
Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation de l'appareil RFlex Extreme. Pour garantir des performances optimales de votre soudeur, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Utilisation prévue
- Chapitre 2 : Signes de sécurité et pictogrammes
- Chapitre 3 : Données techniques
- Chapitre 4 : Description technique
- Chapitre 5 : Assemblage et installation
- Chapitre 6 : Fonctionnement
- Chapitre 7 : Sélection des paramètres de soudage
- Chapitre 8 : Maintenance
- Chapitre 9 :
Santé et sécurité au travail
- Chapitre 10 : Documentation électrique
- Chapitre 11 : Documentation pneumatique
- Chapitre 12 : Instructions générales
- Chapitre 13 : Annexes
- Chapitre 14 : Documents supplémentaires relatifs à la machine
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Présentation de la machine/utilisation prévue
La soudeuse RF RFlex est une machine conçue pour souder les grandes surfaces structurelles telles que les membranes, les bâches, les tentes, les structures tendues, les panneaux publicitaires et autres tissus techniques en PVC/PU. De plus, la machine est équipée d'une technologie avancée qui permet d'améliorer l'efficacité et la qualité de la production.
En outre, l'utilisation du générateur RF (27.12MHz) permet à l'opérateur d'ajuster le flux de puissance en douceur, il assure également la stabilisation des paramètres et l'efficacité de la couture (coutures linéaires jusqu'à une longueur de 1200 mm). L'emplacement du panneau de commande sur le bras d'extension mobile facilite le travail de l'opérateur. Toutes les machines sont sûres pour les opérateurs et ont été construites conformément aux exigences strictes des directives CE applicables.
En outre, deux ou plusieurs couches de matériaux à perte diélectrique artificielle peuvent être soudées dans la machine, en particulier celles fabriquées à partir de chlorure de polyvinyle (PVC, PA, PU) ou de polyuréthane, de polyamide et de polyester, sans parler de celles fabriquées à partir de mélanges des ingrédients susmentionnés.
Enfin, la mise en œuvre de la solution technique basée sur la pression pneumatique contre les matériaux soudés permet aux couches d'être liées de manière permanente lorsqu'elles refroidissent, bien que la forme de la couture dépende de l'électrode choisie.
LES CARACTÉRISTIQUES LES PLUS IMPORTANTES DE LA MACHINE :
- l'entretien courant de la machine est très simple ;
- la pression peut être réglée avec précision ;
- le fabricant a installé le bouton d'urgence sur le panneau de commande ;
- la machine est équipée d'une colonne lumineuse de signalisation afin d'améliorer la sécurité de l'opérateur lorsque la machine est en marche ;
- l'opérateur peut programmer et contrôler le cycle de travail de la machine grâce au panneau tactile HMI ;
- l'outil de programmation permet à l'opérateur d'entrer dans le système des paramètres tels que : le temps et la puissance de soudage ainsi que le temps de refroidissement ;
- Grâce au panneau HMI installé sur la machine, l'opérateur peut enregistrer de nombreux programmes de soudage pour différents types de matériaux, sans parler de ceux utilisés pour travailler avec différents types d'électrodes ;
- pour le confort de l'opérateur, la machine est équipée d'un porte-électrode spécialement conçu pour un changement rapide de l'électrode de soudage ;
- la machine est équipée d'une électrode de mise à la terre supplémentaire afin de protéger l'utilisateur contre l'augmentation du niveau de rayonnement HF non ionisant émis par la machine ;
- ZTG HF AutoTuning System™ - la machine est équipée du système de contrôle automatique de la puissance de sortie afin d'accroître la sécurité de l'opérateur ;
- ZTG SafeDOWN™ - la machine est équipée d'un système qui devrait protéger efficacement l'opérateur contre l'électrode lorsqu'elle est abaissée ;
- ZTG Flash™ - un autre système de la machine qui est censé protéger l'électrode et la matière première soudée des dommages éventuels causés par un passage à l'arc ;
- Toutes les machines ont reçu le certificat de conformité CE.
TECHNOLOGIE À HAUTE FRÉQUENCE :
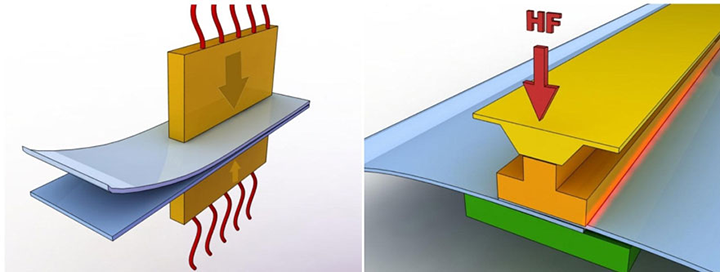
Le soudage à haute fréquence, connu sous le nom de soudage par radiofréquence (RF) ou de soudage diélectrique, consiste à fusionner des matériaux en appliquant une énergie de radiofréquence à la zone à assembler. La couture obtenue peut être aussi résistante que les matériaux d'origine.
Le soudage HF s'appuie sur certaines propriétés du matériau à souder pour générer de la chaleur dans un champ électrique alternatif rapide. Cela signifie que seuls certains matériaux peuvent être soudés à l'aide de cette technique. Le processus consiste à soumettre les pièces à assembler à un champ électromagnétique à haute fréquence (le plus souvent 27,12 MHz), qui est normalement appliqué entre deux barres métalliques. Ces barres servent également d'applicateurs de pression pendant le chauffage et le refroidissement. Le champ électrique dynamique fait osciller les molécules des thermoplastiques polaires. En fonction de leur géométrie et de leur moment dipolaire, ces molécules peuvent traduire une partie de ce mouvement oscillatoire en énergie thermique et provoquer un échauffement du matériau. Le facteur de perte, qui dépend de la température et de la fréquence, est une mesure de cette interaction.
Le polychlorure de vinyle (PVC) et les polyuréthanes sont les thermoplastiques les plus courants à être soudés par le procédé RF. Il est possible de souder par radiofréquence d'autres polymères, notamment le nylon, le PET, le PET-G, l'A-PET, l'EVA et certaines résines ABS, mais des conditions spéciales sont requises. Par exemple, le nylon et le PET peuvent être soudés si des barres de soudage préchauffées sont utilisées en plus de la puissance de la radiofréquence.
La couture HF ne convient généralement pas au PTFE, au polycarbonate, au polystyrène, au polyéthylène ou au polypropylène. Toutefois, en raison des restrictions imminentes de l'utilisation du PVC, une qualité spéciale de polyoléfine a été mise au point et peut être soudée par radiofréquence.
La fonction première du soudage HF est de former un joint entre deux ou plusieurs épaisseurs de tôle. Il existe un certain nombre de caractéristiques optionnelles. L'outil de soudage peut être gravé ou profilé pour donner à l'ensemble de la zone soudée un aspect décoratif, ou il peut incorporer une technique de gaufrage pour placer des lettres, des logos ou des effets décoratifs sur les éléments soudés. En incorporant une arête de coupe adjacente à la surface de soudage, le procédé permet de souder et de couper simultanément un matériau. L'arête coupante comprime suffisamment le plastique chaud pour permettre d'arracher l'excédent de matériau, ce qui explique que ce procédé soit souvent appelé "soudage par arrachage".
 ATTENTION : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
ATTENTION : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
ATTENTION : Afin d'utiliser la machine de manière optimale et sûre, veuillez lire attentivement et suivre toutes les instructions incluses dans ce manuel d'utilisation et d'entretien.
ATTENTION : Tous les opérateurs, formés à la sécurité opérationnelle, aux procédures d'exploitation et aux risques liés à la machine à souder, ainsi que les personnes qualifiées pour utiliser la machine à souder, sont priés, par le contractant, de signer, de manière lisible, le formulaire ci-joint.
ATTENTION : La machine à souder à haute fréquence a été conçue et produite dans une version qui n'est pas adaptée aux personnes handicapées. Lorsque la machine doit être utilisée par des personnes handicapées, elle doit être correctement adaptée après consultation du fabricant.
2.0 Signes de sécurité et pictogrammes
2.1 Informations générales
Afin d'utiliser l'appareil de soudage de manière optimale et sûre, veuillez lire attentivement et suivre toutes les instructions incluses dans ce manuel d'utilisation et d'entretien, et en particulier toutes les informations et tous les panneaux d'avertissement, d'interdiction, de restriction et de commande.
Sur la base des informations contenues dans le présent manuel d'exploitation et d'entretien, le client doit élaborer des manuels de poste de travail pour les employés.
Le client est entièrement, légalement et matériellement responsable de tous les événements résultant d'une connaissance insuffisante du présent manuel d'utilisation et d'entretien ou du non-respect des principes de santé et de sécurité au travail.
Les avertissements apposés sur les appareils et/ou décrits dans les manuels d'utilisation et d'entretien ultérieurs sont strictement obligatoires.  ATTENTION : Avant de commencer le travail de toute personne utilisant la machine à souder HF, il est obligatoire de prendre connaissance du manuel d'utilisation et d'entretien suivant.
ATTENTION : Avant de commencer le travail de toute personne utilisant la machine à souder HF, il est obligatoire de prendre connaissance du manuel d'utilisation et d'entretien suivant.
ATTENTION : Tout destinataire ou personne autorisée par le destinataire sur la base du présent manuel d'utilisation et d'entretien et des caractéristiques propres à la technologie de production est tenu de respecter les dispositions du présent manuel d'utilisation et d'entretien. obligatoirement dû de publier un MANUEL DES POSTES DE TRAVAIL à l'intention des opérateurs.
ATTENTION : La machine à souder à haute fréquence ne peut être utilisée QUE par des travailleurs qui ont été formés à l'entretien de l'appareil et à la SÉCURITÉ INDUSTRIELLE, en tenant particulièrement compte des risques éventuels liés à la machine.
ATTENTION : Pendant toute la durée de vie de la machine, le fabricant de l'appareil suggère à l'acheteur d'utiliser le personnel d'entretien formé par le fabricant ou toute équipe d'entretien autorisée par le fabricant.
ATTENTION : Le fabricant recommande vivement d'installer la machine à souder uniquement dans un environnement industriel.
ATTENTION : La machine doit être correctement mise à niveau et doit avoir un lieu d'opération fixe.
ATTENTION : Une manipulation imprudente de la machine pendant le transport (déplacement) peut entraîner des blessures graves ou des accidents.
 ATTENTION : Le générateur est alimenté par la tension dangereuse pour la vie du réseau électrique 3 x 480 VAC ; 50 Hz. L'appareil a une haute tension allant jusqu'à 8000 VDC. Toutes les activités d'entretien ou de prévention ne peuvent être exécutées que par le personnel formé et habilité par la loi.
ATTENTION : Le générateur est alimenté par la tension dangereuse pour la vie du réseau électrique 3 x 480 VAC ; 50 Hz. L'appareil a une haute tension allant jusqu'à 8000 VDC. Toutes les activités d'entretien ou de prévention ne peuvent être exécutées que par le personnel formé et habilité par la loi.
ATTENTION : L'acheteur doit veiller à l'exécution correcte et au contrôle régulier de la prévention de l'installation de protection contre les chocs électriques pour chaque appareil utilisé. Toute responsabilité en la matière incombe à l'acheteur.
ATTENTION : La tension de la lampe doit être la même que celle spécifiée dans la fiche technique du produit - il est possible de l'ajuster en utilisant des branches sur le côté primaire du transformateur à incandescence.
ATTENTION : La lampe doit être préchauffée pendant environ une heure après l'installation.
 ATTENTION : Toute intervention dans la zone de l'unité de pressage active de la presse, c'est-à-dire le remplacement du dispositif, ne peut être effectuée qu'avec des mesures de précaution spéciales et uniquement par une équipe de service formée à cet effet.
ATTENTION : Toute intervention dans la zone de l'unité de pressage active de la presse, c'est-à-dire le remplacement du dispositif, ne peut être effectuée qu'avec des mesures de précaution spéciales et uniquement par une équipe de service formée à cet effet.
 ATTENTION : L'arrêt d'urgence de la machine est possible à tout moment en appuyant sur la touche EMERGENCY Bouton STOP (le bouton rouge sur fond jaune).
ATTENTION : L'arrêt d'urgence de la machine est possible à tout moment en appuyant sur la touche EMERGENCY Bouton STOP (le bouton rouge sur fond jaune).
 ATTENTION : L'environnement de travail de la machine, le sol et les supports manuels et les poignées doivent toujours être propres et exempts de toute contamination, graisse ou boue, afin de réduire au minimum le risque de glissade ou de chute.
ATTENTION : L'environnement de travail de la machine, le sol et les supports manuels et les poignées doivent toujours être propres et exempts de toute contamination, graisse ou boue, afin de réduire au minimum le risque de glissade ou de chute.
ATTENTION : Débranchez la machine avant de retirer les panneaux d'accès ou d'ouvrir les portes. Toutes les protections et tous les panneaux d'accès doivent être en place avant d'utiliser cette machine.
 ATTENTION : La température de l'électrode peut atteindre 100 °C. Par conséquent, en cas de contact, on peut se brûler.
ATTENTION : La température de l'électrode peut atteindre 100 °C. Par conséquent, en cas de contact, on peut se brûler.
 ATTENTION : La lampe contient des métaux des terres rares et des oxydes de métaux des terres rares qui sont hautement toxiques. En cas de bris, la lampe doit être éliminée avec le plus grand soin et avec l'aide d'un professionnel de la santé. spécialisée les services.
ATTENTION : La lampe contient des métaux des terres rares et des oxydes de métaux des terres rares qui sont hautement toxiques. En cas de bris, la lampe doit être éliminée avec le plus grand soin et avec l'aide d'un professionnel de la santé. spécialisée les services.

 ATTENTION : La machine à souder à haute fréquence est la source d'un rayonnement électromagnétique non ionique. Après l'installation de la machine chez l'acheteur, une mesure du rayonnement non ionique doit être effectuée. Les mesures de rayonnement doivent être effectuées par une société agréée.
ATTENTION : La machine à souder à haute fréquence est la source d'un rayonnement électromagnétique non ionique. Après l'installation de la machine chez l'acheteur, une mesure du rayonnement non ionique doit être effectuée. Les mesures de rayonnement doivent être effectuées par une société agréée.
 ATTENTION : La machine à souder à haute fréquence doit fonctionner dans un lieu de travail solide, car la transposition nécessite une nouvelle mesure de l'intensité du rayonnement non ionique..
ATTENTION : La machine à souder à haute fréquence doit fonctionner dans un lieu de travail solide, car la transposition nécessite une nouvelle mesure de l'intensité du rayonnement non ionique..
 ATTENTION : Il est interdit aux personnes porteuses d'un stimulateur cardiaque de rester dans la zone de rayonnement actif..
ATTENTION : Il est interdit aux personnes porteuses d'un stimulateur cardiaque de rester dans la zone de rayonnement actif..
ATTENTION : Le fabricant suggère de ne pas employer de femmes enceintes ou allaitantes dans la zone de rayonnement non ionique actif..
ATTENTION : Le filtre à air de l'installation pneumatique doit être nettoyé au moins une fois par mois.
 Il est INTERDIT d'effectuer des travaux sur la soudeuse par des personnes qui n'ont pas été formées au préalable à l'entretien des machines à haute fréquence et aux règles de sécurité industrielle, en tenant particulièrement compte des risques éventuels liés à la machine.
Il est INTERDIT d'effectuer des travaux sur la soudeuse par des personnes qui n'ont pas été formées au préalable à l'entretien des machines à haute fréquence et aux règles de sécurité industrielle, en tenant particulièrement compte des risques éventuels liés à la machine.  Il est INTERDIT de mettre la machine en marche par des travailleurs qui n'ont pas été préalablement formés à l'entretien et aux règles de sécurité industrielle.
Il est INTERDIT de mettre la machine en marche par des travailleurs qui n'ont pas été préalablement formés à l'entretien et aux règles de sécurité industrielle.  Il est INTERDIT de mettre la machine en marche par des travailleurs qui n'ont pas été préalablement formés à l'entretien et aux règles de sécurité industrielle.
Il est INTERDIT de mettre la machine en marche par des travailleurs qui n'ont pas été préalablement formés à l'entretien et aux règles de sécurité industrielle.  Il est STRICTEMENT INTERDIT d'effectuer tout travail d'entretien ou de prévention sans avoir préalablement déconnecté le générateur et la machine de l'alimentation électrique.
Il est STRICTEMENT INTERDIT d'effectuer tout travail d'entretien ou de prévention sans avoir préalablement déconnecté le générateur et la machine de l'alimentation électrique. Il est STRICTEMENT INTERDIT d'entreprendre des tentatives pour ne pas toucher les électrodes ou les éléments de l'unité de pressage dans la presse. Le fait de les toucher pendant le soudage ou peut provoquer des brûlures par un courant à haute fréquence ou une température élevée ~ 100 oC. Il est STRICTEMENT INTERDIT d'entreprendre toute action susceptible de diminuer le niveau de sécurité de la machine, c'est-à-dire de travailler avec un capot de protection ouvert, de bloquer les boutons de commande, etc.Il est INTERDIT aux femmes enceintes ou allaitantes de rester dans la zone de rayonnement non ionique actif.
Il est STRICTEMENT INTERDIT d'entreprendre des tentatives pour ne pas toucher les électrodes ou les éléments de l'unité de pressage dans la presse. Le fait de les toucher pendant le soudage ou peut provoquer des brûlures par un courant à haute fréquence ou une température élevée ~ 100 oC. Il est STRICTEMENT INTERDIT d'entreprendre toute action susceptible de diminuer le niveau de sécurité de la machine, c'est-à-dire de travailler avec un capot de protection ouvert, de bloquer les boutons de commande, etc.Il est INTERDIT aux femmes enceintes ou allaitantes de rester dans la zone de rayonnement non ionique actif. Il est STRICTEMENT INTERDIT aux personnes porteuses d'un stimulateur cardiaque de rester dans la zone de rayonnement non ionique actif.
Il est STRICTEMENT INTERDIT aux personnes porteuses d'un stimulateur cardiaque de rester dans la zone de rayonnement non ionique actif. IL EST INTERDIT aux personnes portant des implants orthopédiques métalliques de rester dans la zone de rayonnement non ionique actif.
IL EST INTERDIT aux personnes portant des implants orthopédiques métalliques de rester dans la zone de rayonnement non ionique actif. Il est interdit d'introduire dans la zone de rayonnement non ionique actif des outils métalliques.
Il est interdit d'introduire dans la zone de rayonnement non ionique actif des outils métalliques. IL EST STRICTEMENT INTERDIT de lutter contre tout incendie au niveau du générateur et de la machine en utilisant de l'eau ou un autre liquide.
IL EST STRICTEMENT INTERDIT de lutter contre tout incendie au niveau du générateur et de la machine en utilisant de l'eau ou un autre liquide. Il est STRICTEMENT INTERDIT de retirer les protections pendant le fonctionnement de la machine.
Il est STRICTEMENT INTERDIT de retirer les protections pendant le fonctionnement de la machine. Il est STRICTEMENT INTERDIT d'arroser la machine au tuyau d'arrosage pendant son fonctionnement ou de descendre dans le système.
Il est STRICTEMENT INTERDIT d'arroser la machine au tuyau d'arrosage pendant son fonctionnement ou de descendre dans le système. Il est INTERDIT de déverser des huiles, des solvants ou d'autres déchets liquides toxiques dans les environs de la machine en fonctionnement.
Il est INTERDIT de déverser des huiles, des solvants ou d'autres déchets liquides toxiques dans les environs de la machine en fonctionnement. IL EST INTERDIT d'utiliser le téléphone portable dans l'environnement de la machine en fonctionnement..
IL EST INTERDIT d'utiliser le téléphone portable dans l'environnement de la machine en fonctionnement.. Il est INTERDIT d'utiliser du feu dans les environs de la machine en fonctionnement.
Il est INTERDIT d'utiliser du feu dans les environs de la machine en fonctionnement. Il est INTERDIT de fumer dans les environs de la machine en fonctionnement.
Il est INTERDIT de fumer dans les environs de la machine en fonctionnement. Il est INTERDIT de boire de l'alcool dans les environs de la machine et de faire fonctionner tous les appareils par des travailleurs ivres.
Il est INTERDIT de boire de l'alcool dans les environs de la machine et de faire fonctionner tous les appareils par des travailleurs ivres. Il est INTERDIT de consommer dans les environs de la machine en fonctionnement.
Il est INTERDIT de consommer dans les environs de la machine en fonctionnement. IL EST OBLIGATOIRE de former toute personne appelée à effectuer des travaux sur le générateur et la presse à l'entretien des machines et aux règles de sécurité industrielle, en accordant une attention particulière aux risques éventuels liés à la machine..
IL EST OBLIGATOIRE de former toute personne appelée à effectuer des travaux sur le générateur et la presse à l'entretien des machines et aux règles de sécurité industrielle, en accordant une attention particulière aux risques éventuels liés à la machine.. Il est STRICTEMENT OBLIGATOIRE d'utiliser TOUTES les protections et tous les boutons de blocage prévus à cet effet.
Il est STRICTEMENT OBLIGATOIRE d'utiliser TOUTES les protections et tous les boutons de blocage prévus à cet effet. IL EST OBLIGATOIRE d'informer le superviseur et/ou le personnel chargé de la circulation de tous les cas d'utilisation incorrecte de la machine.
IL EST OBLIGATOIRE d'informer le superviseur et/ou le personnel chargé de la circulation de tous les cas d'utilisation incorrecte de la machine. Il est OBLIGATOIRE d'utiliser des vêtements de travail comportant un minimum de parties susceptibles d'être happées ou entraînées par la presse de la machine à haute fréquence.
Il est OBLIGATOIRE d'utiliser des vêtements de travail comportant un minimum de parties susceptibles d'être happées ou entraînées par la presse de la machine à haute fréquence. IL EST OBLIGATOIRE d'exécuter tout travail sur les éléments de la soudeuse (électrode, unité de pressage) en utilisant des gants de protection spéciaux.
IL EST OBLIGATOIRE d'exécuter tout travail sur les éléments de la soudeuse (électrode, unité de pressage) en utilisant des gants de protection spéciaux. Il est OBLIGATOIRE d'utiliser des chaussures de travail antidérapantes pour les travailleurs.
Il est OBLIGATOIRE d'utiliser des chaussures de travail antidérapantes pour les travailleurs. IL EST OBLIGATOIRE de utilisation de casques par les travailleurs.
IL EST OBLIGATOIRE de utilisation de casques par les travailleurs. Il est OBLIGATOIRE de maintenir le sol propre dans les environs de la machine en fonctionnement.
Il est OBLIGATOIRE de maintenir le sol propre dans les environs de la machine en fonctionnement. Il est STRICTEMENT OBLIGATOIRE de confier l'utilisation de la machine à souder à des travailleurs formés à l'entretien des machines à haute fréquence et aux règles de sécurité industrielle.IL EST OBLIGATOIRE d'arrêter immédiatement la machine en cas d'utilisation incorrecte en utilisant le bouton d'arrêt d'urgence..ELLE EST STRICTEMENT OBLIGÉE de déconnecter le générateur et la machine de tout support d'alimentation avant d'entreprendre tout travail d'entretien ou de prévention.ELLE EST STRICTEMENT OBLIGÉE pour décharger les condensateurs céramiques dans les générateurs à haute fréquence. Même après avoir été déconnectés, ils peuvent maintenir une charge à une tension de plusieurs milliers de volts, ce qui peut mettre des vies en danger.
Il est STRICTEMENT OBLIGATOIRE de confier l'utilisation de la machine à souder à des travailleurs formés à l'entretien des machines à haute fréquence et aux règles de sécurité industrielle.IL EST OBLIGATOIRE d'arrêter immédiatement la machine en cas d'utilisation incorrecte en utilisant le bouton d'arrêt d'urgence..ELLE EST STRICTEMENT OBLIGÉE de déconnecter le générateur et la machine de tout support d'alimentation avant d'entreprendre tout travail d'entretien ou de prévention.ELLE EST STRICTEMENT OBLIGÉE pour décharger les condensateurs céramiques dans les générateurs à haute fréquence. Même après avoir été déconnectés, ils peuvent maintenir une charge à une tension de plusieurs milliers de volts, ce qui peut mettre des vies en danger. La lampe doit toujours être transportée ou déplacée dans l'emballage d'origine du fabricant, en position verticale, avec l'anode dirigée vers le haut ou le bas, sans heurter ou secouer la lampe.
La lampe doit toujours être transportée ou déplacée dans l'emballage d'origine du fabricant, en position verticale, avec l'anode dirigée vers le haut ou le bas, sans heurter ou secouer la lampe.3.0 Données techniques
|
Machine type |
ZDW-15-K |
|
Matériaux de soudage |
PVC, tissus enduits de PVC |
|
Alimentation électrique |
3 x 480 V ; 50Hz |
|
Pilote PLC |
Delta |
|
Tension de contrôle |
24 VDC |
|
Capacité installée |
22 kVA |
|
Puissance de sortie HF |
15 kW |
|
Ajustement de la capacité de production |
manuel/autotuner |
|
Découpage principal |
40 A ; retardé |
|
Fréquence de fonctionnement |
27,12 MHz |
|
Stabilité de la fréquence |
+/- 0,6 % |
|
Système anti-flash, ZEMAT TG |
Capteur ARC ultra-rapide et sensible |
|
Consommation d'air comprimé |
70 nl/cycle |
|
Pression de l'air comprimé |
0,4-0,8 MPa |
|
Longueur maximale de l'électrode |
1200 mm |
|
Taille de la table de travail |
1620 x 820 mm |
|
Taille de la plaque de pression |
1200 x 50 mm |
|
Course de l'actionneur |
~ 150mm |
|
Entraînement de l'électrode de pression |
pneumatique |
|
Entraînement de l'électrode de terre |
pneumatique |
|
Force de pression (max) |
1200 kG |
|
Lampe du générateur |
ITL 12-1 |
|
Liquide de refroidissement |
l'air |
|
Poids de la machine |
~ 1100 kg |
|
Dimensions |
VOIR ANNEXES |
4.0 Description technique
L'élément principal de la soudeuse à haute fréquence ZDW-15-K est la structure porteuse constituée de tôles et de sections d'acier soudées. Toutes les autres pièces de la machine sont montées sur cette structure. La structure porteuse peut être divisée en deux parties fondamentales :
- Celle de l'arrière où se trouve le générateur de haute fréquence, le transformateur d'anode et la boîte de commutation. Cette partie est enfermée dans les boucliers amovibles protégés par la clé de fin de course.
Les écrans appliqués ainsi que les touches de commutation sont censés minimiser l'émission de radiations non ionisantes. Il est strictement INTERDIT d'utiliser le poste à souder sans les écrans !
-
La première est la zone de soudage, où se trouve la table de travail sur laquelle l'opérateur positionne le matériau pendant la procédure de soudage. La couture est effectuée par l'électrode qui est pressée contre la table de travail recouverte d'un tampon isolant (le séparateur sous forme de plaque d'aluminium recouverte d'un tampon isolant peut également être utilisé pour éviter d'endommager la table de travail). L'électrode est fixée dans le support automatique qui est fixé à la tige du piston de l'actionneur. La partie supérieure du porte-électrode est fixée à la construction de la machine à l'aide de fines feuilles de laiton (masse). Le porte-électrode de soudage est équipé d'une pince automatique qui est contrôlée à l'aide d'un panneau tactile HMI. Grâce à la pince automatique, l'opérateur peut changer l'électrode sans utiliser d'outils. L'électrode est fixée à la sortie du générateur haute fréquence à l'aide de la feuille (qui sert de guide d'ondes). La zone de soudage est protégée des rayonnements non ionisants par l'électrode de mise à la terre mobile qui est pressée contre la table pendant la procédure de soudage, ce qui crée une sorte de condensateur censé limiter les rayonnements non ionisants.
Les écrans appliqués ainsi que les touches de commutation sont censés minimiser l'émission de radiations non ionisantes. Il est strictement INTERDIT d'utiliser le poste à souder sans les écrans !
La machine utilise pleinement les systèmes suivants :
- L'ENSEMBLE DE CONTRÔLE composé de l'automate avec le panneau tactile HMI, des commandes et des indicateurs placés sur le panneau de commande principal attaché au bras d'extension et d'autres appareils électriques et électroniques installés sur cette machine ; et
- L'ENSEMBLE D'AIR COMPRIMÉ comprenant principalement l'ensemble de préparation de l'air comprimé, y compris les vannes de distribution et les actionneurs pneumatiques ; et
- L'ÉLÉMENT GÉNÉRATEUR consiste en un générateur haute fréquence auto-excité de constantes de désintégration qui consiste principalement en un circuit LC à facteur Q élevé réglé sur 27,30 MHz. Le système comprend également le tube à ondes progressives, le transformateur d'anode, le transformateur de filament et le système de refroidissement du tube ;
Le porte-électrode de soudage est équipé d'un système de préhension automatique commandé à partir de l'écran tactile HMI. Il permet de remplacer les électrodes sans outil.
![]() Les écrans appliqués ainsi que les touches de commutation sont censés minimiser l'émission de radiations non ionisantes. Il est strictement INTERDIT d'utiliser le poste à souder sans les écrans !
Les écrans appliqués ainsi que les touches de commutation sont censés minimiser l'émission de radiations non ionisantes. Il est strictement INTERDIT d'utiliser le poste à souder sans les écrans !
La machine est équipée d'un système intégré (ZTG AntyCRUSH) conçu pour protéger les mains des opérateurs contre l'écrasement. Lorsqu'une main ou tout autre objet d'une hauteur différente de celle du matériau soudé est placé sous l'électrode de soudage, l'électrode est automatiquement tirée vers le haut pendant la phase de pressage.
Les écrans appliqués ainsi que les touches de commutation sont censés minimiser l'émission de radiations non ionisantes. Il est strictement INTERDIT d'utiliser le poste à souder sans les écrans !
En outre, des indicateurs laser sont installés sur le châssis de la machine pour faciliter le positionnement du matériau soudé sur la table de travail.
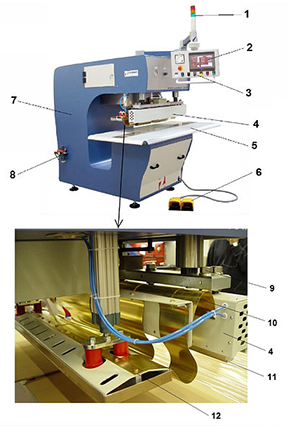
Les pièces de base de la machine :
- La colonne lumineuse ;
- Le panneau tactile de l'IHMI ;
- Les commandes et les indicateurs placés sur le panneau de commande principal ;
- La pince à électrode ;
- La table de travail ;
- Les touches de commande au pied ;
- La structure porteuse ;
- Le kit de préparation de l'air comprimé ;
- Vis de réglage à l'aide de laquelle l'électrode doit être réglée parallèlement à la table de travail ;
- De fines feuilles de laiton (masse) à l'aide desquelles la partie supérieure de l'électrode est fixée à la construction de la machine ;
- Électrode de soudage ;
- Électrode de mise à la terre.
5.0 Assemblage et installation
5.1 Information et signalisation des restrictions et des impératifs
Le fabricant fournit un emballage approprié de la machine pour la durée du transport. Le type et la durabilité de l'emballage sont adaptés à la distance et au moyen de transport, et par conséquent au risque potentiel de dommages pendant le transport. Le fabricant suggère à chaque client d'utiliser les moyens de transport et le personnel du service technique du fabricant.
Le stockage de la machine n'implique pas d'exigences particulières, si ce n'est un environnement de stockage approprié.
Le local de stockage doit assurer une protection suffisante contre les intempéries, il doit être aussi sec que possible et avoir un taux d'humidité acceptable (inférieur à 70 %). Il est également nécessaire d'assurer une protection appropriée contre la corrosion, notamment en ce qui concerne les composants métalliques qui ne sont pas peints pour des raisons techniques.
Si la machine est livrée dans une boîte et emballée dans du plastique générant une atmosphère anticorrosion, la machine doit rester emballée et conditionnée pendant toute la période de stockage.
Pour des raisons de protection contre l'humidité, il est recommandé de ne pas stocker la machine directement sur le sol du local de stockage, mais plutôt sur des palettes.
La lampe du générateur (triode) est un composant qui nécessite une attention et une manipulation particulières à tous les stades, y compris lors du stockage. La lampe doit être stockée dans son emballage d'origine, en position verticale, avec l'anode dirigée vers le haut ou le bas, dans une pièce sèche. La lampe est un composant métallique et céramique sous vide poussé, qui est extrêmement fragile et ne peut être heurté ou tomber, même d'une faible hauteur.
Frapper, laisser tomber, secouer ou incliner la lampe pendant une période prolongée peut entraîner, et entraîne généralement, des dommages permanents et irréversibles de la lampe. En particulier, le filament de la lampe - cathode peut être cassé, ce qui, dans les cas les plus extrêmes, peut entraîner des courts-circuits internes ou la rupture de la lampe.
ATTENTION : Le fabricant suggère de ne pas employer de femmes enceintes ou allaitantes dans la zone de rayonnement non ionique actif..
Les dispositions ci-dessus ont pour but d'instruire et d'avertir toutes les personnes et tous les services susceptibles d'être en contact avec cet appareil de sa grande vulnérabilité à toutes les impulsions et à tous les coups. En même temps, aucune réclamation liée aux dommages permanents décrits ci-dessus ne sera acceptée dans le cadre de la procédure de réclamation.
Il convient également de souligner que la lampe du générateur est un composant très coûteux.
En cas de doute, il est recommandé de consulter le personnel spécialisé du fabricant.
5.2 Transport de la machine
La partie responsable du transport et de l'installation de la machine sur le site du donneur d'ordre doit être déterminée au moment de la signature du contrat et au plus tard après l'essai de réception finale de la machine sur le site du fabricant, avant que l'appareil ne soit remis au donneur d'ordre.
ATTENTION : Une manipulation imprudente de l'appareil pendant le transport ou le déplacement peut entraîner des blessures graves ou des accidents.
IL EST INTERDIT de monter, de démonter ou de transporter la machine par du personnel non qualifié ou n'ayant pas pris connaissance des exigences de sécurité décrites dans le présent manuel d'utilisation et d'entretien. De telles actions peuvent provoquer des accidents ou des dommages matériels.
Compte tenu de la spécificité de l'appareil, le fabricant suggère que chaque donneur d'ordre utilise les moyens de transport et le personnel du service technique du fabricant.
Le tube de puissance doit être démonté avant tout transport ou déplacement.
La lampe doit toujours être transportée ou déplacée dans l'emballage d'origine du fabricant, en position verticale, avec l'anode dirigée vers le haut ou le bas, sans heurter ou secouer la lampe.
ATTENTION : La machine doit être transportée en position verticale.
En raison de sa taille et de sa structure, la machine nécessite le démontage et la déconnexion de certains composants et unités pendant le transport ou le déplacement. Il est nécessaire de démonter les composants et outils fragiles et coûteux (qui doivent être transportés dans une valise séparée). Il est absolument nécessaire de démonter la lampe du générateur.
La machine doit être déplacée à l'aide d'appareils de levage - grues, chariots élévateurs à fourche, transpalettes - ayant une capacité de levage suffisante pour permettre le transport en toute sécurité du générateur, tandis que les personnes utilisant ces appareils de levage doivent posséder toutes les licences et qualifications valides exigées par la loi.
Tous les composants de la machine susceptibles d'être endommagés pendant le transport (si une boîte d'emballage très résistante n'est pas utilisée) ou par des dispositifs de levage ou de déplacement doivent être fixés de manière appropriée (à condition qu'ils soient démontés et emballés séparément).
Afin de garantir une position stable de l'appareil, il est très important d'assurer une protection appropriée de la machine pendant la durée du long transport (ceintures de sécurité, boulons d'ancrage), ainsi qu'une protection et une assistance pendant le transport sur site.
Si la machine n'est pas équipée de raccords appropriés, il est possible d'utiliser tout autre trou ou élément disponible suffisamment durable pour garantir que le générateur et les autres parties de la machine sont correctement équilibrés et stabilisés.
Le poids de la machine (environ 1100 kg) doit être pris en compte lors de la planification du transport.
5.3 Installation sur le lieu d'exploitation
Selon le degré de complexité de la machine, l'installation sur le lieu d'exploitation doit être effectuée par le personnel du donneur d'ordre, après lecture du présent manuel d'utilisation et d'entretien, ou par le personnel du service technique du fabricant, en coopération avec le personnel du donneur d'ordre.
N'oubliez pas qu'un positionnement et une installation appropriés de la machine à souder sont essentiels pour garantir son fonctionnement optimal, ainsi que le confort et la sécurité de l'opérateur dans l'environnement de l'appareil.
Le donneur d'ordre est responsable de la préparation du lieu d'installation de l'appareil, de la disponibilité et de la préparation des connexions électriques et de la réalisation des exigences particulières de la conception technique et des essais de réception technique approuvant l'utilisation de l'ensemble du générateur.
Le fabricant fournit au donneur d'ordre toutes les instructions et informations nécessaires à cet égard.
ATTENTION : Assurez-vous que le sol, la surface ou les fondations sur lesquels la machine doit être placée sont suffisamment résistants, compte tenu du poids, de la surface et de la répartition du poids de la machine sur ses points d'appui (généralement les pieds).
ATTENTION : L'appareil doit être correctement mis à niveau et doit avoir un lieu de fonctionnement fixe.
Le lieu optimal d'utilisation de la machine à souder HF est la surface de béton non recouverte ou recouverte d'une très fine couche de matériau non conducteur.
La surface doit être réalisée conformément à la conception particulière suivant les normes de construction et de sécurité, ainsi qu'aux exigences concernant les positions parallèles, perpendiculaires et planes.
ATTENTION : Le donneur d'ordre est seul responsable de la réalisation des conditions susmentionnées.
Après avoir placé la machine à souder à l'endroit choisi, il est nécessaire de la mettre à niveau, de vérifier son état technique et d'éliminer tous les défauts qui auraient pu se produire pendant le transport. Ensuite, il faut déballer, positionner, mettre à niveau et fixer le générateur. La lampe du générateur haute fréquence doit être montée à la toute fin du processus d'installation. Cette tâche doit être effectuée avec une attention particulière, à la fois lors du montage de la lampe dans le socle et lors de la connexion des contacts électriques de la lampe. Branchez les connecteurs de la console de commande sur les prises de la presse marquées d'une manière appropriée. Il est recommandé que l'installation de la machine après le transport soit effectuée sous la supervision directe d'un représentant du fabricant.
ATTENTION : Si les tâches susmentionnées sont effectuées par un représentant du client, elles doivent être exécutées en stricte conformité avec la description contenue dans le présent manuel d'utilisation et d'entretien et/ou avec les instructions fournies par le fabricant au cours de l'essai d'acceptation technique.
En raison du champ magnétique généré, les objets métalliques de grande taille ne doivent pas être placés à proximité de la machine. La machine peut affecter le fonctionnement des appareils électroniques (radio, téléviseurs, ordinateurs) situés à proximité de la machine, en raison de la grande sensibilité d'entrée des appareils susmentionnés. Le lieu optimal d'utilisation de la machine est la surface en béton non recouverte ou recouverte d'une très fine couche de matériau non conducteur.
5.4 Installation sur le lieu d'exploitation
5.4.1 Installation sur le lieu d'exploitation
ATTENTION : Le fabricant recommande vivement d'installer la machine uniquement dans un environnement industriel.
La machine faisant l'objet du présent manuel d'utilisation et d'entretien a été conçue et fabriquée pour fonctionner dans un environnement industriel et traiter des bandes transporteuses.
Les conditions spécifiques de fonctionnement des appareils, à savoir une humidité de l'air élevée, une température élevée, de la vapeur et de la poussière, ont été prises en compte par les concepteurs de la machine et n'affectent pas son fonctionnement, mais déterminent des exigences plus strictes en ce qui concerne l'exécution des programmes de prévention.
La machine ne peut pas être utilisée dans une atmosphère potentiellement explosive, une atmosphère très poussiéreuse, un environnement à forte humidité et/ou à température élevée et en présence de fumées agressives (acides, basiques, organiques ou inorganiques, ayant un impact potentiellement ou factuellement corrosif).
La température de l'environnement de travail doit être comprise entre +10º C et +40º C et l'humidité relative entre 30% et 90%. La condensation de l'humidité atmosphérique ou de toute substance agressive sur la surface de la machine (ou de l'un de ses composants) n'est pas autorisée.
Il est exigé que l'amplitude de la température à long terme pendant la journée dans la salle de fonctionnement du générateur ne dépasse pas 10º C et dans le cas de l'humidité relative : 10%.
La clause ci-dessus ne s'applique pas aux milieux ou substances utilisés pour le graissage, la conservation ou les substances non agressives utilisées dans le cadre de la production / du fonctionnement de l'appareil.
ATTENTION : S'il y a une grande différence entre la température extérieure et la température de la pièce où la machine est installée, l'appareil doit être mis en marche 24 heures après son installation dans la pièce.
5.4.2 Éclairage
Les exigences relatives à l'intensité lumineuse minimale prévoient que, sur la zone de fonctionnement horizontale, l'éclairement acceptable dans les pièces où des personnes séjournent pendant une longue période, qu'il y ait ou non des activités visuelles, doit être de 300 lx.
Dans le cas d'activités visuelles dont le niveau de difficulté est supérieur à la moyenne et qui exigent un grand confort visuel, ainsi que lorsque la majorité des opérateurs ont plus de 40 ans, l'intensité lumineuse requise doit être supérieure au minimum, c'est-à-dire au moins 500 lx.
5.4.3 Bruit
La machine ne génère pas de bruit d'un niveau qui nécessiterait l'utilisation de moyens ou de dispositifs de protection du personnel.
Cependant, il faut garder à l'esprit que tous les environnements de travail ont leurs propres émissions sonores, qui peuvent avoir un impact sur le niveau de bruit émis par la machine pendant son fonctionnement.
5.5 Paramètres de connexion
5.5.1 Énergie électrique
Connexion : 3 x 480V ; 50Hz (3P+N+PE), protection contre les surintensités avec propriétés retardées. L'installation du client doit garantir des mesures de protection contre les chocs électriques conformes à la norme EN 60204-1:2001.
ATTENTION : Vérifiez toujours la tension du filament après l'installation du tube - voir les données techniques du tube.
5.5.2 Air comprimé
Pression : 0,4 - 0,8 MPa, classe de propreté exigée selon ISO8573-1 4-4-4, consommation : 70 nl par cycle.
ATTENTION : Si la pression dans le système de l'utilisateur final est supérieure à 0,8 MPa, elle doit être réduite à environ 0,6 MPa à l'aide d'un réducteur monté sur le raccord de la machine à souder.
5.6 Paramètres de connexion
En fonction de la complexité du système et des qualifications et licences des employés, le branchement de la machine à souder sur son lieu d'utilisation est effectué par des personnes choisies par le donneur d'ordre ou par des travailleurs du service technique du fabricant, en coopération avec le personnel du donneur d'ordre, moyennant un supplément de prix ou gratuitement, ce qui est toujours prévu avant la remise de la machine au donneur d'ordre depuis le site du fabricant.
Il est toujours nécessaire de vérifier si toutes les connexions ont été effectuées conformément à la documentation de l'appareil.
Il convient de préciser que les tâches susmentionnées requièrent des qualifications appropriées de la part du personnel, notamment des licences délivrées par les organismes compétents.
Elle s'applique à la fois aux qualifications spécialisées et aux formations complètes et valides en matière de santé et de sécurité au travail, notamment en ce qui concerne les risques liés à ces tâches.
6.0 Fonctionnement
6.1 Préparation de la machine - Première mise en service
ATTENTION : Afin d'utiliser la machine de manière optimale et sûre, veuillez lire attentivement et suivre toutes les instructions incluses dans ce manuel d'utilisation et d'entretien.
Il est INTERDIT d'effectuer des travaux sur la machine à souder par des personnes qui n'ont pas été formées au préalable à l'entretien des machines à haute fréquence et aux règles de sécurité industrielle, en tenant compte en particulier des risques éventuels liés à la machine.
Si toutes les conditions d'installation ont été remplies et que les tâches décrites au point 5 ont été exécutées, nous sommes prêts à démarrer la machine à souder pour la première fois dans l'environnement de production du site du donneur d'ordre.
ATTENTION : La première mise en service de la machine doit être effectuée en présence et sous le contrôle des représentants du fabricant.
6.2 Exigences opérationnelles - Instructions et lignes directrices générales
Tous les réglages et étalonnages nécessaires au bon fonctionnement des paramètres de l'appareil ont été effectués par le fabricant au cours des procédures d'assemblage et de test interne. La conformité générale aux exigences techniques contractuelles et le bon fonctionnement de la machine sont confirmés lors de la réception technique qui a lieu sur le site du fabricant, en présence d'un représentant du donneur d'ordre et en utilisant les matières premières originales fournies par le donneur d'ordre à des fins d'essai.
ATTENTION : En raison des propriétés spécifiques des appareils qui émettent de l'énergie à haute fréquence, il est nécessaire d'effectuer certaines mesures sur le lieu de fonctionnement de l'appareil dans le site du donneur d'ordre. Pour la même raison, il est très important que la machine ait un lieu de fonctionnement fixe.
AVANT L'OPÉRATION EST ABSOLUMENT NÉCESSAIRE POUR LE CONTRÔLE :
- Efficacité des mesures de protection contre les chocs électriques ;
- Tension d'alimentation - valeur et exactitude de la connexion des phases ;
- Sens de rotation du moteur (le cas échéant) ;
- Tension de la lampe à incandescence ;
ATTENTION : La tension de la lampe doit être la même que celle spécifiée dans la fiche technique du produit - il est possible de l'ajuster en utilisant des branches sur le côté primaire du transformateur à incandescence.
ATTENTION : En raison du caractère spécifique de l'appareil, il est toujours nécessaire d'avertir et d'informer le personnel de la haute tension d'alimentation de l'anode de la lampe et du risque potentiel d'électrocution mortelle par un courant électrique d'une tension allant jusqu'à 8000 VDC.
ATTENTION : La lampe doit être préchauffée pendant environ une heure après l'installation.
- Position du support à la base de la table de travail ;
- Émission d'un champ électromagnétique - après le réglage des paramètres de soudage, pendant le processus de soudage ;
ATTENTION : La machine à souder à haute fréquence est la source d'un rayonnement électromagnétique non ionique. Après l'installation de la machine chez l'acheteur, une mesure du rayonnement non ionique doit être effectuée. Les mesures de rayonnement doivent être effectuées par une société agréée.
ATTENTION : La machine doit fonctionner dans un lieu de travail solide car la transposition nécessite une nouvelle mesure de l'intensité du rayonnement non ionique.
ATTENTION : Il est interdit aux personnes porteuses d'un stimulateur cardiaque de rester dans la zone de rayonnement non ionique actif.
ATTENTION : Le fabricant suggère de ne pas employer de femmes enceintes ou allaitantes dans la zone de rayonnement non ionique actif.
IMPORTANT : Si les circuits haute tension ont été accidentellement connectés alors que l'anode est déconnectée ou que la lampe du générateur est défectueuse, les condensateurs du filtre haute tension doivent être déchargés en les mettant en court-circuit avec le boîtier pendant un temps très court.
ATTENTION : Toutes les activités pendant le démarrage et les mesures, lorsque le niveau de sécurité est plus faible (écrans de protection ouverts, interrupteurs à clé bloqués), doivent prendre le moins de temps possible, et le niveau de sécurité du fonctionnement complet de la machine doit être assuré le plus rapidement possible.
ATTENTION : Toutes les activités de contrôle et de mesure doivent être effectuées après avoir vérifié que les interrupteurs de réglage de la tension anodique sont en position 0 - OFF (cela ne s'applique pas à la mesure de l'émission du champ électromagnétique).
ATTENTION : Toutes les activités de contrôle et de mesure doivent être effectuées exclusivement par du personnel autorisé.
IL EST TOUJOURS INTERDIT de commencer le processus de soudage, c'est-à-dire d'allumer la haute tension de la lampe, qui déclenche la tension à haute fréquence sur le support isolé de l'électrode, lorsque le niveau de sécurité du fonctionnement de l'appareil est réduit.
La machine est adaptée pour fonctionner en cycle automatique. Le mode automatique est le mode de fonctionnement standard de l'appareil pendant le processus de production.
La machine à souder à haute fréquence peut être utilisée en mode manuel à des fins de réglage.
Les opérateurs de machines doivent toujours porter des vêtements de travail standard et des chaussures antidérapantes.
L'environnement de travail de l'appareil, le sol et les supports et poignées manuels doivent toujours être propres et exempts de toute contamination, graisse ou boue, afin de réduire au minimum le risque de glissade ou de chute.
Ne jamais utiliser la machine d'exploitation sans les éléments de protection fixes ou mobiles. Vérifier régulièrement si tous les écrans de protection et tous les autres éléments de protection sont correctement montés et fonctionnent correctement.
Seules les personnes autorisées, correctement formées au fonctionnement de la machine et à la santé et la sécurité au travail, peuvent avoir un contact direct avec la machine.
Chaque opérateur de l'appareil doit être instruit des fonctions des éléments de protection de la machine et de leur utilisation correcte.
Dans la zone entourant l'appareil (environ 1,5 m autour du générateur et de la presse), il ne doit pas y avoir d'objets susceptibles de gêner le fonctionnement de l'appareil. Cette zone doit être propre et bien éclairée.
Ne jamais utiliser les manipulateurs de la machine ou les tuyaux flexibles comme supports. N'oubliez pas que tout déplacement accidentel du manipulateur de l'appareil peut déclencher accidentellement le processus de soudage, modifier les paramètres, voire provoquer la défaillance de la machine ou endommager ses outils.
Il est OBLIGATOIRE d'informer le superviseur et/ou le personnel de la circulation de tous les cas de fonctionnement incorrect de l'appareil.
6.3 Contrôles et indicateurs disponibles pour l'opérateur
Toutes les commandes et tous les indicateurs d'une soudeuse peuvent être facilement trouvés soit sur sa construction, soit sur son pupitre de commande. Avant de se mettre au travail, l'opérateur de la machine doit se familiariser avec la disposition des commandes et des indicateurs sur la machine ainsi qu'avec les fonctions qu'ils contrôlent.
La liste complète des contrôles et indicateurs susmentionnés disponibles pour l'opérateur est jointe ci-dessous :
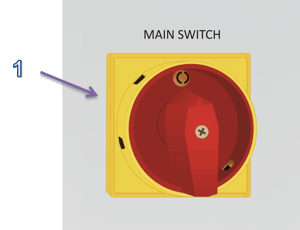
- INTERRUPTEUR PRINCIPAL - un interrupteur (Fig.3) destiné à mettre en marche ou à arrêter les fournitures d'électricité. 1-ON signifie que l'interrupteur est allumé, tandis que la position 0-OFF signifie que l'interrupteur est désactivé.
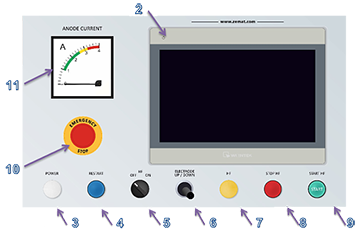
- PANNEAU HMI - le panneau tactile (Fig.5) doit être utilisé pour modifier les paramètres de réglage de la machine et il est censé devenir une source d'information fiable sur l'état actuel de la machine à souder. Voir le chapitre 5 pour plus d'informations sur la procédure d'entretien du panneau tactile.
- POWER - un indicateur qui clignote en blanc lorsque la machine est connectée à l'alimentation électrique (Fig.5).
- RESTART - le bouton bleu (Fig.5) qui doit être utilisé pour redémarrer le système de contrôle et de protection de la machine lorsque le message d'alarme est affiché sur le panneau HMI.
- HF OFF/ON - un interrupteur à l'aide duquel le courant HF peut être libéré ou mis en attente (lorsqu'il est en position de repos) OFF cela signifie que la couture HF ne peut pas être effectuée)
 Tant que la procédure de soudage standard est concernée, la HF OFF/ON L'interrupteur doit être en position ON position.Lorsque l'interrupteur HF OFF/ON est en position OFF, cela signifie que le cycle de travail peut être effectué sans relâcher le courant HF.
Tant que la procédure de soudage standard est concernée, la HF OFF/ON L'interrupteur doit être en position ON position.Lorsque l'interrupteur HF OFF/ON est en position OFF, cela signifie que le cycle de travail peut être effectué sans relâcher le courant HF. - ELECTRODE UP/DOWN - un joystick qui permet de soulever ou d'abaisser l'électrode (Fig.5).
- HF - lorsque l'indicateur clignote en jaune, cela signifie que le processus de soudage HF est activé (Fig.5).
- STOP HF - le bouton rouge (Fig.5) est conçu pour arrêter le processus de soudage à haute fréquence.
- START HF - le bouton-poussoir rouge (Fig.5) est utilisé pour mettre en marche le processus de soudage à haute fréquence.
- ARRÊT D'URGENCE - le bouton-poussoir à tête de champignon rouge (Fig.5) : il s'agit d'un bouton qui ne doit être actionné que lorsque les fonctions de la machine doivent être arrêtées immédiatement ou lorsque tout ce qui concerne les fonctions de la machine ou l'environnement de l'opérateur constitue une menace pour la production ou la sécurité.Le bouton d'arrêt d'urgence ne doit pas être utilisé de manière excessive, il est censé être utilisé uniquement en cas d'urgence.
- COURANT ANODE - l'ampèremètre du panneau (Fig.5) est censé indiquer la valeur de l'intensité du courant dans le circuit de l'anode La et doit permettre à l'opérateur d'effectuer l'inspection visuelle du processus de soudage (Caractéristiques du générateur à pleine charge).
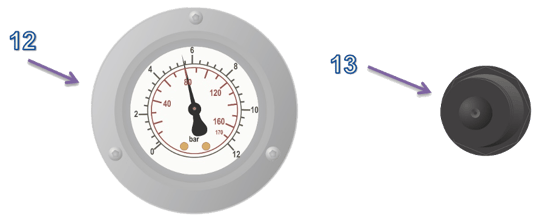
- PRESSION - Le manomètre (Fig. 6) est censé indiquer le niveau de pression de l'air comprimé dans le système pneumatique à l'aide duquel l'électrode est pressée contre la table.
- RÉGLAGE DE LA PRESSION - le bouton de réglage manuel d'un détendeur de pression (Fig. 6) est un bouton utilisé pour régler le niveau de pression dans le système pneumatique à l'aide duquel l'électrode est pressée contre la table. (Tirer le bouton et : un tour vers la droite - le niveau de pression doit augmenter, et un tour vers la gauche - le niveau de pression doit diminuer) ;
![]() Le niveau de pression dans le système pneumatique à l'aide duquel l'électrode est pressée contre la table ne dépasse jamais le niveau de pression qui propulse la machine.
Le niveau de pression dans le système pneumatique à l'aide duquel l'électrode est pressée contre la table ne dépasse jamais le niveau de pression qui propulse la machine.
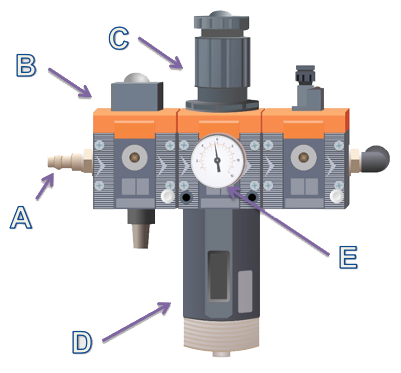
14. SYSTÈME DE PRÉPARATION DE L'AIR COMPRIMÉ - comprend :
- La borne d'air comprimé dans laquelle le tuyau d'air comprimé doit être connecté. Le tuyau est censé fournir au système de l'air comprimé allant de 0,4 à 0,8 MPa ;
- La vanne d'arrêt d'air comprimé à commande manuelle (pour ouvrir la vanne, tournez-la vers la gauche et mettez-la en position ON ; tournez-la vers la droite - position OFF - la vanne est fermée) ;
- Le réducteur de pression à commande manuelle est une soupape utilisée pour régler la pression dans le système pneumatique de la machine (tirer la soupape vers le haut et la tourner : un tour vers la droite - pression plus élevée, un tour vers la gauche - pression plus basse), la pression de fonctionnement nominale de la machine s'élève au total à 0,6 MPa ;Le niveau de pression dans le système pneumatique ne dépasse jamais le niveau de pression qui propulse la machine.
- Le filtre à air comprimé et le mécanisme d'évacuation de l'eau de condensation ;
- Le manomètre indiquant le niveau de pression dans le système d'air comprimé de la machine ;
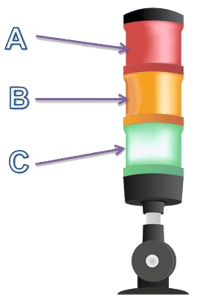
- La couleur rouge indique une défaillance et le message d'alarme doit s'afficher simultanément sur le panneau tactile de l'IHM.Les massages d'alarme sont supprimés et le voyant rouge de la colonne lumineuse cesse de clignoter lorsque l'on appuie sur la touche RESTART. RESTART. Si les efforts ont été vains et que le message d'alarme n'a pas été effacé lorsque le bouton RESTART a été enfoncé, cela peut signifier que la cause de la panne n'a pas encore été éliminée. Voir le chapitre 0 pour plus d'informations sur les messages d'alarme.
- La couleur orange indique que la soudeuse haute fréquence commence à fonctionner.
- La couleur verte indique que la machine est prête à fonctionner.
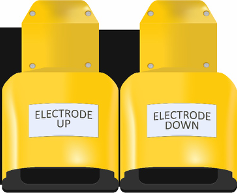 Fig.9 : Les touches de l'interrupteur au pied :,
Fig.9 : Les touches de l'interrupteur au pied :,
17. ELECTRODE EN BAS - une clé à pédale est un outil utilisé pour abaisser l'électrode.
Comme le système susmentionné doit fonctionner sans faille, il est fortement recommandé d'effectuer le réglage du limiteur de hauteur de manière à ce qu'il indique la position inférieure de l'électrode. Un réglage inapproprié du curseur de contrôle de la hauteur de l'interrupteur de fin de course peut entraîner à la fois un soulèvement d'urgence de l'électrode et l'apparition du message d'alarme suivant sur l'écran de l'IHM : ÉLECTRODE RELEVÉE D'URGENCE.La procédure de réglage approprié du système de contrôle de la hauteur :
- Placez l'électrode choisie dans le support et fermez l'IHM support → Options → électrode → fermée,
- Positionner le matériau sur la table de travail - comme pour le soudage,
- Abaisser le support avec l'électrode sur le matériau (de manière à ce que l'électrode ne touche que le matériau sans ajouter de force de pression) et le laisser en place,
- Desserrer les deux vis de blocage du fin de course et, lorsqu'elles sont desserrées, déplacer le fin de course de manière à ce que son rouleau se trouve sur l'indicateur de hauteur de l'électrode (Fig.9), puis dévisser les vis de blocage du fin de course.
- Soulever le support de l'électrode en position haute,
- Abaissez le support de l'électrode, appuyez-le contre le matériau et vérifiez si le rouleau de l'interrupteur s'arrête sur l'indicateur de hauteur de l'électrode. Si le système de protection contre l'écrasement est mis en pratique et que l'électrode est soulevée jusqu'à sa position supérieure, cela signifie que la position inférieure de l'interrupteur de fin de course doit être réajustée.
ATTENTION ! Il est strictement interdit de manipuler l'interrupteur de fin de course indiquant la position inférieure de l'électrode à l'exception de celle citée ci-dessus. Le non-respect de l'avertissement du fabricant peut entraîner une panne grave de la machine et, par conséquent, de graves lésions corporelles.
 Fig.10. Interrupteur de fin de course indiquant la position inférieure de l'électrode.
Fig.10. Interrupteur de fin de course indiquant la position inférieure de l'électrode.
6.5 Programmation et utilisation de l'écran tactile de l'IHM
ATTENTION ! Chaque valeur de paramètre représentée sur les graphiques de ce manuel est prise au hasard et doit être ignorée par l'opérateur de la machine. Les valeurs des paramètres doivent être dérivées de l'expérience pratique de l'utilisateur car elles peuvent varier profondément en fonction du type de matériau soudé ou de l'instrumentation mise en œuvre.
![]() Dans le panneau de l'IHM, toutes les valeurs modifiables des paramètres sont affichées sur un fond blanc. Pour afficher un paramètre, l'utilisateur doit appuyer sur sa valeur, ce qui a pour effet d'ouvrir le clavier à l'écran. Les données peuvent être sauvegardées en appuyant sur la touche Entrée.
Dans le panneau de l'IHM, toutes les valeurs modifiables des paramètres sont affichées sur un fond blanc. Pour afficher un paramètre, l'utilisateur doit appuyer sur sa valeur, ce qui a pour effet d'ouvrir le clavier à l'écran. Les données peuvent être sauvegardées en appuyant sur la touche Entrée.
6.5.1 Connexion à la source d'alimentation
Peu après la connexion de la machine à une source d'alimentation, une fenêtre d'alarme apparaît sur l'écran de l'IHM, accompagnée du message suivant :
ARRÊT D'URGENCE
Dans ce cas, la machine doit être redémarrée et il faut donc appuyer sur la touche bleue RESTART . Ensuite, il faut attendre 30 secondes jusqu'à ce que la machine soit prête à travailler et entre dans un mode d'attente que nous connaissons grâce aux faits suivants : un indicateur lumineux dans la colonne des signaux lumineux clignote en vert et la barre de progression affichée dans la fenêtre principale de l'IHM clignote en vert. Si le massage d'alarme ne disparaît pas de l'écran de l'IHM, voir le chapitre 0.
6.5.2 Messages d'alarme
Lorsqu'une défaillance de la machine se produit, lorsqu'un des systèmes de protection est activé ou lorsqu'une autre anomalie est détectée dans le fonctionnement de la machine, un des messages d'alarme s'affiche sur le panneau tactile de l'interface homme-machine (IHM). Tous les messages d'alarme sont effacés à l'aide de la touche RESTART .Les types de massages d'alarme :
ARRÊT D'URGENCE - ce type de message s'affiche lorsque :
- la machine est allumée - le circuit de sécurité de la machine doit toujours être vérifié lorsque l'on appuie sur la touche RESTART,
- le bouton-poussoir d'arrêt d'urgence à tête de champignon rouge a été enfoncé et s'est bloqué. Il faut le débloquer en tournant sa tête vers la droite.
- l'un des boucliers a été enlevé - les boucliers sont équipés d'interrupteurs à clé qui ne s'allument que si les boucliers sont placés et serrés de manière appropriée,
VÉRIFIER LE CIRCUIT DE RÉINITIALISATION DU RELAIS DE SÉCURITÉ - signifie que le circuit de sécurité de la machine a probablement été endommagé. Dans ce cas, il convient de contacter le service du fabricant.
ENDOMMAGEMENT DE LA SOUPAPE DE SÉCURITÉ - signifie qu'une irrégularité s'est produite dans l'action de la soupape qui soulève l'électrode en position haute, comme dans le cas d'une panne. Dans ce cas, le service du fabricant doit être contacté.
BASSE PRESSION D'AIR DANS LES CYLINDRES DE SOUTIEN - signifie que la pression d'air dans les servomoteurs qui soutiennent l'électrode est trop basse, ce qui peut entraîner un abaissement rapide de l'électrode et sa chute sur le banc. Il convient d'ajuster la pression de l'air comprimé dans le circuit de ces servomoteurs.
PARAMÈTRES DE SOUDAGE NON ATTEINTS - Le logiciel de contrôle de la machine comprend un algorithme qui vérifie si chaque couture partielle a été correctement effectuée. Si, au cours du soudage, les paramètres définis n'ont pas été atteints ou si le soudage a été interrompu avant la fin de la tâche, le message ci-dessus s'affiche. La qualité de la couture est alors vérifiée et, si elle n'est pas satisfaisante, la tâche doit être répétée.
TEMPÉRATURE DE L'ÉLECTRODE - ce message signale que la température maximale admissible de l'électrode (80oC) a été dépassée - la machine est désactivée et passe en mode d'urgence. Attendez que l'électrode refroidisse, puis vérifiez si la température réglée sur le régulateur de température n'est pas trop élevée. Il est également possible que le circuit de réchauffement de l'électrode soit défectueux. Dans ce cas, il convient de contacter le service après-vente du fabricant.
TUBE TEMPERATURE - ce type de massage signifie que le refroidissement du tube à ondes progressives n'existe pas ou que le système de refroidissement est défaillant :
- les fusibles censés protéger le circuit d'alimentation du ventilateur qui doit refroidir le tube à ondes progressives sont déconnectés ;
- le contacteur censé déclencher le ventilateur qui doit refroidir le tube est soit éteint, soit endommagé ;
- le système de protection thermique du tube est mis en service, ce qui signifie que le tube à ondes progressives a été chauffé à une température trop élevée et que, par conséquent, la goupille fendue de la bande du tube, qui était reliée à l'interrupteur de fin de course par un cordon, a été dessoudée.
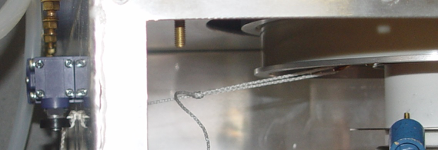 Fig.11. Le système de protection thermique du tube.
Fig.11. Le système de protection thermique du tube. - Une goupille fendue est soudée à une bande de tube à l'aide d'une couture dont le point de fusion est bien inférieur à celui auquel le tube a été surchauffé (endommagé). Si la température de la lampe augmente trop, la goupille fendue se détache de la bande, ce qui déclenche l'interrupteur de fin de course, l'affichage d'un message d'alarme et la coupure de l'alimentation électrique pour une lueur dans le tube. La cause de la surchauffe doit alors être éliminée.
ATTENTION ! Le cordon ne doit pas être fixé à d'autres parties de la machine que la goupille fendue de la bande qui a été vissée au tube. Le non-respect de cet avertissement peut entraîner le blocage de l'interrupteur de fin de course, ce qui peut provoquer une surchauffe du tube à ondes progressives et, par conséquent, l'endommager.
![]() If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) de manière à ce que la partie réparée puisse être rattachée au tube.
If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) de manière à ce que la partie réparée puisse être rattachée au tube.
La surchauffe du tube peut être causée par :
- la saleté présente dans le générateur ou dans le radiateur tubulaire ;
- la défaillance du ventilateur de refroidissement du tube ou la défaillance du système d'alimentation du ventilateur ;
- l'obstruction des orifices de ventilation de la machine ou la quantité excessive de terre collectée par les filtres installés dans les orifices de ventilation ;
- la température ambiante excessive.
ANTIFLASH - ce type de massage signifie que le système de protection contre le déclenchement d'un arc électrique pendant le soudage s'est déclenché - à cause de ce message, assurez-vous que ni la plaque isolante, ni le matériau soudé, ni l'électrode de soudage n'ont été endommagés.
ANODE OVERLOAD - ce message signifie que la limite de montée de l'anode a été dépassée et que les paramètres s'appliquant à la puissance libérée dans la couture doivent être ajustés.
GRID OVERLOAD - ce message signifie que la limite d'augmentation du réseau a été dépassée et que les paramètres s'appliquant à l'énergie libérée dans la couture doivent être ajustés.
BASSE PRESSION D'AIR - ce message signifie qu'il y a un manque de pression d'air ou que le niveau de pression d'air est trop bas dans le système pneumatique. Assurez-vous que le tuyau d'alimentation en air comprimé est connecté à la machine ou que le niveau d'air comprimé est approprié, puis, à l'aide du régulateur du réducteur de pression qui se trouve dans le système de préparation de l'air comprimé, réglez la pression dans la machine au niveau adéquat.POSITION DU CONDENSATEUR DE DÉMARRAGE NON ATTEINTE - le message s'affiche si les condensateurs n'atteignent pas la position préréglée dans les 30 secondes. Vérifier l'entraînement du condensateur.
L'ÉLECTRODE N'EST PAS EN POSITION BASSE - un message d'alarme s'affiche si l'on appuie sur le bouton START et que l'électrode n'est pas en position basse. Abaisser l'électrode.Le menu se trouve dans la partie supérieure de l'écran tactile de l'IHM, à l'aide duquel l'utilisateur peut choisir l'une des cinq fenêtres virtuelles principales suivantes :
- Écran principal
- Base de données des recettes
- Réglage de la puissance
- Graphique de travail
- Menu de service
6.5.4 Écran principal
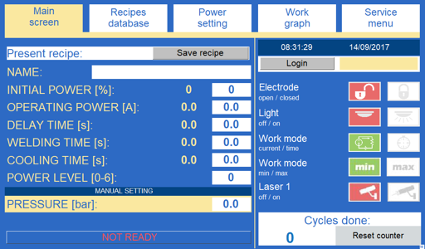 Fig.12. Écran principal.
Fig.12. Écran principal.
Recette - sous ce nom se trouve un groupe de paramètres s'appliquant au cycle de travail. Une fois que les paramètres de soudage pour le type particulier de produit, issus de l'expérience pratique (les valeurs des paramètres dépendent fortement de la taille de la couture, de la taille du matériau soudé et de la forme de l'électrode), sont établis, ils doivent être entrés dans le système et sauvegardés sous le nom de la recette.
![]() En outre, deux valeurs situées à côté du nom de chaque paramètre sont également affichées sur l'écran de l'IHM. La première (sur fond bleu) est la valeur du paramètre de fonctionnement actuel affichée en temps réel, la seconde (sur fond blanc) est la valeur définie à partir de la recette de production ou des données de l'opérateur.
En outre, deux valeurs situées à côté du nom de chaque paramètre sont également affichées sur l'écran de l'IHM. La première (sur fond bleu) est la valeur du paramètre de fonctionnement actuel affichée en temps réel, la seconde (sur fond blanc) est la valeur définie à partir de la recette de production ou des données de l'opérateur.
![]() En cas de besoin, l'opérateur peut toujours appuyer sur le chiffre sur fond blanc et modifier sa valeur. La valeur du paramètre de fonctionnement actuel sera immédiatement mise à jour, bien que le changement n'affecte pas la recette exécutée.
En cas de besoin, l'opérateur peut toujours appuyer sur le chiffre sur fond blanc et modifier sa valeur. La valeur du paramètre de fonctionnement actuel sera immédiatement mise à jour, bien que le changement n'affecte pas la recette exécutée.
![]() Pour enregistrer les modifications apportées à une recette à l'aide de l'écran principal, appuyez sur le bouton ENREGISTRER RECETTE afin de copier les paramètres de l'écran principal dans la barre Modifier recette de la fenêtre Base de données des recettes. Les paramètres copiés peuvent être enregistrés en tant que nouvelle recette à l'aide du bouton Créer une nouvelle recette ou être utilisés pour mettre à jour une recette existante à l'aide du bouton Mettre à jour.
Pour enregistrer les modifications apportées à une recette à l'aide de l'écran principal, appuyez sur le bouton ENREGISTRER RECETTE afin de copier les paramètres de l'écran principal dans la barre Modifier recette de la fenêtre Base de données des recettes. Les paramètres copiés peuvent être enregistrés en tant que nouvelle recette à l'aide du bouton Créer une nouvelle recette ou être utilisés pour mettre à jour une recette existante à l'aide du bouton Mettre à jour.
Nom : - le nom de la recette exécuté à des fins de production.
Puissance initiale - ce paramètre indique la position (capacité) du condensateur de sortie présent dans le générateur ; l'intensité du courant anodique dans la phase initiale de la couture à haute fréquence dépend fortement de la valeur de ce paramètre. (Paramètre exprimé en pourcentage, où 0% indique le niveau le plus bas de capacité - le niveau le plus bas de l'intensité du courant anodique et 100% indique le niveau le plus élevé de capacité - le niveau le plus élevé de l'intensité du courant anodique).
![]() La valeur de la puissance initiale du paramètre et la valeur du courant anodique (puissance libérée dans le matériau) ne sont pas linéairement dépendantes ; par conséquent, des mesures de précaution appropriées doivent être prises lors de l'ajustement des valeurs de ce paramètre .
La valeur de la puissance initiale du paramètre et la valeur du courant anodique (puissance libérée dans le matériau) ne sont pas linéairement dépendantes ; par conséquent, des mesures de précaution appropriées doivent être prises lors de l'ajustement des valeurs de ce paramètre .
![]() La valeur actuelle du paramètre de puissance initiale et la valeur du paramètre réglé sont égales l'une à l'autre uniquement dans la phase initiale de la procédure de soudage. Lorsque la procédure est lancée, la position du condensateur de sortie est automatiquement ajustée afin d'atteindre la puissance de fonctionnement.
La valeur actuelle du paramètre de puissance initiale et la valeur du paramètre réglé sont égales l'une à l'autre uniquement dans la phase initiale de la procédure de soudage. Lorsque la procédure est lancée, la position du condensateur de sortie est automatiquement ajustée afin d'atteindre la puissance de fonctionnement.
Puissance de fonctionnement - ce paramètre indique le courant d'anode Ia utilisé pour le soudage. (Paramètre exprimé en valeurs d'ampères allant de 0 à 4 A.)
![]() Les valeurs en couleur verte sur l'échelle du mesureur de courant anodique indiquent les valeurs acceptables du courant anodique Ia.
Les valeurs en couleur verte sur l'échelle du mesureur de courant anodique indiquent les valeurs acceptables du courant anodique Ia.
![]() Lorsque la procédure de soudage est lancée, le condensateur de sortie (puissance initiale) est automatiquement ajusté de manière à atteindre la puissance de fonctionnement.
Lorsque la procédure de soudage est lancée, le condensateur de sortie (puissance initiale) est automatiquement ajusté de manière à atteindre la puissance de fonctionnement.
Temps de retard - ce paramètre indique le temps pendant lequel l'électrode a adhéré au matériau soudé avant l'amorçage de la couture. (Paramètre exprimé en secondes, valeurs comprises entre 0 et 99 s.)
Temps de couture - ce paramètre indique le temps nécessaire à la machine pour effectuer la couture à haute fréquence. (Paramètre exprimé en secondes, valeurs comprises entre 0 et 99 s.)
Temps de refroidissement - ce paramètre indique le temps pendant lequel l'électrode a été pressée contre le matériau soudé après la fin de la couture - le matériau se refroidit en étant pressé contre la table. (Paramètre exprimé en secondes, valeurs comprises entre 0 et 99 s.).
Niveau de puissance - est le réglage principal de la puissance de la machine ; le réglage s'effectue en modifiant la tension de l'anode. Ua dans une fourchette de 1 à 6, où 1 correspond à une puissance faible et 6 à une puissance maximale :
0 - le transformateur d'anode est déconnecté ;
1 - Ua = 3,4kV ;
2 - Ua = 3,95kV ;
3 - Ua = 4,75kV ;
4 - Ua = 5,87kV ;
5 - Ua = 6,85kV ;
6 - Ua = 8,2kV ;
ATTENTION ! Il est important de rappeler que, malgré le fait que les paramètres mentionnés ci-dessus peuvent être sauvegardés sous le nom de la recette dans le panneau tactile HMI, il y a aussi deux autres paramètres tels que la PRESSION et la TEMPERATURE DE L'ELECTRODE qui doivent être réglés manuellement : PRESSION et TEMPERATURE DE L'ELECTRODE qui doivent être réglés manuellement.
![]() Les paramètres de la recette affichés dans la case jaune (RÉGLAGE MANUEL) ne sont qu'une information pour l'opérateur qui, tout en lisant les paramètres sur l'écran tactile, doit modifier manuellement les réglages sur le côté de la machine. La modification de ce paramètre à l'écran n'affecte pas les réglages de la machine !
Les paramètres de la recette affichés dans la case jaune (RÉGLAGE MANUEL) ne sont qu'une information pour l'opérateur qui, tout en lisant les paramètres sur l'écran tactile, doit modifier manuellement les réglages sur le côté de la machine. La modification de ce paramètre à l'écran n'affecte pas les réglages de la machine !
PRESSION - le paramètre indique la pression de l'air comprimé dans le système pneumatique de serrage de l'électrode, exprimée en bars ; le paramètre détermine la force d'abaissement de l'électrode par rapport au matériau pendant le soudage.
Options :
Électrode ouverte / fermée

Un cadenas ouvert sur fond rouge indique que l'électrode de soudage n'était pas fermée dans son support. Lorsque vous appuyez sur le cadenas gris fermé, le support sera fermé.
![]() Lorsque le porte-électrode est ouvert, le changement d'électrode est possible, mais toutes les autres fonctions sont indisponibles.
Lorsque le porte-électrode est ouvert, le changement d'électrode est possible, mais toutes les autres fonctions sont indisponibles.
En outre, lorsque le message ATTENTION, ÉLECTRODE OUVERTE clignote, cela signifie également que le porte-électrode est ouvert.

Un cadenas fermé sur fond vert indique que l'électrode de soudage est fermée dans son support. Lorsque vous appuyez sur le cadenas gris ouvert, le support s'ouvre.
ATTENTION ! Le porte-électrode ne doit pas être fermé sans électrode à l'intérieur.
![]() ATTENTION ! Le porte-électrode ne doit pas être fermé sans électrode à l'intérieur.
ATTENTION ! Le porte-électrode ne doit pas être fermé sans électrode à l'intérieur.
Lumière éteinte/allumée

Une lampe qui ne brille pas sur le fond rouge indique que l'éclairage de la table de travail dans la zone de soudage est éteint ; lorsque vous appuyez sur la lampe qui brille en gris, l'éclairage s'allume.

Une lampe rougeoyante sur fond vert indique que l'éclairage de la table de travail dans la zone de soudage est allumé ; lorsque vous appuyez sur la lampe grise, l'éclairage s'éteint.
Mode de travail Courant/Heure

Un circuit électrique sur fond vert indique que la machine fonctionne en mode de soudage de type courant, appuyer sur l'horloge grise signifie que la machine va entrer en mode de soudage de type temps. Le mode de soudage de type courant signifie que le compteur de la machine commence à compter le temps de soudage à haute fréquence qui a été saisi dans le paramètre Temps de soudage dès que la machine obtient la valeur appropriée du courant de l'anode, qui doit être supérieure ou égale à la valeur saisie dans le paramètre Courant de travail. En d'autres termes, dans le mode de soudage de type courant, le temps de soudage est égal à la somme de la valeur du temps nécessaire à la machine pour produire le courant anodique (la valeur entrée dans le paramètre Puissance de fonctionnement ) et de la valeur du temps entrée dans le paramètre Temps de soudage.
![]() Si la machine ne parvient pas à produire la puissance de fonctionnement dans les 25 secondes, le cycle de travail sera interrompu.
Si la machine ne parvient pas à produire la puissance de fonctionnement dans les 25 secondes, le cycle de travail sera interrompu.

A sur fond vert indique que l'appareil fonctionne en mode de soudage de type temps, une pression sur le circuit électrique gris signifie que l'appareil va passer en mode de soudage de type courant. Le mode de soudage de type temps signifie que le temps de soudage de la haute fréquence est égal à la valeur entrée dans le paramètre de la recette sous le nom de Temps de soudage.
![]() Il convient de noter que dans la mode de soudage de type temps, le cycle de travail peut être exécuté même si la machine n'a pas réussi à produire la puissance de fonctionnement, de sorte que la couture obtenue peut être d'une résistance irrégulière.
Il convient de noter que dans la mode de soudage de type temps, le cycle de travail peut être exécuté même si la machine n'a pas réussi à produire la puissance de fonctionnement, de sorte que la couture obtenue peut être d'une résistance irrégulière.

Le bouton-poussoir min signale que la machine fonctionne en mode de réglage automatique limité du condensateur de sortie ; en appuyant sur le bouton-poussoir max, on passe en mode de réglage automatique complet du condensateur de sortie. Le mode min signifie que pendant le soudage, le condensateur de sortie n'est ajusté que lorsque le courant anodique dépasse la valeur insérée dans le paramètre Power max.

Le bouton-poussoir max signale que la machine fonctionne en mode de réglage automatique complet du condensateur de sortie ; en appuyant sur le bouton-poussoir min, on passe en mode de réglage automatique limité du condensateur. Le mode max signifie que pendant le soudage, le condensateur de sortie est ajusté automatiquement de manière à ce que le courant anodique soit au niveau défini dans le paramètre Puissance de fonctionnement.
Cycles effectués : - signifie le compteur des cycles de couture exécutés sur la machine. Si l'opérateur maintient la touche Reset counter enfoncée pendant 3 secondes, le compteur est remis à zéro.
MESSAGES D'ALARME INDIQUANT : PAS PRÊT À DÉMARRER LE CYCLE DE SOUDAGE :
ATTENTION, ÉLECTRODE OUVERTE - signale que la poignée de l'électrode est ouverte. Installez correctement l'électrode de soudage et fermez la poignée : IHM → Écran principal→ Électrode → fermée.
PAS PRÊT - signale que la machine n'a pas redémarré correctement et qu'il n'y a pas eu de démarrage après 30 secondes. Appuyez sur le bouton RESTART du panneau de commande.
6.5.5 Base de données des recettes
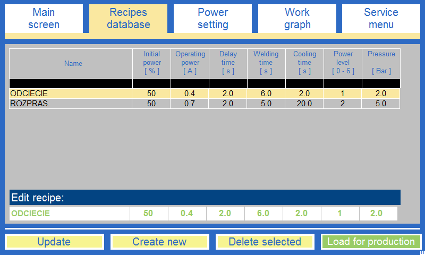 Fig.13. Base de données des recettes.
Fig.13. Base de données des recettes.
Toutes les recettes enregistrées sur la carte mémoire de l'IHM sont répertoriées sous la forme d'un graphique. Chaque ligne contient une recette et chaque colonne contient un des paramètres de la recette. La description détaillée des paramètres a été citée dans le chapitre précédent. Le tableau peut contenir un nombre illimité de recettes. Sous le tableau se trouve une ligne intitulée Editer la recette (sur fond blanc) utilisée pour l'édition et la création des recettes.
NOUVELLE RECETTE
Pour créer une nouvelle recette, remplissez chaque case de la ligne Traiter la recette, puis appuyez sur la touche Créer nouveau . Le système doit ajouter la recette nouvellement créée à la liste existante et l'afficher dans la nouvelle ligne du graphique.
![]() Pour enregistrer les modifications apportées à une recette à l'aide de l'option Dans l'écran principal, appuyez sur le bouton ENREGISTRER RECETTE pour copier les paramètres de l'écran principal dans la barre d'édition de la recette de la fenêtre Base de données des recettes. Les paramètres copiés peuvent être enregistrés en tant que nouvelle recette à l'aide du bouton Créer une nouvelle recette ou être utilisés pour mettre à jour une recette existante à l'aide du bouton Mettre à jour.
Pour enregistrer les modifications apportées à une recette à l'aide de l'option Dans l'écran principal, appuyez sur le bouton ENREGISTRER RECETTE pour copier les paramètres de l'écran principal dans la barre d'édition de la recette de la fenêtre Base de données des recettes. Les paramètres copiés peuvent être enregistrés en tant que nouvelle recette à l'aide du bouton Créer une nouvelle recette ou être utilisés pour mettre à jour une recette existante à l'aide du bouton Mettre à jour.
ÉDITION DE RECETTES
Pour modifier une recette, il faut cliquer sur le nom de la recette dans la liste des recettes (la recette sélectionnée doit être surlignée en jaune et affichée dans la ligne Modifier la recette ). En ce qui concerne la modification de la valeur d'un paramètre dans la ligne Editer recette, il faut cliquer sur la case blanche à l'endroit où il doit être affiché et saisir une nouvelle valeur. Une fois la procédure d'édition terminée, il faut appuyer sur la touche Mise à jour pour que les modifications introduites dans la recette indiquée soient acceptées, sauvegardées et mémorisées.
PROCÉDURE DE SUPPRESSION
Pour effectuer la procédure de suppression de la recette, cliquer sur le nom de la recette dans la liste des recettes (la recette sélectionnée doit être surlignée en jaune et affichée dans la ligne de modification de la recette ), puis appuyer sur la touche Supprimer.
PROCÉDURE DE SÉLECTION DES RECETTES
Pour effectuer la procédure de sélection de la recette à des fins de production, choisissez dans la liste des recettes la recette avec les valeurs requises pour le cycle de travail (la recette sélectionnée doit être surlignée en jaune et affichée dans la ligne Modifier la recette ), puis cliquez sur la touche Charger pour la production; la recette sera alors téléchargée dans le système et préparée pour être utilisée dans la production en cours avec ses paramètres affichés dans la fenêtre de l'écran principal.
PROCÉDURE DE TRI
Les recettes utilisées pour la production sont classées par ordre alphabétique. La barre de défilement vertical, qui permet à l'opérateur de visualiser le tableau avec plus de fluidité, apparaîtra sur le côté droit du tableau lorsqu'un plus grand nombre de recettes entrera dans le système. Le système permet à l'opérateur de trier les recettes par nom ou par valeur d'un paramètre (croissant ou décroissant). Pour effectuer une procédure de tri, trouver une rangée de boîtes noires qui doivent être affichées dans la partie supérieure du graphique et cliquer une fois sur une boîte noire située précisément au-dessus d' une colonne contenant des données qui doivent être triées. (Cliquez deux fois et le sens du tri sera modifié).
6.5.6 Réglage de la puissance
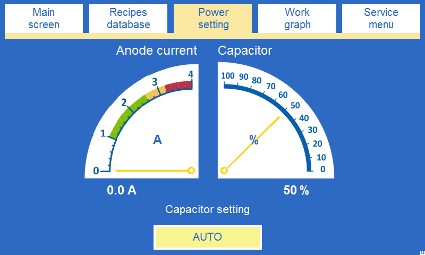 Fig.14. Réglage de la puissance.
Fig.14. Réglage de la puissance.
La fenêtre comporte deux indicateurs :
Courant anodique - indicateur de l'intensité du courant anodique. Il indique l'intensité du courant de l'anode La, qui doit être égale à l'intensité du courant du compteur analogique qui se trouve sur le panneau de contrôle.
CAPACITEUR - un outil qui indique la position du condensateur de sortie (dans la plage de 0 à 100%). Cet outil permet de régler le niveau de puissance approprié - en règle générale, plus la capacité est grande, plus le courant anodique est élevé.
Un groupe de touches sous l'indicateur est utilisé pour le réglage du condensateur anodique. Le réglage peut être effectué de deux manières :
AUTO - avant le soudage, le condensateur est automatiquement placé dans la position correspondant aux valeurs inscrites dans le paramètre Puissance initiale. Lorsque la procédure de soudage est exécutée, la position du condensateur est automatiquement ajustée de manière à ce que le niveau d'intensité du courant anodique puisse atteindre la valeur inscrite dans le paramètre Puissance de fonctionnement.
![]() Choisissez le mode de réglage AUTO pendant les cycles de travail standard effectués par la machine. Le mode MANUEL est utilisé pour les procédures de test.
Choisissez le mode de réglage AUTO pendant les cycles de travail standard effectués par la machine. Le mode MANUEL est utilisé pour les procédures de test.
MANUEL - toute la procédure de réglage du condensateur est effectuée à la main, lorsque le besoin s'en fait sentir, l'opérateur peut modifier la position du condensateur à l'aide des touches "+" ou "-" et en même temps l'intensité du courant anodique est ajustée.
6.5.7 Graphique de travail
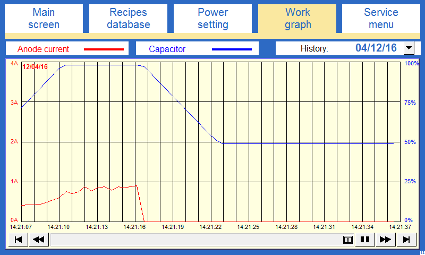 Fig.15. Graphique de travail.
Fig.15. Graphique de travail.
L'écran affiche un graphique illustrant les changements de position du condensateur de sortie (ligne bleue) et les changements du courant anodique (ligne rouge) pendant le cycle de soudage.
Le graphique montre les données enregistrées dans le passé. À droite se trouve un tableau de données, chaque date correspondant à un jour de travail de la machine. Pour visualiser les données d'un jour donné, sélectionnez la date correspondante.
Toutes les données sont enregistrées dans la mémoire du panneau IHM. Pour chaque jour de travail de la machine, un fichier est enregistré sous le nom de la date correspondante. Il est possible de copier les fichiers d'historique de la mémoire de l'écran tactile sur un périphérique USB et de visualiser les fichiers dans Excel (voir section 6.5.9).
6.5.8 Menu Service
 Fig.16. Menu Service.
Fig.16. Menu Service.
Dans cette fenêtre, les informations suivantes d'origine statistique sont affichées :
Nombre de cycles - il s'agit du nombre total de cycles de travail depuis la première mise en marche de la machine.
Temps de travail - il s'agit du temps total de travail de la machine,
Antiflash - cette valeur indique le nombre de fois où le système de protection contre les arcs électriques a été activé depuis la fabrication de la machine.
Alarme de surcharge de l'anode - cette valeur indique combien de fois, à partir du jour où la machine a été fabriquée, le niveau maximum d'intensité du courant dans le circuit de l'anode a été dépassé et, par conséquent, combien de fois le mécanisme de protection contre la surcharge de l'anode a été activé.
Alarme de surcharge du réseau - cette valeur indique combien de fois, à partir du jour où la machine a été fabriquée, le niveau maximum d'intensité du courant dans le circuit du réseau pendant la couture a été dépassé et, par conséquent, combien de fois le mécanisme de protection contre la surcharge du réseau a été activé.
Alarme de température du tube - cette valeur indique le nombre de fois où le système de protection thermique du tube s'est déclenché automatiquement depuis le jour de la fabrication de la machine.
Les paramètres énumérés ci-dessous ne sont accessibles qu'aux techniciens du fabricant, c'est pourquoi un mot de passe est nécessaire pour modifier les paramètres.
Puissance max = Puissance de fonctionnement + - ce paramètre indique la valeur maximale de l'intensité du courant qui peut dépasser la valeur de la limite de la puissance de fonctionnement afin de déclencher la procédure automatique de descente du courant anodique effectuée par le condensateur de sortie (paramètre exprimé en ampères dans la plage de 0 à 1A).
Délai de pression - cette valeur indique le temps qui s'écoule entre le moment où l'interrupteur de fin de course inférieur (indiquant la position inférieure de l'électrode) est déclenché et le moment où l'électrode est pressée contre le matériau avec toute sa force.
Temps d'ouverture de la presse - cette valeur indique le temps que prend l'électrode pour atteindre sa position supérieure. La durée est une valeur réglable et correspond fortement au réglage de la hauteur de l'électrode, ce qui signifie que l'électrode a besoin de très peu de temps pour atteindre une hauteur légèrement insignifiante et consomme beaucoup plus de temps lorsqu'elle est censée atteindre une hauteur plus élevée.
Le bouton " Historique des alarmes " ouvre l'écran affichant l'historique des alarmes survenues dans la machine au cours de l'année écoulée. L'historique des alarmes est enregistré dans la mémoire du panneau IHM. L'historique des alarmes pour chaque jour est enregistré dans un fichier sous le nom EL data, par exemple EL_20131122. Il est possible de copier les fichiers d'historique de la mémoire de l'écran tactile sur un périphérique USB et de visualiser les fichiers dans Excel (voir section 6.5.9).
![]() Les messages d'alarme sont généralement enregistrés dans la langue sélectionnée dans le menu de service.
Les messages d'alarme sont généralement enregistrés dans la langue sélectionnée dans le menu de service.
Voyants de contrôle indiquant l'état des capteurs de la machine (Sensors) :
Electrode en bas - le voyant de contrôle, allumé, signale que l'interrupteur de fin de course indiquant la position inférieure de l'électrode est enclenché ;
Enfoncement - le voyant de contrôle, éteint, signale que l'électrode a rencontré une résistance lors de son enfoncement (par exemple, elle est enfoncée sur le banc) et que l'interrupteur de fin de course est désactivé ;
6.5.9 Données archivées dans la mémoire de l'écran tactile HMI- Insérez une clé USB dans le port de l'écran tactile de l'IHM.
- Une fenêtre s'affiche sur l'écran du panneau IHM, appuyez sur Upload.

4. Ouvrez le dossier"usbdisk" et sélectionnez le dossier"disk_a_1", puis appuyez sur Ok.
- enregistrement des données"→"trend" - le dossier"trend" contient des fichiers avec des enregistrements des paramètres de travail de la machine. Chaque jour, un fichier est enregistré sous la date correspondante. Pour lire les données historiques, insérez la clé USB dans l'ordinateur, puis dans le dossier"TREND", double-cliquez sur le fichier souhaité pour générer un fichier au format xls (Excel) afin de voir clairement l'historique du fonctionnement de la machine ou de générer un graphique pour un jour donné. Pour générer des fichiers xls, le logiciel gratuit EasyBuider Pro est nécessaire ; il doit être téléchargé sur le site web du fabricant du panneau IHM : http://www.weintek.com/.
- "eventlog" - le dossier"eventlog" contient des fichiers contenant l'historique des alarmes qui se sont produites pendant le fonctionnement de la machine. L'historique des alarmes pour chaque jour est sauvegardé dans un fichier nommé EL_data, par exemple EL_20131122. Pour lire les données historiques, insérez la clé USB dans l'ordinateur, puis double-cliquez sur le fichier souhaité pour générer un fichier au format xls (Excel) afin de visualiser clairement l'historique des alarmes pour un jour donné. Pour générer des fichiers xls, le logiciel gratuit EasyBuider Pro est nécessaire ; il doit être téléchargé à partir du site web du fabricant du panneau IHM : http://www.weintek.com/.
- "recipe" - le dossier"recipe" contient deux fichiers contenant des recettes copiées à partir du panneau HMI :"db" et"recipe_a.rcp". Ces fichiers peuvent être utilisés comme sauvegarde des recettes ou pour enregistrer les recettes dans un autre écran tactile IHM. Il est également possible de modifier les recettes sur l'ordinateur.
Pour éditer les recettes, le logiciel gratuit EasyBuider Pro est nécessaire ; il doit être téléchargé à partir du site web du fabricant du panneau IHM : http://www.weintek.com/.
- Insérez la mémoire USB - avec les recettes copiées - dans l'ordinateur et ouvrez le gestionnaire d'utilitaires. Dans la section Conversion des données , choisissez l'application Éditeur de base de données de recettes.
- Dans l'application Editeur de base de données de recettes , cliquez sur Importer... et sélectionnez les fichiers contenant les recettes copiées"db".
- La fenêtre d'édition de la recette s'ouvre.
- Lorsque l'édition est terminée, cliquez sur Exporter... et enregistrez le fichier à son emplacement précédent.
Copie de recettes à partir d'une mémoire USB :
- Insérez le périphérique USB dans le port de l'écran tactile de l'IHM.
- Sur l'écran du panneau IHM, une fenêtre apparaît, cliquez sur Télécharger.
- Dans la fenêtre suivante, sélectionnez Télécharger les fichiers historiques, entrez le mot de passe : 111111 et cliquez.
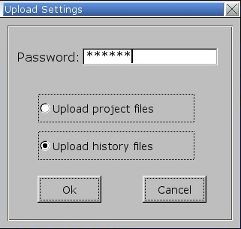
- Ouvrez le dossier"usbdisk" et sélectionnez le dossier"disk_a_1", puis cliquez sur Ok.
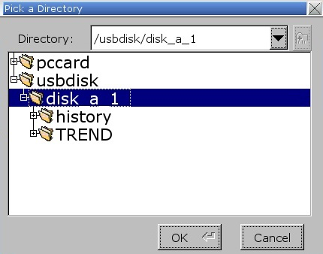
Les recettes seront chargées dans la mémoire de l'écran tactile de l'IHM. Eteignez la machine puis rallumez-la.
6.6 Connexion à la source d'alimentation
![]() La machine ne doit en AUCUN cas être utilisée par du personnel non qualifié. Les opérateurs de la machine doivent connaître les règles de sécurité et de santé au travail.
La machine ne doit en AUCUN cas être utilisée par du personnel non qualifié. Les opérateurs de la machine doivent connaître les règles de sécurité et de santé au travail.
Avant de connecter la machine à une source d'alimentation, il convient d'effectuer les procédures suivantes :
- s'assurer que l'environnement de travail de la machine (la machine et son environnement) est propre et en ordre ou qu'il n'y a pas d'obstacles susceptibles d'influencer négativement le cycle de travail standard de la machine ; et
- s'assurer que la quantité adéquate de matière première (éprouvettes) est préparée ; et
- s'assurer que les poubelles et les conteneurs pour les produits soudés sont placés à l'endroit approprié, mais à proximité de la machine, conformément aux exigences de Bayer applicables au cycle de production, le cas échéant ; et
- s'assurer que toutes les protections sont correctement fixées à la machine et que les portes latérales d'une boîte de commutation sont fermées ;
ATTENTION ! Les portes des boîtes de commutation doivent toujours être fermées, même si la machine est arrêtée.ATTENTION ! Une électrode doit toujours être montée sur le support lorsqu'il doit être fermé.- Soulever l'électrode en position haute.
- Tournez l'interrupteur principal en position 0-OFF - cela signifie que la machine est éteinte.
- Fermer le robinet d'arrêt manuel de l'air comprimé (pour mettre en œuvre la procédure, tourner le robinet vers la droite - position OFF).
- Mettre de l'ordre dans l'environnement de travail autour de la machine.
- La prise d'alimentation électrique ainsi que celle du système d'air comprimé doivent être débranchées en cas d'arrêt de travail prolongé (les deux prises doivent être retirées des douilles).
6.7 Procédure de test et de réglage
ATTENTION ! La procédure de test peut être exécutée si la machine a été correctement démarrée - voir chapitre 6.5.9.La procédure d'essai et de réglage doit être mise en pratique lorsque :
- la machine a été mise en marche pour la première fois,
- le remplacement de l'outillage est nécessaire (lorsque le besoin s'en fait sentir),
- la procédure d'entretien est terminée,
- les opérateurs doivent se familiariser avec les fonctionnalités de la machine.
Afin d'effectuer ladite procédure, l'opérateur doit :
1. Aller au panneau tactile : IHM → Réglage de la puissance fenêtre → régler le mode de réglage du condensateur sur MANUEL → à l'aide de "-" et "+Les touches " " permettent de s'assurer que la procédure de changement de position du condensateur s'effectue sans problème à chaque niveau de puissance allant de 0 à 100 %. Une fois la procédure de vérification terminée, passez le mode de réglage du condensateur à AUTO2. Placer l'interrupteur HF OFF/ON en position OFF.
3. Charger la recette appropriée à partir de la mémoire du panneau tactile : IHM → Fenêtre de la base de données des recettes → mettre en évidence la recette requise dans le tableau → puis cliquer sur Load for production key ou remplir les cases suivantes des paramètres du cycle de soudage figurant dans l'écran principal :
- Puissance initiale ;
- Puissance de fonctionnement ;
- Temps de retard ;
- Temps de soudage ;
- Temps de refroidissement ;
- Niveau de puissance ;
- Pression (réglage manuel), Lorsqu'un nouveau type de matériau est testé, il est fortement recommandé d'entrer dans le système des paramètres de cycles de soudage de faible valeur, puis d'augmenter progressivement leurs valeurs jusqu'à ce que l'effet de soudage le plus souhaitable soit obtenu.
4. Régler le niveau de pression de l'électrode utilisée pour le processus de soudage à l'aide du réducteur de pression à commande manuelle (RÉGLAGE DE LA PRESSION). Si le niveau de pression est trop élevé, le matériau peut "s'écouler" de sous l'électrode, mais si le niveau de pression est trop bas, la résistance de la couture peut être faible.
5. Appuyez sur dans le panneau HMI : IHM → Écran principal → Options → Mode de travail → temps;
6. Veillez à ce qu'un tampon isolant placé sur la table de travail ou sur le séparateur en tôle d'aluminium soit propre - il ne peut être ni sale ni endommagé mécaniquement à l'endroit où l'électrode est pressée contre le matériau soudé ;ATTENTION ! Le tampon isolant doit être placé directement sous le matériau soudé car il est censé protéger l'opérateur contre un arc électrique formé entre l'électrode de soudage et la table de travail.ATTENTION ! Si le séparateur a été recouvert d'un tampon isolant, il doit adhérer fermement à la table - de telle sorte qu'aucune impureté ne puisse se trouver entre le séparateur et la table de travail.
7. Préparer le matériau pour le soudage ;
8. Pousser le MONTÉE/DESCENTE DE L'ÉLECTRODE La machine devrait alors commencer à abaisser l'électrode ;
9. Effectuer la procédure de réglage du seuil d'enclenchement (voir chapitre 0.) car le seuil d'enclenchement indique la position inférieure de l'électrode à condition que le système de protection contre le risque d'écrasement ait été mis en œuvre, ce qui a entraîné le soulèvement de l'électrode et l'émission d'un message d'alarme tel que ÉLECTRODE DE SECOURS VERS LE HAUT a été affichée ;
10. Pousser le MONTÉE/DESCENTE DE L'ÉLECTRODE La machine doit alors commencer à soulever l'électrode ;
11. Pousser le ELECTRODE EN BAS L'opérateur appuie sur la touche de commande au pied et la machine commence alors à abaisser l'électrode de soudage sur la table de travail. Lorsque l'opérateur appuie sur la touche ELECTRODE EN HAUT la machine doit commencer à soulever l'électrode ;
12. Assurez-vous que la machine abaisse et soulève l'électrode en douceur et testez le processus plusieurs fois ;
13. Abaisser l'électrode de soudage sur le matériau et appuyer sur HF START Par conséquent, la machine effectue le cycle de soudage automatique lorsque le générateur à haute fréquence est éteint ;
14. Lancer le processus d'essai de soudage dès que les étapes susmentionnées de la procédure de réglage ont été franchies avec succès ;
15. Régler le HF OFF/ON commutateur à ON position ;
16. Cliquez sur le panneau IHM : IHM → Écran principal → Options → Mode de travail → temps ou actuel ;
17. Cliquez sur le panneau HMI : IHM → Écran principal → Options → Mode de travail → min ou max ;Voir le chapitre 0 pour plus d'informations sur les modes de soudage de type courant et temps / min et max.
18. Abaisser l'électrode précisément sur le point de couture ;ATTENTION ! L'opérateur peut arrêter le processus de soudage à haute fréquence à tout moment à l'aide du bouton-poussoir HF STOP.
19. Appuyer sur le bouton-poussoir HF START et la machine démarre le cycle de soudage automatique selon les paramètres indiqués sur l'écran principal du panneau HMI. Contrôler les indications du compteur de COURANT ANODE - elles doivent augmenter pendant le processus de soudage et atteindre les valeurs indiquées sur le fond vert de l'échelle du compteur ;
20. Une fois la procédure terminée, la qualité de la couture doit faire l'objet d'un contrôle visuel. L'opérateur a besoin de connaissances pratiques pour mener à bien cette procédure, c'est pourquoi les techniciens de service du fabricant doivent être sollicités pour des conseils pratiques, bien qu'il soit fortement recommandé que la procédure de démarrage soit effectuée par et sous la supervision étroite d'un personnel expérimenté recruté par le fabricant.
21. Ajustez les paramètres de soudage suivants en fonction de la qualité de la couture (soudée, non soudée, surchauffée) : - force de pressage - à l'aide de la soupape de réglage de la pression,
- Puissance initiale
- Courant d'exploitation
- Temps de retard
- Temps de soudage
- Temps de refroidissement
Niveau de puissance - 22. Assurez-vous que les paramètres suivants ont fait l'objet de nombreuses heures de tests concernant : le travail sur le même type de matériau, le cycle de travail et la fonctionnalité de la machine, les normes d'ergonomie de la machine, qui sont cruciales pour prévenir les blessures graves pendant le cycle de production ;
- 23. Une fois que les paramètres d'esthétique et de résistance de la couture sont atteints, les valeurs doivent être sauvegardées en tant que recette : IHM → Écran principal → cliquer sur le nom de la recette → Fenêtre de la base de données des recettes → saisir le nom de la recette dans la ligne intitulée Modifier la recette → appuyer sur la touche Créer nouveau.
1. Démarrez la machine en suivant la procédure décrite au chapitre 5.9.
ATTENTION ! Dès que la procédure de démarrage décrite au chapitre 6.5.9 a été menée à bien, le poste à souder commence à effectuer ses tâches habituelles.Il n'est pas recommandé de souder sans coussin isolant ou lorsque sa surface est usée, car cela peut provoquer un arc électrique et endommager l'outillage de la machine.- Puissance initiale ;
- Puissance de fonctionnement ;
- Temps de retard ;
- Temps de soudage ;
- Temps de refroidissement
- Niveau de puissance
Le porte-électrode de soudage est équipé d'un système de serrage rapide automatique contrôlé par le panneau tactile HMI. Il permet à l'opérateur de gagner du temps et de changer l'électrode sans utiliser d'instruments.
![]() ATTENTION ! Faites attention au poids de l'électrode pendant la procédure de remplacement. Il est fortement recommandé d'être à deux pour effectuer le remplacement de l'électrode si elle est grande et lourde. Une manipulation incompétente de l'électrode peut entraîner un écrasement des mains de l'opérateur lorsque l'électrode lourde est retirée de la pince.
ATTENTION ! Faites attention au poids de l'électrode pendant la procédure de remplacement. Il est fortement recommandé d'être à deux pour effectuer le remplacement de l'électrode si elle est grande et lourde. Une manipulation incompétente de l'électrode peut entraîner un écrasement des mains de l'opérateur lorsque l'électrode lourde est retirée de la pince.
Pour effectuer la procédure de changement d'électrode, il convient de suivre les étapes suivantes :
- la machine doit être prête à effectuer le cycle de travail de routine (c'est-à-dire que les messages d'alarme ne doivent pas être affichés et que l'électrode doit se trouver dans sa position supérieure),
- dans l'écran principal du panneau : IHM → Options → électrode → ouvert,
- déplacer l'électrode vers la gauche ou vers la droite (selon la version de la machine) - l'électrode doit glisser hors des supports ;
- glisser une nouvelle électrode sur les supports utilisés pour le serrage, déplacer l'électrode vers la gauche ou vers la droite (cela dépend de la version de la machine)
- dans l'écran principal du panneau : IHM → Options → électrode →
7.0 Sélection des paramètres de soudage
Bien que la puissance de sortie, l'intensité de la pression et le parallélisme des électrodes jouent un rôle important dans la procédure de soudage, le type de tampon isolant ne peut être négligé car il joue un rôle tout aussi important dans le processus. La plaque isolante doit être fabriquée à partir de matériaux présentant un faible facteur de perte diélectrique, tels que les panneaux de verre-époxy, le téflon, le carton comprimé, le tereszpan [carton comprimé laminé avec un film polyester], les feuilles stratifiées phénoliques-coton (TCF), la bakélite, etc. Le niveau d'épaisseur ou de dureté du tampon dépend de la feuille soudée. En règle générale, plus la feuille est épaisse, plus le tampon doit être fin sous le matériau soudé, et inversement, plus la feuille est fine, plus le tampon doit être épais. En règle générale, l'épaisseur du tampon isolant peut varier de 0,1 à 1,5 mm, mais le paramètre de l'épaisseur du tampon isolant doit découler de l'expérience pratique de l'opérateur, car il dépend du type de feuille et des conditions de la couture appliquée.
ATTENTION : La machine ne doit pas effectuer la procédure de soudage sans tampon isolant sous l'électrode. L'application appropriée d'un tampon isolant permet de réduire le nombre de phénomènes de surtension se produisant à la surface de l'électrode.
Afin d'atteindre le plus haut niveau de productivité avec un niveau relativement bas de coutures défectueuses, l'opérateur de la machine doit effectuer la procédure de réglage de la puissance pour chaque électrode remplacée. Cette procédure s'effectue à l'aide des commandes Ua SETTING et du paramètre Operating power.
Une fois que la puissance est réglée et que le processus de soudage est lancé, les indications de l'ampèremètre ANODE CURRENT font l'objet d'un contrôle visuel. Lorsque les mesures augmentent, cela signifie qu'à ce moment précis, le processus de soudage commence. Le paramètre du temps de soudage doit correspondre à la valeur du paramètre à partir duquel la procédure de soudage à haute fréquence sera interrompue en raison de l'arrêt de l'aiguille indicatrice de l'ampèremètre.
À la fin du processus de soudage, la qualité de la couture doit faire l'objet d'un contrôle visuel. Si la qualité de la couture est insuffisante, le niveau de puissance doit être augmenté. Si la solution mentionnée ci-dessus ne donne pas de résultats fructueux, le paramètre du temps peut être augmenté. Cependant, la valeur de la puissance ne doit pas être trop élevée, car elle peut entraîner des produits, un tampon isolant et des dommages à l'électrode causés par un arc électrique.
En règle générale, le temps de couture pour les matériaux en PVC dur ne doit pas être supérieur à 4-5 secondes. D'après l'expérience du fabricant, des valeurs plus élevées de ces paramètres n'ont pas d'influence sur la qualité de la couture obtenue, mais détériorent suffisamment l'efficacité du processus. Si le processus de soudage dure plus longtemps pendant les procédures d'essai, cela signifie que le réglage de la puissance doit être ajusté.
Pour souder la feuille de PVC, le matériau doit être pressé par l'électrode avec une force de pression comprise entre 0,5 et 3 kg/cm2. Mesurer la force de la pression tout en sélectionnant la valeur la plus appropriée prendrait trop de temps et, de plus, dans la pratique, cette méthode s'avérerait inutile. En général, pour mener à bien la procédure de réglage, l'opérateur doit remarquer certaines irrégularités qui apparaissent au cours de la procédure de soudage et dans l'aspect de la couture. Lorsque la pression est trop faible, les irrégularités suivantes apparaissent :
- la susceptibilité aux décharges d'étincelles se produisant entre deux électrodes, car l'air, qui aurait dû être expulsé, se trouve entre deux couches de feuilles et, par conséquent, une intensité de courant irrégulière se forme ;
- l'apparition de bulles d'air dans la couture ;
- l'aspect de la résistance des coutures qui est faible
Si la pression est particulièrement faible, il peut se produire ce que l'on appelle généralement un "bouillonnement du film". Lorsque le film est soudé sous une pression très faible, il peut se déformer en un produit mousseux de très faible résistance. L'application d'une pression excessive n'est pas non plus appropriée, car elle peut rendre le film très fin à l'endroit où il est soudé et, par conséquent, réduire la résistance du matériau soudé. Il est donc recommandé de suivre le principe selon lequel l'épaisseur du film après soudage doit être au moins égale à la moitié de l'épaisseur initiale des deux couches de film. L'apparition et la forme correcte de la fuite caractéristique qui se forme généralement le long des deux bords de l'endroit soudé ont également une influence significative sur les propriétés de résistance du matériau soudé. Si une telle fuite n'apparaît pas, cela indique généralement une résistance insuffisante de l'endroit soudé, ce qui peut être facilement testé. L'absence de fuite après le processus de soudage peut être due à une puissance de sortie trop faible ou à une pression insuffisante. Si vous utilisez des électrodes avec des arêtes de coupe, il est très important de positionner correctement l'arête de coupe. On considère généralement que le bord coupant de l'électrode doit dépasser le plan de soudage d'environ la moitié de l'épaisseur du film soudé. Afin de vérifier le fonctionnement du tranchant, il est nécessaire d'effectuer plusieurs cycles de soudage d'essai et d'enlever les chutes de film. Le résultat des essais peut être considéré comme satisfaisant lorsque l'enlèvement des chutes de film le long de la ligne de couture ne nécessite pas plus d'une coupe aux ciseaux .
8.0 Maintenance
Grâce aux solutions de construction appliquées et à la structure simple de la machine, les activités de maintenance et de contrôle, tant préventives qu'urgentes, sont relativement simples et ne nécessitent pas de longues interruptions dans le fonctionnement de la machine.
La machine à souder nécessite peu de travail lié à la machine.
l'utilisation et l'entretien, à condition que les conditions d'utilisation appropriées soient maintenues. Il est nécessaire de vérifier régulièrement l'état technique du raccordement de la machine au réseau électrique, en particulier l'état du système de protection contre les chocs électriques.
Tous les composants du générateur haute fréquence, en particulier tous les éléments isolants, doivent être maintenus propres. L'intérieur du système de sortie du générateur doit être nettoyé à fond au moins une fois tous les trois mois. Lors de ce nettoyage, il convient de vérifier l'état des composants du générateur et des unités qui coopèrent directement avec le générateur et de resserrer toutes les connexions.
En raison des caractéristiques spécifiques de la machine, il est recommandé que certaines des tâches susmentionnées soient effectuées par le personnel d'entretien technique autorisé et dûment qualifié du fabricant (cela s'applique en particulier aux situations d'urgence). Les tâches susmentionnées requièrent un soin et une attention particuliers.
ATTENTION : Pendant le fonctionnement du générateur, ses composants, ainsi que les composants du circuit de sortie, ont une tension allant jusqu'à 8 kV DC et une tension à haute fréquence allant jusqu'à 480 V (27,12 MHz).
ATTENTION : Les condensateurs du générateur d'anode peuvent conserver une charge électrique d'une tension allant jusqu'à 8000 VDC même après que la machine à souder a été déconnectée de l'alimentation électrique. Avant de toucher les composants du générateur haute fréquence, ces condensateurs doivent toujours être déchargés.
La mise à la terre de la structure de la machine doit être effectuée avec un soin particulier. N'oubliez pas que le générateur ne doit jamais fonctionner lorsque les écrans de protection sont retirés, y compris pendant les activités d'entretien technique et de maintenance, lorsque le niveau de sécurité de la machine peut être réduit en raison de la réparation en cours.
Tous les travaux d'entretien et de réparation nécessitent une autorisation des personnes autorisées.
Vous devez conserver un REGISTRE DES MACHINEScomprenant les dates et les types d'activités préventives ou de réparations effectuées.
Pendant les tâches de maintenance ou toute autre opération manuelle requise, ne jamais pénétrer ou mettre une partie du corps dans la zone exposée à des dangers potentiels et prévisibles, afin d'éliminer le risque de situations dangereuses potentielles et prévisibles.
ATTENTION : Tout travail dans la zone de l'unité de pressage active de la machine, c'est-à-dire le remplacement du dispositif, ne peut être exécuté qu'avec des mesures de précaution spéciales et uniquement par une équipe d'entretien formée à cet effet.Portez toujours des vêtements de protection et des chaussures antidérapantes, afin de réduire le risque de chute. Veillez toujours à ce que vos manches soient bien serrées autour de vos poignets ou correctement retroussées.
Utilisez toujours des gants de travail lorsque vous travaillez avec des composants à bords tranchants.
Le personnel chargé de l'utilisation et de l'entretien de la machine doit être correctement formé et entraîné.
Chaque opération d'entretien ou de réparation ne peut être effectuée que par du personnel autorisé et qualifié, capable d'interpréter correctement les défauts et les défaillances, de lire les schémas d'installation et les dessins techniques, afin de garantir que toutes les opérations de démontage et de montage liées aux procédures d'entretien standard sont effectuées de manière professionnelle et, surtout, en toute sécurité.
Toutes les tâches effectuées dans la zone de fonctionnement de l'unité de pressage, c'est-à-dire le montage et le démontage de l'électrode, effectuées lorsque la machine est sous tension, peuvent être effectuées exclusivement par le personnel dûment formé en matière de santé et de sécurité au travail, notamment en ce qui concerne les risques liés au fonctionnement de l'unité de pressage.
Vous devez également prévoir le comportement non standard potentiel de la machine lorsque le système pneumatique de la machine à souder ou les conduits d'alimentation en air comprimé ne sont pas scellés. Cela entraînera un ralentissement de l'abaissement automatique de l'unité de pressage de la machine à souder.
Le personnel doit être informé de ce risque lors de la formation à la santé et à la sécurité au travail.
ATTENTION : Pendant chacune des opérations susmentionnées, le fonctionnement de la machine doit être arrêté.
8.2 Programme préventif - Contrôles périodiques
AU DÉBUT DE CHAQUE PÉRIODE DE TRAVAIL
- Vérifiez que la zone d'utilisation de la machine est propre et bien rangée ;
- Vérifier visuellement si les écrans de protection sont verrouillés ;
- Vérifier l'éclairage de la zone de travail ;
- Vérifier si le bouton d'arrêt d'urgence fonctionne correctement ;
- Vérifier la protection principale dans l'installation électrique ;
- Vérifier l'état des éléments conducteurs en cuivre et en laiton dans la zone du porte-électrode et des éléments de mise à la terre des écrans de protection latéraux.
TOUTES LES 100 HEURES DE FONCTIONNEMENT DE LA MACHINE (AU MOINS UNE FOIS PAR SEMAINE) :
- Vérifier si les vis porteuses (notamment les vis de fixation des outils) sont correctement fixées et serrées ;
- Vérifier le niveau d'eau de condensation dans le conteneur du filtre à air comprimé ; s'il y a de l'eau, vider le conteneur ; s'il y a de grandes quantités de contaminants solides, démonter et laver le conteneur ;
TOUTES LES 500 HEURES DE FONCTIONNEMENT DE LA MACHINE (MAIS AU MOINS TOUTES LES DEUX SEMAINES)
- Vérifier si le radiateur de la lampe anodique est propre ;
- Vérifiez la quantité de contaminants solides et de poussière dans la chambre du générateur ; si nécessaire, nettoyez la chambre à l'aide d'un aspirateur ou d'un pistolet à air comprimé ;
- Vérifier que les éléments mobiles (notamment les outils et les guides) sont propres ;
- Graisser les éléments mobiles, en particulier les guides ; si nécessaire, utiliser une graisse solide à base de lithium et un graisseur ;
- Vérifier et tester l'unité d'alarme.
TOUTES LES 1000 HEURES DE FONCTIONNEMENT DE LA MACHINE (MAIS AU MOINS TOUS LES SIX MOIS)
- Vérifier visuellement l'état des éléments mécaniques ;
- Serrer toutes les vis ;
- Vérifiez que les mesures de protection contre les chocs électriques fonctionnent correctement ;
- Vérifier l'efficacité du graissage des guides ;
- Vérifier l'état des principaux éléments de contact - les contacteurs principaux ou d'autres éléments de contact du système, tels que les contacteurs ou les relais, dont les surfaces sont excessivement usées doivent être remplacés.
ATTENTION : Avant chaque entretien, éteignez la machine à l'aide du commutateur principal et débranchez l'alimentation électrique.
 ATTENTION : Avant chaque entretien, éteignez la machine à l'aide du commutateur principal et débranchez l'alimentation électrique.
ATTENTION : Avant chaque entretien, éteignez la machine à l'aide du commutateur principal et débranchez l'alimentation électrique.
9.1 Exigences de base
Guides
- La machine ne peut être utilisée que de manière appropriée à l'usage explicitement décrit au point 1.
- Les solutions constructives appliquées en matière de sécurité réduisent au minimum à la fois le comportement non standard de la machine et les risques pour les opérateurs et les autres personnes en contact avec la machine, à condition que les principes d'un travail sûr soient respectés. La machine est équipée d'interrupteurs à clé sur des écrans de protection, dont le démontage nécessite des outils spécifiques, notamment l'interrupteur sur la porte de la chambre de soudage, le bouton d'ARRÊT D'UR GENCE et les écrans de protection mobiles qui entourent la zone de soudage pendant la durée du processus de soudage.
- Les questions liées à la santé et à la sécurité au travail et à l'évaluation des risques lors du contact d'une personne avec la machine ont été décrites en détail dans les chapitres précédents de ce manuel.
- Cette question étant extrêmement importante, certaines instructions sont répétées dans cette section.
- Tout nouvel employé en contact avec la machine à souder doit être formé aux principes de base de la santé et de la sécurité au travail et se familiariser avec les types de risques liés à l'utilisation de la machine à souder, à moins que l'opérateur ne respecte les réglementations et principes obligatoires.
- Le personnel chargé de l'utilisation de la machine à souder doit avoir une connaissance approfondie des premiers secours en cas de chocs électriques et de brûlures. Pour les personnes travaillant avec des appareils utilisant des ondes électromagnétiques de fréquence comprise entre 0,1 et 300 MHz, des examens médicaux périodiques sont nécessaires.
- Après l'installation de la machine à souder, il est nécessaire de mesurer l'émission de champs électromagnétiques et de délimiter la zone dangereuse.
- Sur la base des résultats des mesures, le niveau de danger et le temps pendant lequel les opérateurs peuvent rester dans la zone dangereuse sont déterminés conformément aux normes applicables.
- Seuls les opérateurs disposant des autorisations appropriées pour travailler dans la zone exposée aux champs électromagnétiques, sur la base d'examens médicaux spécialisés, et ayant été correctement formés au fonctionnement en toute sécurité des appareils émettant des champs électromagnétiques peuvent pénétrer dans la zone dangereuse.
- Les mesures susmentionnées doivent être effectuées par une institution agréée. Des instructions détaillées concernant ces mesures sont spécifiées par les réglementations applicables dans le pays où la machine est utilisée.
- Les opérateurs de machines doivent toujours porter des vêtements de travail, des gants, des couvre-chefs et des chaussures antidérapantes.
- L'environnement de travail de la machine, le sol et les supports et poignées manuels doivent toujours être propres et exempts de toute contamination, graisse ou boue, afin de réduire au minimum le risque de glissade ou de chute.
- Ne jamais utiliser la machine en mode automatique sans les éléments de protection fixes ou mobiles. Vérifiez régulièrement que tous les interrupteurs d'urgence et tous les autres éléments de protection sont correctement montés et fonctionnent correctement.
- Tout opérateur de la machine doit être instruit des fonctions des éléments de protection de la machine et de leur utilisation correcte.
- Dans la zone entourant la machine (environ 1,5 m autour de la machine), il ne doit pas y avoir d'objets susceptibles de gêner le fonctionnement de la machine. Cette zone doit être propre et bien éclairée.
- Ne jamais utiliser les manipulateurs de la machine ou les tuyaux flexibles comme supports. N'oubliez pas que tout déplacement accidentel du manipulateur de la machine peut déclencher accidentellement le fonctionnement de la machine.
- Informez toujours le superviseur et/ou le personnel chargé de la circulation de tout cas d'utilisation incorrecte de la machine.
- Tous les travaux d'entretien et de réparation nécessitent une autorisation des personnes autorisées.
- Vous devez conserver un registre des machinescomprenant les dates et les types d'activités préventives ou de réparations effectuées.
- Pendant les tâches de maintenance ou toute autre opération manuelle requise, ne jamais pénétrer ou mettre une partie du corps dans la zone exposée à des dangers potentiels et prévisibles, afin d'éliminer le risque de situations dangereuses potentielles et prévisibles.
NE JAMAIS UTILISER LA MACHINE À SOUDER LORSQUE LES ÉCRANS DE PROTECTION SONT ENLEVÉS OU LORSQUE LES INTERRUPTEURS À CLÉ SONT BLOQUÉS. CELA S'APPLIQUE EN PARTICULIER AUX ÉCRANS DE PROTECTION DU GÉNÉRATEUR. Ces écrans de protection réduisent l'émission de champs électromagnétiques et empêchent tout contact accidentel avec les éléments du circuit électrique ayant une tension d'alimentation ou une haute tension allant jusqu'à 8000 V.
- Portez toujours des vêtements de protection et des chaussures antidérapantes, afin de réduire le risque de chute. Veillez toujours à ce que vos manches soient bien serrées autour de vos poignets ou correctement retroussées.
- Utilisez toujours des gants de travail lorsque vous travaillez avec des composants chauds ou des composants à bords tranchants.
- Il faut également se rappeler que les composants qui n'ont pas été recouverts d'un écran pour des raisons ergonomiques, c'est-à-dire l'électrode et les composants conducteurs du porte-électrode, sont soumis à une tension de haute fréquence. NE JAMAIS TOUCHER CES COMPOSANTS PENDANT LE PROCESSUS DE SOUDAGE.
- Le contact avec ces composants pendant le processus de soudage entraîne une brûlure de la peau par une tension à haute fréquence. Ce n'est toutefois pas dangereux pour la vie ou la santé.
- La méthode adoptée pour l'alimentation électrique de la machine à souder présente un risque potentiel de pression ou d'écrasement des membres dans l'espace entre la pression des électrodes. Tous les travaux effectués dans la zone de fonctionnement de l'unité de pressage, c'est-à-dire l'assemblage et le désassemblage des électrodes ou l'étalement et l'enlèvement du matériel et des déchets, qui sont réalisés lorsque la machine à souder est branchée sur l'alimentation électrique, ne peuvent être effectués que par des employés formés dans le domaine de la santé et de la sécurité au travail, y compris l'information sur les risques posés par l'unité de pressage.
- Pendant le fonctionnement de la machine, l'opérateur doit se trouver dans la zone indiquée ci-dessous
Fig. 16. ZDW-15-K - zone de travail sécurisée (couleur verte)
9.3 Conditions de sécurité au travail du personnel chargé de l'entretien et de la réparation de la machine à souder- Ces travaux nécessitent une attention particulière. Il faut toujours se rappeler que les condensateurs du générateur d'anode peuvent conserver une charge électrique d'une tension de 8000 V même après que la machine à souder a été déconnectée du réseau d'alimentation électrique. Avant de toucher les composants du générateur haute fréquence, ces condensateurs doivent toujours être déchargés.
- Pendant le fonctionnement du générateur, ses composants, ainsi que les composants du circuit de sortie, sont soumis à une tension de haute fréquence. La mise à la terre de la structure de la machine doit être effectuée avec un soin particulier. Il faut également se rappeler que le temps de fonctionnement du générateur avec les boucliers de protection enlevés doit être réduit au minimum.
- Toutes les réparations doivent être effectuées conformément aux principes en vigueur en matière de réparation et de fonctionnement des appareils par une personne titulaire d'un certificat approprié délivré par l'association d'électriciens compétente (en Pologne : SEP).
- Le personnel chargé de l'utilisation et de l'entretien de la machine doit être correctement formé et entraîné.
- Chaque opération d'entretien ou de réparation ne peut être effectuée que par du personnel autorisé et qualifié, capable d'interpréter correctement les défauts et les défaillances et de lire les schémas d'installation, afin de garantir que toutes les opérations de démontage et de montage liées aux procédures d'entretien standard sont effectuées de manière professionnelle et, surtout, en toute sécurité.
- Pendant chacune des opérations susmentionnées, le fonctionnement de la machine doit être arrêté.
PRENDRE TOUTES LES MESURES NÉCESSAIRES POUR PRÉVENIR :
- l'utilisation de la machine d'une manière autre que celle décrite dans le présent manuel d'utilisation et d'entretien,
- Installation incorrecte, non effectuée conformément aux procédures décrites dans le présent manuel,
- l'utilisation inappropriée de la machine ou son utilisation par du personnel n'ayant pas reçu la formation appropriée,
- Fourniture par la machine de paramètres inappropriés,
- Entretien insuffisant de la machine,
- Modifications ou interventions non autorisées par des personnes ne disposant pas des licences, permis ou formations nécessaires,
- Utiliser des pièces de rechange autres que celles d'origine,
- Toute action d'une personne qui n'est pas conforme aux principes spécifiés dans le présent manuel d'utilisation et d'entretien et à toute information d'avertissement.
10.0 Documentation électrique
10.1 Paramètres d'alimentation - Données techniques
|
Alimentation électrique |
3 x 480 VAC ; 50 Hz |
|
Protection de la tête |
40 A |
|
Capacité installée |
22 kVA |
|
Puissance de sortie HF |
15 kW |
|
Tension de fonctionnement |
24 VDC |
|
Fréquence de fonctionnement |
27,12 MHz |
|
Stabilité de la fréquence |
+/- 0.6 % |
|
Lampe génératrice (triode métallo-céramique) |
ITL 12-1 |
|
Système de circuit anti-décharge |
ANTIFLASH complet avec filtre HF |
10.2 Liste des appareils électriques
La liste des appareils électriques comprend les dernières pages du chapitre 0
13.3 INSTALLATION ÉLECTRIQUE DESSINS DE CONCEPTION Si vous avez des questions, veuillez contacter le fabricant.
10.3 Dessins de conception de l'installation électrique
Voir l'annexe
11.0 Documentation pneumatique
11.1 Données techniques
|
Pression de service |
0,4 - 0,8 MPa |
|
Consommation d'air comprimé |
Max. 70 nl (standard) par cycle |
|
Pureté de l'air |
conformément à la norme ISO8573-1:4-4-4 |
|
Performance du filtrage |
20 um (ISO8573-1 4-4-4) |
- entraînement des supports pneumatiques de l'électrode ;
- l'entraînement de l'électrode mise à la terre ;
- unité de presse ;
- supports pour l'électrode.
En outre, le système pneumatique comprend un système de préparation de l'air : filtre et réducteur de pression, démarrage progressif, éléments de raccordement, soupape de décharge et clapets anti-retour. L'air est acheminé par la soupape de décharge vers l'unité VFRL ; il est pré-filtré et réduit au volume requis. Il est ensuite acheminé par des vannes de distribution à commande électrique ou électropneumatique vers les actionneurs pneumatiques appropriés, dont il déclenche le mouvement. La dynamique du mouvement des actionneurs peut être réglée à l'aide de vannes d'étranglement montées sur les actionneurs. La séquence du mouvement des actionneurs est contrôlée par le contrôleur de la machine à souder.
11.3 Manuel d'utilisationIMPORTANT : La présence du système de traitement de l'air installé dans la machine ne libère pas le client de l'obligation d'assurer la pureté de l'air conformément à la classe 4-4-4 selon la norme ISO8573-1.VOIR ANNEXES
12.0 Instructions générales
12.1 Instructions générales
Les solutions de construction appliquées et les composants de haute qualité permettent un fonctionnement correct de la machine pendant une période d'environ 30 ans. Toutefois, il pourrait y avoir des changements dans les besoins du client ou des changements dans les principes ou les normes qui ne peuvent pas être prévus aujourd'hui, ce qui pourrait nécessiter la mise au rebut de la machine avant la fin de la période susmentionnée. Il en va de même pour les pièces ou composants de la machine à souder remplacés ou réparés.
Le client est tenu de veiller à ce que la mise au rebut de la machine ou de ses composants soit effectuée conformément aux dispositions légales applicables à un moment donné et dans un lieu donné.
Tous les composants de la machine sont recyclables.
L'élimination des déchets dangereux doit toujours être effectuée par des entreprises spécialisées.
Les types de déchets produits au cours du cycle de vie de l'appareil sont décrits ci-dessous au point 0.
12.2 Déchets
- Morceaux de tissu ou de papier saturés de substances utilisées pour le nettoyage des composants de la machine ;
- Pièces détachées usagées du générateur, en fonction du matériau dont elles sont constituées ;
- Déchets de graisse liquides ou solides ;
- Graisse restant après le graissage ou l'entretien de la machine ;
- Lampe du générateur.
ATTENTION : la lampe contient des métaux des terres rares et des oxydes de métaux des terres rares qui sont hautement toxiques. En cas de bris, la lampe doit être éliminée avec le plus grand soin et avec l'aide de services spécialisés.
Tous les déchets produits dans le cadre d'activités de remplacement ou de service technique, qui sont contaminés par des graisses, ne peuvent pas être éliminés avec les déchets industriels.
Il est INTERDIT de déposer des déchets dans les poubelles, de les éliminer directement d'une autre manière ou de les faire collecter par les services de ramassage d'ordures habituels.
12.3 Procédure de démontage de la machine avant sa mise au rebut
- Placez la machine de manière à ce qu'elle soit immobile.
- Couper l'alimentation électrique de la machine.
- Déconnecter l'alimentation en air comprimé de la machine.
- Retirer les gaines flexibles en plastique ou en caoutchouc et veiller à ce qu'elles soient éliminées par une entreprise spécialisée.
- Débrancher et retirer les fils et les appareils électriques et veiller à ce qu'ils soient éliminés par une entreprise spécialisée.
- Séparer les composants en acier et les composants en métaux non ferreux et veiller à ce qu'ils soient éliminés par une entreprise spécialisée.
13.0 Annexes
13.1 Étiquette du modèle et du numéro de série
Chaque machine de Zemat Technology Group Ltd est munie de cet autocollant situé à l'arrière de la machine. Il identifie le modèle et le numéro de série de chaque soudeur.
Il indique également la tension et le nombre de hertz requis pour le fonctionnement.





