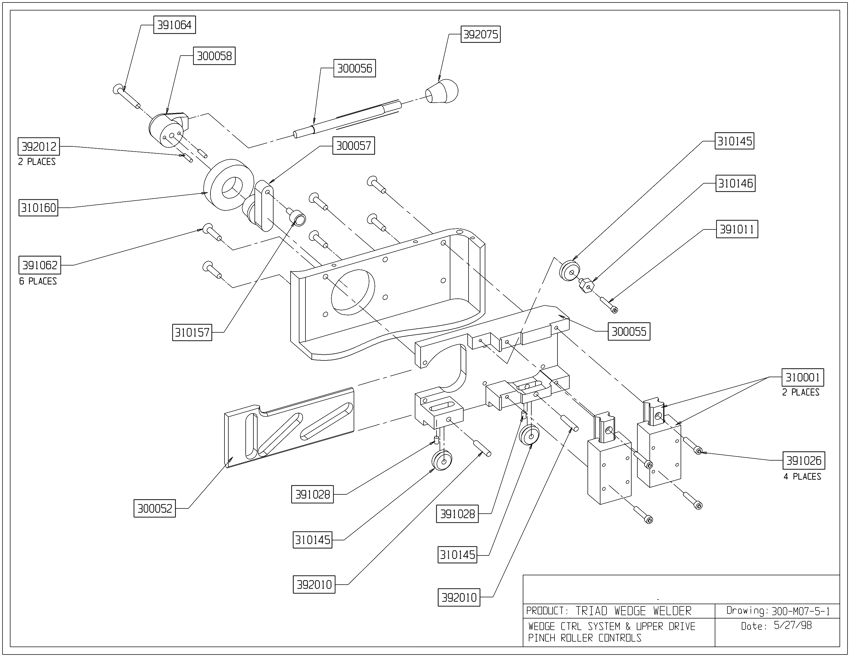
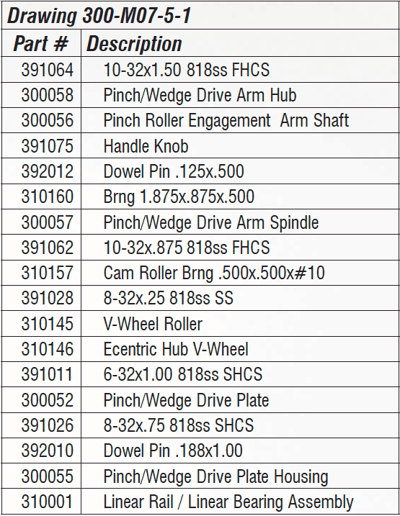
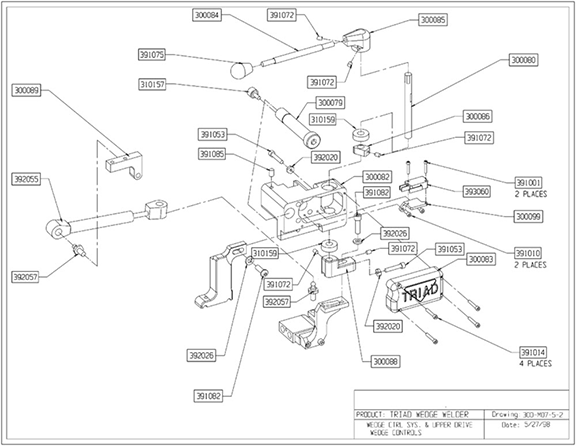
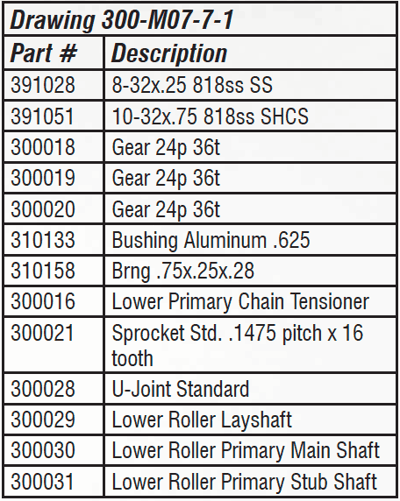
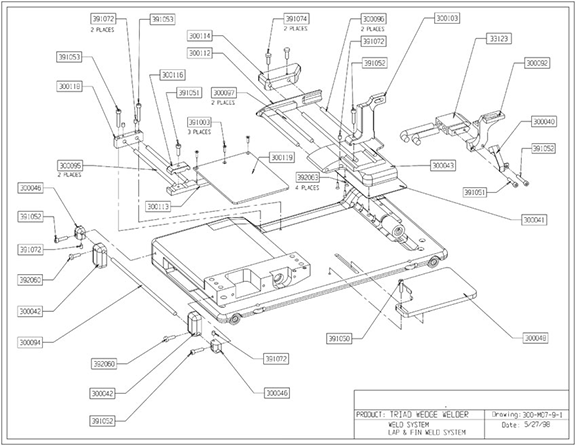
12.7 Système de soudure à recouvrement et à ailettes
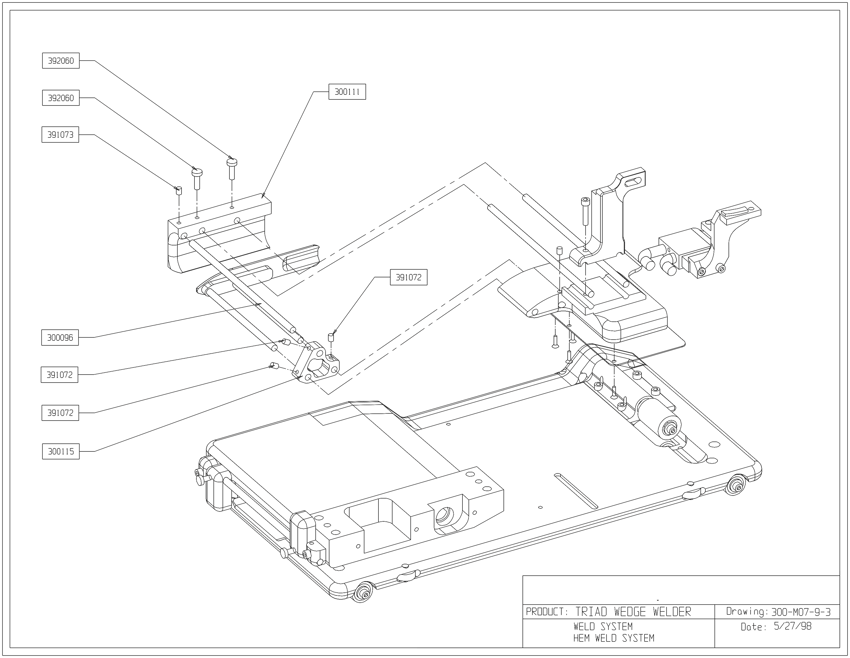
12.8 Système de soudure à l'ourlet
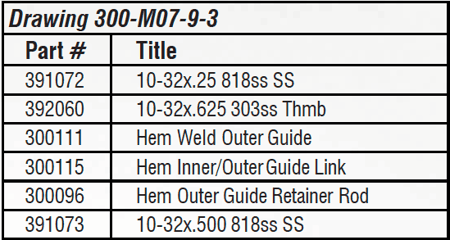
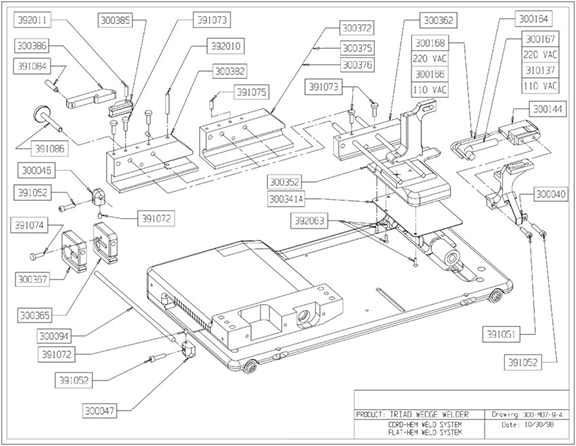
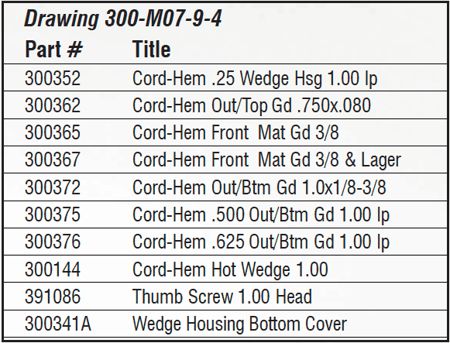
12.9 Système de soudure par cordon/ ourlet plat
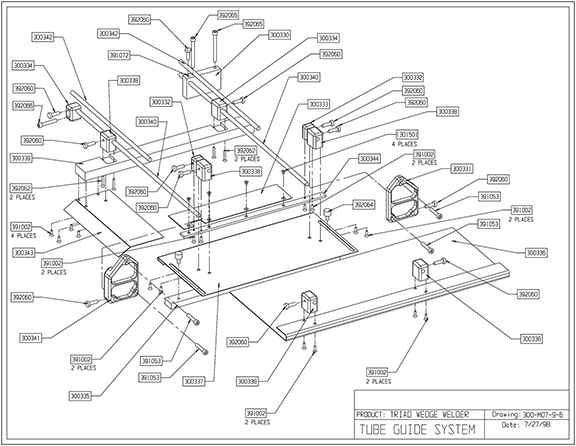
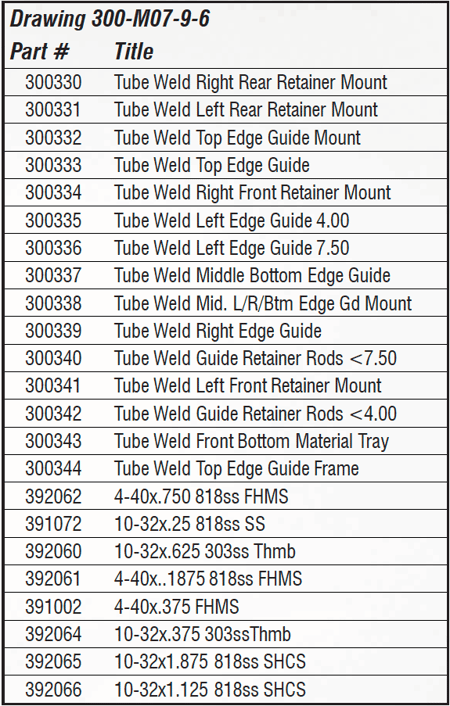
12.10 Système de guidage des tubes
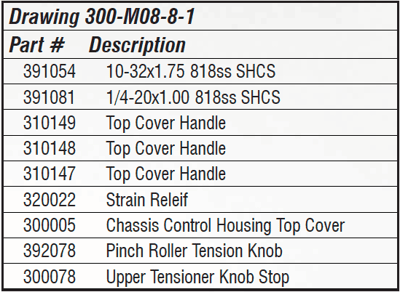
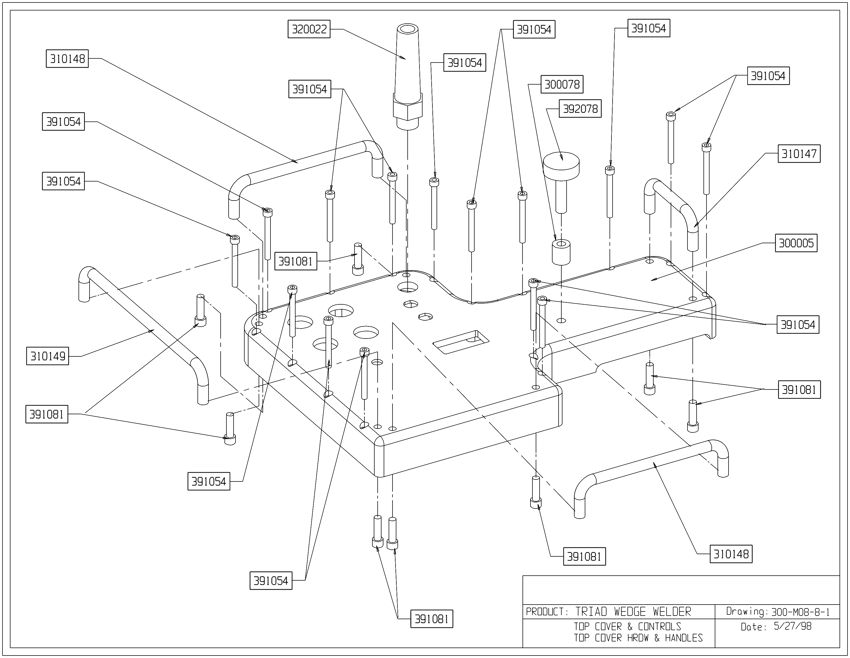
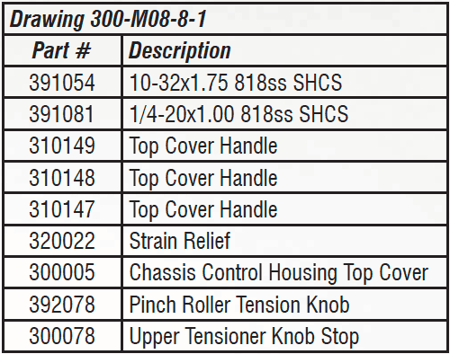
12.11 Ourlet et poignées du couvercle supérieur
12.12 Système de guidage des tubes
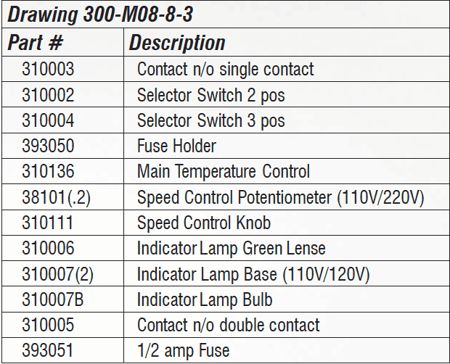
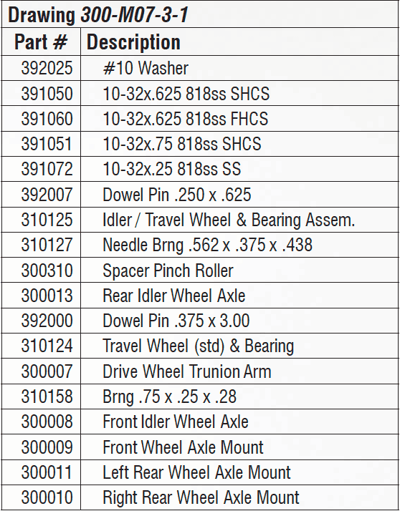
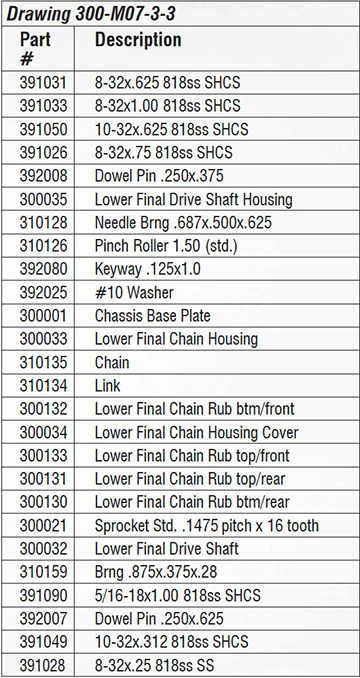
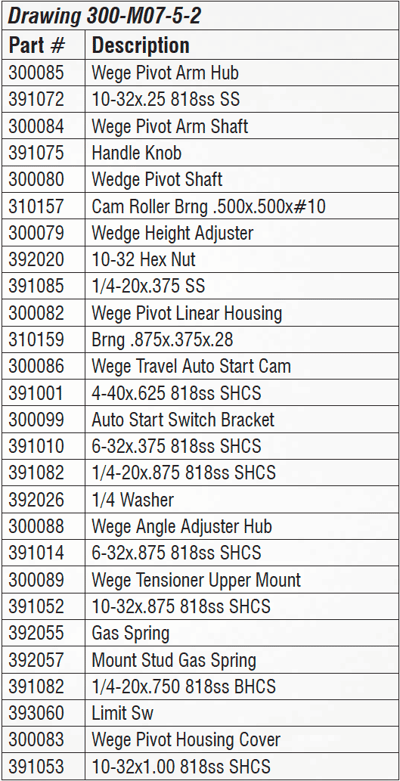
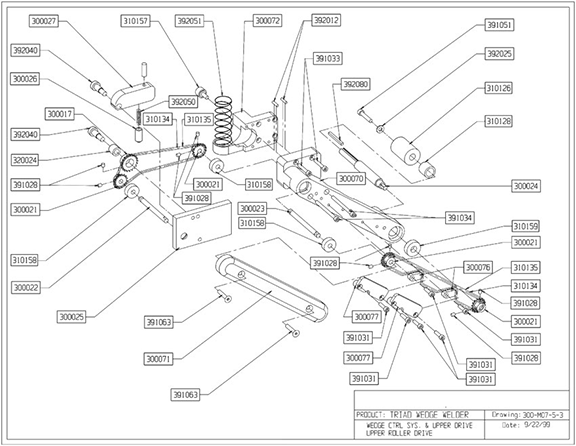
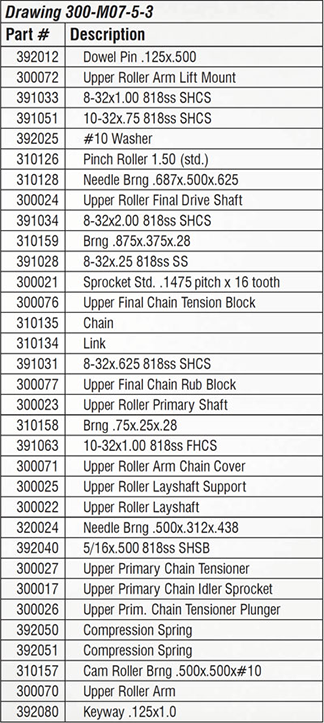
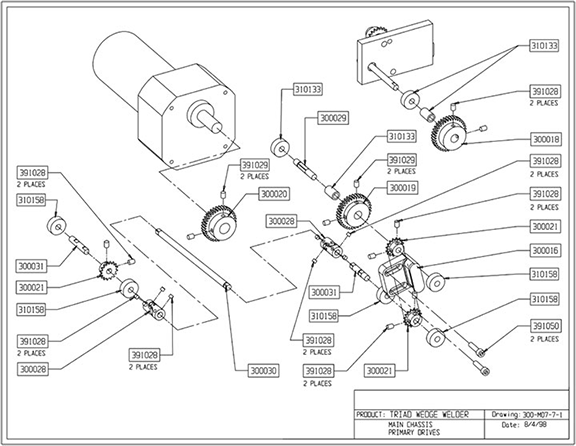
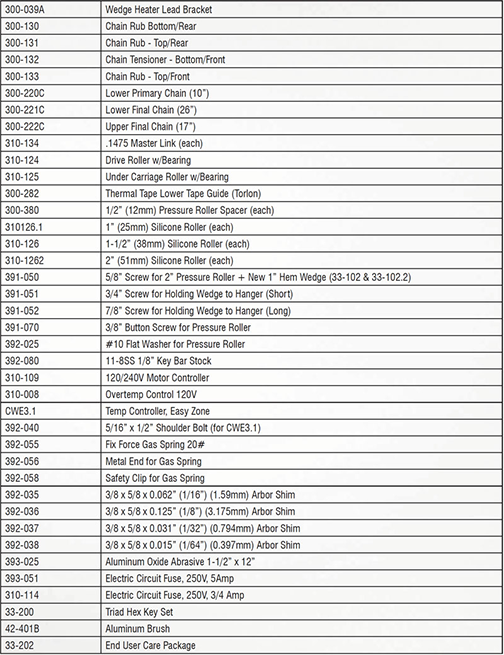
13.0 Pièces couramment utilisées
14.0 Documents supplémentaires sur les machines







