Version 3.0
Mise à jour : 14/02/2025

Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation de la soudeuse T300 Extreme Seam. Pour garantir des performances optimales de votre soudeuse, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Utilisation prévue
- Chapitre 2 : Explication des avertissements
- Chapitre 3 : Exigences en matière d'électricité et d'air
- Chapitre 4 : Principes de l'étanchéité thermique
- Chapitre 5 : Définition des contrôles
- Chapitre 6 : Pièces de rechange recommandées
- Chapitre 7 : Spécifications de la machine
- Chapitre 8 : Maintenance
- Chapitre 9 : Spécifications des transports et stockage
- Chapitre 10 : Exigences techniques
- Chapitre 11 : Documents supplémentaires relatifs à la machine
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
Machine à souder les tissus à air chaud et à coins chauds T-300.
1.0 Utilisation prévue
La T300 est une machine à souder rotative à coins chauds destinée à sceller à chaud les plastiques thermiques soudables tels que.. :
- Tissus laminés et enduits de vinyle (PVC)
- Films en vinyle (PVC) et en polyuréthane (PU)
- Tissu enduit de polyuréthane (PU) et de polypropylène (PP)
- Polyéthylène (PE)
- Films et tissus en caoutchouc thermoplastique (TPR)
- Polyester et polypropylène non tissés
- Rubans de fusion divers
- Sangle soudable
- Produits extrudés rigides
Le fabricant n'approuve pas :
- Toute autre utilisation de ces machines.
- Le retrait de tout dispositif de sécurité en cours d'utilisation.
- Modification non autorisée des machines.
- Utiliser des pièces de rechange qui ne sont pas approuvées par le fabricant.
 Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
2.0 Explication des avertissements
Plusieurs symboles d'avertissement différents figurent sur le site Miller Weldmaster T300. Ces symboles ont pour but d'alerter l'opérateur sur les zones potentiellement dangereuses de la machine. Familiarisez-vous avec leur emplacement et leur signification.

Attention : Chaud
Le symbole "Attention : Le symbole "Attention : Chaud" est placé sur un protecteur à proximité des surfaces chaudes.

Danger : Points de pincement
Le symbole "Danger : Points de pincement" est placé à proximité de tout point de pincement potentiel. Ne placez aucune partie du corps à proximité de ces sections de la machine lorsque celle-ci est en marche.

Attention : Débrancher l'appareil
L'autocollant "Attention : Débrancher la machine" est placé près de l'ouverture de l'armoire et de tous les panneaux d'accès. Pour éviter toute électrocution, l'appareil doit toujours être débranché avant l'ouverture de la porte de l'armoire.

Avertissement : Gardez vos mains à l'écart
L'autocollant "Warning : Gardez vos mains à l'écart" est placé sur l'ensemble de l'appareil de chauffage. Pour éviter tout pincement ou toute brûlure, veillez à ce que vos mains soient toujours libres.

Avertissement : Air à haute température
L'autocollant "Warning : L'autocollant "High Temperature Air" est placé sur l'ensemble de l'appareil de chauffage.

Attention : Électricité
L'autocollant "Attention : L'autocollant "Électricité" est placé à proximité des zones contenant de l'électricité.
3.0 Exigences en matière d'électricité et d'air
Avertissement ! Seul un électricien qualifié est habilité à brancher l'alimentation électrique.
Préparation - Puissance mondiale
-
Assurez-vous que l'alimentation électrique est de 230v, 25amp, 50/60hz ou 400v, 16amp, 50/60hz et que la pression d'alimentation est de 120 psi (8,3 bar) lorsque la machine fonctionne.
-
Assurez-vous que la tension et le courant sont adaptés à la machine et correspondent aux spécifications ci-dessus.
-
Une mise à la terre appropriée doit être effectuée sur la borne de mise à la terre prévue sur la machine.
-
Avant d'utiliser la machine, assurez-vous que la zone environnante de la machine est exempte de débris inflammables. Seules les personnes autorisées doivent se trouver à proximité de la machine lorsqu'elle est utilisée.
-
En cas d'urgence, appuyez sur le bouton d'arrêt d'urgence.
Fourniture d'électricité
En raison du nombre de prises de courant de styles différents disponibles, le cordon ne comprend pas de fiche. Il est recommandé à votre électricien d'installer une fiche comparable à votre type de prise de courant. Vous pouvez choisir de relier votre cordon d'alimentation à votre bloc d'alimentation. Il est recommandé à votre électricien d'utiliser une boîte de jonction avec un interrupteur marche/arrêt. Le Miller Weldmaster T300 requiert l'une des exigences électriques suivantes :
- 25 Amp - Monophasé - 230 Volts
- 16 Amp - Monophasé - 400 Volts
Magasin d'alimentation en air
Le Miller Weldmaster T300 comprend une vanne d'alimentation en air de l'atelier qui permet des connexions et déconnexions rapides à l'alimentation en air de l'atelier. En raison du nombre de styles différents de connecteurs de ligne d'air, un raccord rapide mâle n'est pas inclus. Vous devrez choisir un raccord rapide mâle avec un filetage NPT (National Pipe Thread) de ¼ de pouce pour correspondre à votre raccord rapide femelle. L'appareil Miller Weldmaster T300 a besoin de l'air d'atelier suivant :
- Minimum de 5 cfm à 120 psi
- Ne pas dépasser 140 litres/min à 8,3 bars
- Un séparateur d'eau et de saleté en ligne
4.0 Principes de l'étanchéité à la chaleur
Chaleur
Système de chauffage à air chaud
La chaleur nécessaire à l'opération de soudage est créée électriquement par un élément chauffant situé à l'intérieur du boîtier de l'élément chauffant. Le compresseur d'air interne pompe l'air sur l'élément chauffant et transporte la chaleur à travers la buse d'air chaud, appliquant la chaleur au matériau à souder. La température de l'air chaud varie de 25 à 730 degrés Celsius (100 à 1350 degrés Fahrenheit).
Système de chauffage Hot Wedge
Le système de chauffage Hot Wedge utilise quatre éléments chauffants en cartouche pour chauffer électriquement le Wedge. La température du Hot Wedge varie de 25 à 490 degrés Celsius (100 à 915 degrés Fahrenheit).
Vitesse
La vitesse des rouleaux de soudage détermine la durée pendant laquelle la chaleur est appliquée au matériau à souder. Plus la vitesse est lente, plus le matériau est chauffé. Plus la vitesse est élevée, moins le matériau est chauffé. Pour obtenir la meilleure couture, une quantité minimale de chaleur doit être appliquée au matériau tout en obtenant une couture complète. Une chaleur trop importante entraînera une déformation du matériau, tandis qu'une chaleur insuffisante empêchera le matériau de se souder.
Pression
La pression du rouleau de soudage est l'étape finale de la création d'une couture. La pression du rouleau de soudage comprime le matériau chauffé, ce qui achève le processus de soudage.
Résumé
Lors du thermoscellage, la combinaison correcte de la chaleur, de la vitesse et de la pression vous permettra d'obtenir un joint correctement soudé.
5.0 Définition des contrôles
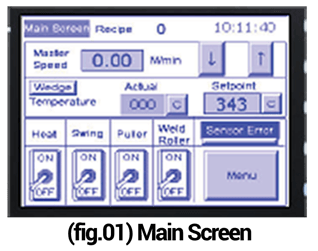
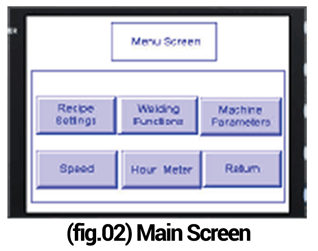
Écran principal - Fonctionnement de l'IHM
Numéro de recette: Ils'agit d'une combinaison particulière des paramètres de chaleur et de vitesse utilisés pour souder différents types de tissus. Ce numéro indique la recette que vous utilisez actuellement sur la machine. 0 - 24 Réglages de recettes disponibles. Pour changer de recette, l'interrupteur marche/arrêt de la chaleur doit être en position d'arrêt.
Vitesse de la machine : Il s'agit de la vitesse du rouleau de soudage. La vitesse peut être réglée en appuyant sur les flèches vers le haut ou vers le bas. Chaque pression sur le bouton augmente ou diminue la vitesse de 0,01 m/min. Si vous maintenez les boutons enfoncés pendant 1 seconde, la vitesse augmentera ou diminuera de 0,1 m/min.
Température réelle : Il s'agit de la température actuelle de la machine.
Point de consigne de la température : Il s'agit de la température à laquelle vous souhaitez que la machine soude vos thermoplastiques.
Interrupteur de chauffage : Il permet d'activer ou de désactiver le régulateur de température.
Bouton Heat Swing (balancement de la chaleur) : Permet d'activer/désactiver le balancement de la chaleur. Le bras pivotant n'entre pas en action lorsque cette touche est réglée sur OFF.
Interrupteur de l'extracteur : Permet d'activer/désactiver l'extracteur de cartes. L'extracteur reste en position haute et ne tourne pas lorsqu'il est en position basse.

Écran de menu - Fonctions de soudage
Cet écran (fig.03) permet de régler les pourcentages de vitesse du rouleau supérieur et du rouleau extracteur. Lorsque tous les rouleaux sont synchronisés, la vitesse est de 100,0 %. Ajustez les pourcentages pour modifier les vitesses de chaque rouleau. La vitesse réelle du rouleau peut être vérifiée sur l'écran d'affichage de la vitesse de la machine.
Auto-Reverse : Cette fonction règle la vitesse d'inversion des rouleaux lorsque la machine s'arrête de souder. Cette fonction permet de minimiser les coutures manquées et d'obtenir un produit parfait. Les flèches UP et DOWN augmentent et diminuent la vitesse d'inversion.
Interrupteurs ON/OFF : Les interrupteurs marche avant/marche arrière, marche/arrêt du système d'entraînement et marche/arrêt de la commande au pied permettent d'activer ou de désactiver les fonctions.
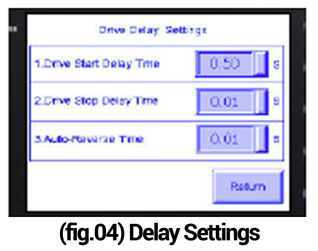
Réglages du délai : Ces réglages sont utilisés pour éliminer les vides dans la couture.
Délai de démarrage de l'entraînement : Une fois que la pédale est enfoncée, le délai de démarrage de l'entraînement retarde la rotation des rouleaux de couture jusqu'à ce que le point de consigne soit atteint. Le délai de démarrage de l'entraînement est réglé par l'opérateur sur la valeur souhaitée.
Délai d'arrêt de l'entraînement : Une fois la pédale relâchée, les rouleaux de couture continueront à tourner jusqu'à ce que le délai d'arrêt du rouleau ait atteint le point de consigne. Le délai d'arrêt des rouleaux est réglé par l'opérateur sur la valeur souhaitée.
Temps d'inversion automatique : Une fois la pédale relâchée, les rouleaux de couture tournent en marche arrière jusqu'à ce que le délai d'arrêt des rouleaux ait atteint le point de consigne et que le temps de marche arrière automatique ait atteint le point de consigne. Le temps de marche arrière automatique est réglé par l'opérateur sur la valeur souhaitée.
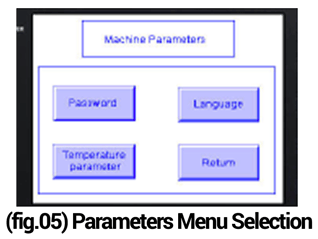
Sélection du menu des paramètres: Lorsque l'on appuie sur ce bouton, un mot de passe doit être saisi. Le mot de passe original est 12345678.

Langue : Sélectionnez la langue en fonction de la demande.
Modification du mot de passe : L'administrateur de la machine peut modifier le mot de passe à huit chiffres de la machine.
Paramètre de température : Pour ajuster la valeur PID (Proportionnelle Intégrale Dérivée).
- KP = Facteur de proportion
- TI = Temps d'intégration
- TD = Rate Time
Limite Hi-Temp: température de chauffage maximale de la machine. Lorsque la température réelle dépasse cette limite, la machine s'arrête automatiquement de chauffer.
Alarme de surchauffe: Lorsque la température réelle est supérieure à la température d'alarme de surchauffe, une alarme s'affiche à l'écran pour avertir l'opérateur.
MAX Output : Limite lapuissance de sortie du système de chauffage.
REMARQUE : Deux paramètres PID différents sont enregistrés dans la machine en fonction du système de chauffage utilisé, air chaud ou eau chaude. machine en fonction du système de chauffage utilisé, air chaud ou coin chaud. chaud. Appuyez sur le bouton Défaut pendant 1 seconde, et le PID reviendra aux paramètres d'usine. retournera aux réglages d'usine.
Compteur horaire : Le compteur horaire compte le temps total pendant lequel le système de chauffage est en marche.
Paramètres de la recette : Lorsque vous modifiez des paramètres, le fait d'appuyer sur la touche SAVE permet d'enregistrer les paramètres ajustés dans la recette sélectionnée.
6.0 Pièces de rechange recommandées
Miller Weldmaster recommande de garder en stock les pièces de rechange suivantes :

REMARQUE : Deux paramètres PID différents sont enregistrés dans la machine en fonction du système de chauffage utilisé, air chaud ou eau chaude. machine en fonction du système de chauffage utilisé, air chaud ou coin chaud. chaud. Appuyez sur le bouton Défaut pendant 1 seconde, et le PID reviendra aux paramètres d'usine. retournera aux réglages d'usine.
Commande de pièces ? Appelez le 855-888-9353 ou envoyez un courriel à service@weldmaster.com
La T300 est une machine de thermocouture qui soude des tissus ou des films en plastique thermique par air chaud ou par coin chaud, en appliquant une pression, une vitesse constante et une température précise pour sceller parfaitement les matériaux en plastique thermique.
Caractéristiques
- Convient pour les tentes de tailles multiples, les bateaux gonflables, les bannières, les bâches, les auvents, etc.
- L'IHM conviviale permet aux opérateurs de régler facilement la machine pour une grande variété de produits.
- Auto-Control Le régulateur de température permet au système de fournir avec précision de la chaleur aux produits en cours de fabrication.
- La commande à double pédale permet de travailler facilement pendant des périodes prolongées avec une grande efficacité.
- Une fonction d'inversion automatique permet à la machine de démarrer et de s'arrêter avec une couture sans vide.
Spécifications techniques
- Ampérage - 25 ampères à 230 volts / 16 ampères à 400 volts
- Puissance nominale - 4000 W
- Tension nominale - 230v AC, 50/60hz ou 400v AC, 50/60hz
- Température maximale - 730°C (1350°F)
- Pression d'air générale - 8,3 bars (120 psi)
- Vitesse de la machine - 3 ft/min à 80 ft/min (1 m/min à 25 m/min)
- Dimensions globales - 69in x 26in x 58in (1750mm x 650mm x 1450mm)
- Largeur du joint - 5mm à 50 mm
- Bruit maximum - 70 dbA
- Poids net - 730lbs (330kg)
- Numéro du document électrique - Le numéro du document est le numéro de série de la machine. Ce numéro se trouve sur l'étiquette de série de la machine.

Section mécanique
- Plateau à rouleaux amovible : le plateau à rouleaux est utilisé pour les applications de lambris, les chants, la finition des bords et les applications générales de couture.
- Bras oscillant : le bras oscillant est utilisé lorsque les produits comportent des formes, des courbes et des tubes dans la zone de couture.

Source de chaleur
- Air chaud : le boîtier de l'élément chauffant contient l'élément chauffant et le couple thermique.
- Hot Wedge : la pointe de la cale chaude contient les éléments chauffants et le couple thermique.
- Unité supérieure : Mouvement de montée et de descente du rouleau de couture supérieur.
- Ensemble de réglage du système de chauffage : Permet un positionnement précis de la buse d'air chaud ou de la pointe de calage.
- Assemblage de l'extracteur de tissu extérieur : Aide l'opérateur à manipuler le matériel tout en produisant des coutures plus plates.

Section des commandes de l'opérateur
- Panneau de commande : L'écran tactile numérique HMI (Human Machine Interface) vous permet de régler les commandes du système.
- Bouton Marche/Arrêt : Le bouton d'alimentation permet d'allumer et d'éteindre la machine.
- Arrêt d'urgence : le bouton d'arrêt d'urgence, lorsqu'il est enfoncé, arrête l'opération de sertissage en cas d'urgence.
Système pneumatique
- Régulateur de pression : Filtre l'eau et la saleté présentes dans l'air. Le régulateur de pression régule la pression de l'appareil. Augmentez la pression en tournant dans le sens des aiguilles d'une montre et diminuez la valeur en tournant dans le sens inverse des aiguilles d'une montre.
- Électrovanne : Contrôle l'action des vérins pneumatiques.
- Manomètre : Utilisé pour afficher le réglage de la pression. Le manomètre du rouleau de couture supérieur est utilisé pour afficher le réglage de la pression du rouleau de couture supérieur.
- Vérin pneumatique : Les vérins pneumatiques de l'unité supérieure/de l'extracteur sont utilisés pour ouvrir et fermer le rouleau de couture et le rouleau d'extracteur. Le vérin du système de chauffage contrôle l'ouverture et la fermeture du système de chauffage .
- Contrôle de la limite de pression de l'extracteur : Se référer à la page 21 pour la procédure de réglage.
Autres
- Disjoncteur de l'alimentation électrique : Utilisé pour le contrôle de protection de l'alimentation générale de la machine complète.
- Interrupteur de la pédale droite : Il commande le levage du rouleau de couture, ainsi que l'ouverture et la fermeture des rouleaux de couture et de l'extracteur (si l'interrupteur de l'extracteur est activé).
- Interrupteur de la pédale gauche : Commande le démarrage et l'arrêt de l'opération de couture.
8.0 Maintenance
Avertissement ! L'opérateur doit couper l'alimentation de la machine avant de procéder.
1. Détachez et retirez le couvercle de protection du boîtier de l'élément.
2. Déballez l'isolation en fibre de verre autour de l'avant du boîtier de l'élément. Veillez à éviter tout contact avec les yeux lorsque vous manipulez l'isolant.

3. Desserrer et retirer les deux boulons du support qui maintiennent le boîtier de l'élément en place.

4. Retirer le boulon de fixation de l'élément dans le boîtier.

6. Retirer l'élément verticalement.
7. Remplacez l'ancien élément par un nouvel élément en suivant la procédure inverse. Lors de la réinstallation de l'élément, veillez à aligner la clé sur la fente du boîtier de l'élément sur l'élément.
REMARQUE : Le tube de verre est facilement cassable et peut déjà être brisé, soyez très prudent.
Circuits électriques
- Lorsque vous remplacez des pièces et des composants, vous devez utiliser des pièces ou des composants du même type que ceux d'origine ou équivalents au type d'origine . Les pièces de rechange de l'équipement d'origine doivent être achetées auprès de Miller Weldmaster ou d'un distributeur agréé par Miller Weldmaster .
- L'armoire électrique doit être nettoyée tous les six mois. Pour nettoyer correctement l'armoire électrique : débranchez l'alimentation électrique et, à l'aide d'air comprimé et d'un pistolet à air comprimé, soufflez doucement de l'air sur les composants électriques et l'armoire de commande en éliminant la poussière et les débris de la zone.
- Pour éviter d'endommager l'automate, l'écran et le panneau de commande, ne jamais brancher ou débrancher les câbles reliant l'automate, l'écran et le panneau de commande lorsque l'appareil est sous tension.
- Si un défaut ne peut être éliminé, veuillez contacter immédiatement le service après-vente à l'adresse suivante : Miller Weldmaster.
Système d'entraînement
- Vérifier si les pignons d'entraînement sont disloqués ou desserrés.
- Vérifier si les chaînes sont trop lâches. Serrez-les si nécessaire.
- Vérifier que la buse est parallèle et au centre du rouleau de couture. Si ce n'est pas le cas, elle doit être réglée conformément à la procédure de réglage du système de chauffage à air chaud.
- Vérifier que le mouvement de montée et de descente de l'unité supérieure est régulier.
AVIS : Le tube de verre est facilement cassable et peut déjà se briser, soyez très prudent.
Nettoyage/remplacement du filtre à air (pour les appareils à air chaud uniquement)
Le Miller Weldmaster T300 est équipé d'un compresseur d'air externe qui alimente l'élément chauffant. Le nettoyage et le remplacement périodiques de la cartouche du filtre à air sont nécessaires pour maintenir un débit d'air suffisant. Un débit d'air insuffisant ou la présence d'impuretés dans le flux d'air réduira la durée de vie de l'élément thermique.
Nettoyer la cartouche du filtre à air chaque semaine
Si les conditions ambiantes de votre zone de production ne sont pas propres, il est recommandé de nettoyer la cartouche du filtre à air deux fois par semaine.
- Desserrer et retirer le bouchon d'extrémité de la cartouche du filtre à air.
- Retirer la cartouche du filtre à air.
- À l'aide d'un nettoyant pour freins ou d'un produit contenant de grandes quantités d'éther, pulvérisez la cartouche du filtre à air de l'intérieur vers l'extérieur .
- Séchez la cartouche du filtre à air en la soufflant de l'intérieur vers l'extérieur avec de l'air du commerce.
- Réinstaller la cartouche du filtre à air et le bouchon d'extrémité de la cartouche du filtre à air sur le compresseur d'air interne et serrer.
Remplacer la cartouche du filtre à air tous les 3 à 6 mois
Si les conditions ambiantes de votre zone de production ne sont pas propres, il est recommandé de remplacer la cartouche du filtre à air tous les mois.
- Retirer le bouchon d'extrémité de la cartouche du filtre à air.
- Retirer la cartouche du filtre à air.
- Remplacer par une nouvelle bouteilles d'air, numéro de pièce 330297.
- Réinstallez la cartouche du filtre à air et le bouchon d'extrémité de la cartouche du filtre à air sur le compresseur d'air interne.
Serrage/huilage des chaînes
Le Miller Weldmaster T300 possède plusieurs chaînes qui sont utilisées pour entraîner les rouleaux de couture et les rouleaux d'extraction. Bien qu'il ne s'agisse pas d'un élément nécessitant un entretien important, les chaînes doivent être inspectées une fois par an pour s'assurer qu'il n'y a pas de corrosion, de rouille ou de saleté excessive. Vérifiez également qu'elles ne sont pas trop lâches ou détendues. Si nécessaire, lubrifiez les chaînes une fois par an avec de l'huile pour engrenages 80w - 90w.
1. Mettez le disjoncteur en position d'arrêt.
2. Débranchez le cordon d'alimentation de la source d'énergie. Si le cordon d'alimentation est câblé, coupez l'alimentation au niveau de la boîte de jonction.

3. Retirez le couvercle de l'armoire d'extrémité et inspectez les chaînes. Effectuez l'entretien des chaînes si nécessaire.
4. Retirer les embouts de la poutre inférieure et inspecter les chaînes. Effectuer l'entretien des chaînes si nécessaire.

5. Retirer le couvercle de l'extracteur et les couvercles de l'unité supérieure du rouleau de couture. Effectuer l'entretien des chaînes si nécessaire.
Remplacement de l'embout de la cale
1. Coupez l'alimentation de la machine en mettant le disjoncteur principal en position d'arrêt.
2. S'assurer que le coin a refroidi jusqu'à une température permettant de le manipuler.
3. Desserrer et retirer le couvercle du boîtier.

4. Déconnectez les fils mâle et femelle des fils du thermocouple et de la cale.
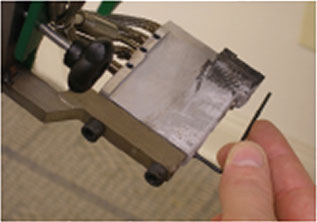
5. Desserrer les deux vis de réglage situées sur le côté de la cale.
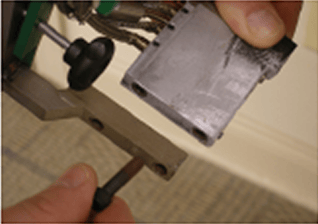
6. Retirer les deux boulons du support de montage arrière et retirer l'ensemble de la cale.
7. Installez le nouvel ensemble de cale en inversant les instructions ci-dessus. Lorsque vous serrez les boulons à l'arrière de la cale, desserrez-les d'un huitième de tour pour que la cale ait un peu de "flottement".
Réglages du système de chauffage à air chaud
Commencez par allumer l'air chaud et réglez-le à la température souhaitée. Mettez les rouleaux de couture en position fermée en enclenchant la pédale des rouleaux de couture.
- Position de la buse de gauche à droite, vérifiez-la en engageant la pédale d'entraînement et en observant l'extrémité de la buse. Elle doit être centrée de gauche à droite sur les rouleaux de couture, si c'est le cas, passer à l'étape d'alignement suivante. Si ce n'est pas le cas, repérer le bouton de verrouillage gauche-droite et le desserrer de deux tours. Cela permettra d'ajuster le micromètre de gauche à droite. Localisez maintenant le micromètre gauche-droite qui se trouve à peu près au niveau des yeux de l'opérateur. En tournant le bouton du micromètre de gauche à droite de manière à ce que la valeur numérique augmente, la pointe de la buse se déplace vers la gauche. En tournant le bouton du micromètre de gauche à droite de manière à ce que la valeur numérique diminue, l'extrémité de la buse se déplace vers la droite. Une fois que la buse est centrée sur les rouleaux de couture, serrer le bouton de verrouillage de gauche à droite.
- Position de la buse vers le haut et vers le bas, vérifiez-la en enclenchant la pédale d'entraînement et en observant l'extrémité de la buse. Elle doit être dirigée vers le point de pincement des deux rouleaux de couture, si c'est le cas, passez à l'étape d'alignement suivante. Si ce n'est pas le cas, localisez le bouton de verrouillage de la hauteur et desserrez-le de deux tours. Cela nous permettra de régler le bouton micrométrique de hauteur. Le bouton micrométrique de hauteur est situé au bas du système de chauffage et pointe vers le bas. En tournant la molette de hauteur de manière à ce que la valeur numérique augmente, la pointe de la buse sera relevée. La rotation de la molette du micromètre de hauteur de manière à ce que la valeur numérique diminue abaisse l'extrémité de la buse. Une fois la buse alignée, serrez la molette de blocage de la hauteur.
Remarque : la pointe de la buse se déplace vers le haut ou vers le bas lorsque la chaleur est modifiée. Après un changement de température de plus de 100 degrés, vérifier la hauteur de la buse. - La profondeur de la buse doit se situer à environ ¼ - ½ pouce du point de pincement des rouleaux de couture. Vérifiez ceci en engageant la pédale d'entraînement et en observant l'extrémité de la buse. Si la buse est alignée, effectuez un essai de soudage. Si ce n'est pas le cas, repérez le bouton de verrouillage de la profondeur et desserrez-le de deux tours. Cela nous permettra de régler la molette du micromètre de profondeur. La molette du micromètre de profondeur est située à l'arrière du système de chauffage, dans le sens du flux de tissu. En tournant le bouton du micromètre de profondeur de manière à ce que la valeur numérique augmente, vous rapprocherez la pointe de la buse des rouleaux de couture. Tourner la molette de profondeur de manière à ce que la valeur numérique diminue pour éloigner la pointe de la buse des rouleaux de couture. Une fois la buse alignée, serrer le bouton du micromètre de profondeur. Lorsque la buse est alignée, effectuer un essai de soudage.
Réglages de l'extracteur
- Une fois la table en place, réglez la hauteur de l'extracteur de matériau à l'aide du collier en acier et du contre-écrou pour obtenir la hauteur souhaitée de l'extracteur de matériau.
- Pour la plupart des applications, la roue d'extraction du matériau doit d'abord être réglée jusqu'à ce qu'elle touche légèrement le rouleau en acier inoxydable.
- Ajustez ensuite la roue de l'extracteur légèrement plus bas en tournant le collier de réglage d'un demi-tour dans le sens inverse des aiguilles d'une montre. Cela permettra d'assurer un contact complet des surfaces d'accouplement.
Montage/démontage/ajustement de l'assemblage de la table
- Commencez par desserrer les deux boutons noirs situés à droite de l'opérateur (il n'est pas nécessaire de les retirer).
- Passez ensuite du côté de l'extracteur de la machine. Juste en dessous de l'extracteur de matériau se trouvent deux boutons noirs semblables aux fixations précédemment desserrées. Retirez ces boutons tout en supportant le poids de la table.
- Enfin, soulevez et tirez l'ensemble de la table hors de la gorge de la machine par l'arrière (côté extracteur).
Réglages du système de chauffage par coin chaud
Une remarque avant de commencer : la cale doit être un peu lâche (3/16 de pouce de jeu). Commencez par en réglant la vitesse principale sur zéro et en fermant les rouleaux de couture.
Première étape de l'alignement
Lorsque le bras de calage pivote et avance, il est impératif que la pointe de la goupille d'alignement s'insère dans le renfoncement du bras de calage. Vérifiez-le en enclenchant la pédale d'entraînement. Si c'est le cas, passez à la deuxième étape de l'alignement. Si ce n'est pas le cas, localisez le bouton de réglage du centrage sur le dessus du bras de calage. En desserrant la molette de réglage centrique, vous pourrez faire tourner l'arbre moleté de ¼ de tour jusqu'à ce que la goupille d'alignement s'insère dans le renfoncement. Serrez la molette de réglage centrique lorsque l'alignement est correct.
Deuxième étape de l'alignement
La pointe de la cale doit être à la même hauteur que le point de pincement des rouleaux de couture. Vérifier cela en engageant la pédale d'entraînement et en observant la pointe de la cale. Elle doit se diriger directement vers le point de pincement des rouleaux de couture sans toucher d'abord le rouleau de couture supérieur ou inférieur. Parallèlement, il convient de vérifier l'inclinaison de la cale. Assurez-vous que la pointe gauche n'est pas placée plus haut ou plus bas que la pointe droite. Pour ce faire, vous devez vous placer à hauteur des yeux des rouleaux de couture. Si tout va bien, passez à la troisième étape de l'alignement. Si ce n'est pas le cas, localisez le bouton de verrouillage de la hauteur et desserrez-le de deux tours. Cela permettra d'ajuster le bouton micrométrique de hauteur. La rotation de la molette micrométrique de hauteur de manière à ce que la valeur numérique augmente, relèvera la cale. La rotation du bouton micrométrique de hauteur de manière à ce que la valeur numérique diminue permet d'abaisser la cale. Le réglage de l'inclinaison nécessite une combinaison de desserrage et de serrage des boutons d'inclinaison gauche et droit. Une fois que la hauteur de la pointe de la cale et l'inclinaison sont alignées, serrez la molette de blocage de la hauteur.
Troisième étape de l'alignement
La pointe de la cale doit être alignée de gauche à droite et centrée sur les rouleaux. Vérifiez cela en enclenchant la pédale d'entraînement et en regardant si la pointe est centrée sur les rouleaux après avoir avancé. Si c'est le cas, passez à la quatrième étape de l'alignement. Si ce n'est pas le cas, localisez le bouton de verrouillage gauche/droite et desserrez-le de deux tours. Cela permettra d'ajuster le bouton micrométrique gauche/droit. Tourner pour diminuer la valeur numérique de la molette micrométrique gauche/droite pour déplacer la cale vers la droite. Une rotation pour augmenter la valeur numérique du bouton micrométrique gauche/droite déplace la cale vers la gauche. Une fois que la pointe de la cale est alignée de gauche à droite avec les rouleaux de couture, serrer le bouton de verrouillage gauche/droit.
Quatrième étape de l'alignement
La pointe de la cale doit être à l'équerre par rapport aux rouleaux de couture. Vérifier cela en engageant la pédale d'entraînement et en regardant par-dessus la face supérieure de la cale. Vérifier que la cale est bien à l'équerre par rapport aux rouleaux de couture. Si l'alignement est correct, passer à la cinquième étape d'alignement. Si ce n'est pas le cas, desserrez légèrement les boulons de montage de la cale, tournez très légèrement l'ensemble du système de chauffage dans la direction souhaitée et resserrez les boulons de montage de la cale. Vérifiez à nouveau l'équerrage de la cale. Répétez l'opération jusqu'à ce que la cale soit montée à l'équerre.
Cinquième étape de l'alignement
La dernière étape concerne la profondeur de la cale. Vérifiez ce réglage en enclenchant la pédale d'entraînement pour contrôler le contact entre la cale et les rouleaux de couture. Si le contact est insuffisant, la cale touchera à peine les rouleaux. Le transfert de chaleur vers le matériau sera alors insuffisant. Si le contact est trop important, la cale entre en contact avec les rouleaux et l'unité de pivotement supérieure de la cale dévie. La cale sera alors aspirée par les rouleaux de couture pendant le sertissage. Si l'alignement est correct, activez l'interrupteur de chauffage et préparez une couture d'essai. Si ce n'est pas le cas, repérer le bouton de verrouillage de la profondeur et le desserrer de deux tours. Cela permettra de régler la molette du micromètre de profondeur. En tournant la molette du micromètre de profondeur pour augmenter la valeur numérique, la cale s'éloigne des rouleaux de couture. En tournant la molette du micromètre de profondeur pour diminuer la valeur numérique, la cale se rapproche des rouleaux de couture. Lorsque l'alignement est correct, serrer le bouton de verrouillage de la profondeur. Enclencher l'interrupteur de chauffage et préparer une couture d'essai.
Réglage de la vitesse du rouleau de couture supérieur
Le T300 dispose d'un réglage de la vitesse du rouleau de couture supérieur qui vous permet de varier la synchronisation du rouleau de couture supérieur avec le rouleau de couture inférieur. Dans certaines situations, le rouleau supérieur doit tourner plus vite que le rouleau inférieur. Voici quelques exemples : soudage d'un ourlet, Soudure d'un ourlet poche et soudage d'une pièce droite à une pièce arrondie. Pour augmenter la vitesse du rouleau supérieur, procédez comme suit :
- Appuyez sur le bouton de menu dans l'écran principal.
- Appuyez sur le bouton des fonctions de soudage dans l'écran de menu.
Pour régler le pourcentage de vitesse du rouleau de couture supérieur, vous pouvez appuyer sur les flèches vers le haut ou vers le bas pour augmenter ou diminuer la vitesse, ou appuyer sur la case avec le pourcentage et un clavier numérique apparaîtra. Sélectionnez la valeur numérique souhaitée.
Remplacer la batterie de l'IHM

1. Retirez le couvercle d'accès à l'arrière du T-300. Il est maintenu en place par 4 vis.
2. Retirez l'écrou central, ce qui libère la sangle de retenue qui maintient l'IHM dans la tête du T-300.
3. Lorsque vous retirez l'IHM, vous devez faire attention à ne pas endommager les fils qui sont attachés à la prise.
4. Une fois l'IHM retirée de la machine, le couvercle arrière doit être enlevé pour accéder à la batterie.

5. Une fois le couvercle retiré, vous pouvez retirer l'ancienne batterie, puis installer la nouvelle batterie et réinstaller le couvercle arrière.
6. Une fois la nouvelle batterie installée, l'IHM peut être réinstallée dans le T-300.
Remplacer la pile
Lors du remplacement de la pile de l'automate, il est important que l'appareil soit sous tension pendant toute la durée de la procédure afin d'éviter toute perte de mémoire.
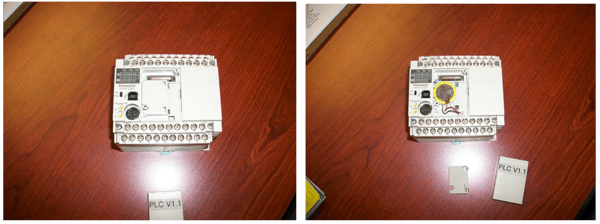
1. Retirer le couvercle d'accès de l'automate.
2. Retirer le couvercle de la batterie
3. Retirer la batterie.
4. Installez la nouvelle batterie et remettez le couvercle d'accès en place. La machine devrait être prête à fonctionner normalement.

9.0 Spécifications de transport et stockage
Attention ! Il est recommandé d'utiliser un chariot élévateur pour déplacer ou retirer une machine en caisse d'une palette.
Transport au sein d'une installation de production
En raison du poids de la machine Miller Weldmaster , le fabricant exige l'utilisation d'un chariot élévateur ou d'un moteur de remorquage. Les fourches doivent être insérées sous le châssis inférieur, le long du centre de gravité. Soulever lentement pour s'assurer que les fourches sont correctement placées.
Transport en dehors de l'installation de production
Le fabricant exige que la machine Miller Weldmaster soit placée sur une palette et chargée dans un camion à l'aide d'un chariot élévateur à fourche ou d'un moteur de remorquage. Les fourches doivent être insérées sous le châssis inférieur, le long du centre de gravité. Fixez la machine sur la palette et protégez les différentes commandes et fonctions en mettant la machine en caisse.
Stockage
Le fabricant recommande de protéger la machine de l'excès de poussière et d'humidité chaque fois qu'elle n'est pas utilisée. L'opérateur doit se familiariser avec les symboles d'avertissement apposés sur la machine afin d'être attentif aux zones potentiellement dangereuses de la machine.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
10.0 Exigences techniques
Exigences techniques
- La pression totale de l'air doit être de 8,3 bars (120 psi).
- La pression de la roue à souder de l'unité supérieure doit être comprise entre 5 psi et 60 psi (.3 bar et 4.1 bar).
- Le levage du rouleau de couture supérieur doit être régulier et libre, sans vibration apparente.
- Lorsque les rouleaux de couture supérieur/inférieur sont correctement alignés, les bords des deux rouleaux doivent être parallèles et alignés.
- Balancement du système de chauffage : L'entrée et la sortie du système de chauffage doivent être fluides et naturelles à une vitesse modérée.
- Les conduites d'air et les raccords pneumatiques ne doivent pas présenter de fuites.
NOTE : La modification de facteurs tels que l'épaisseur des matériaux, les qualifications des opérateurs et les différents environnements et conditions météorologiques peuvent avoir une incidence directe sur le produit. L'opérateur doit être en mesure de comprendre les facteurs ajustables suivants en particulier :
- Température de chauffage
- Pression atmosphérique
- La pression du rouleau de couture supérieur
- Volume d'air
- Placement du système de chauffage
11.0 Documents supplémentaires relatifs aux machines