Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation de la soudeuse T2 Extreme Seam. Pour garantir des performances optimales de votre soudeuse, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Utilisation prévue
- Chapitre 2 : Explication des avertissements
- Chapitre 3 : Exigences électriques
- Chapitre 4 : Principes de l'étanchéité thermique
- Chapitre 5 : Définition des contrôles
- Chapitre 6 : Fonctionnement
- Chapitre 7 : Adaptation
- Chapitre 8 : Conseils pour le soudage
- Chapitre 9 : Guides
- Chapitre 10 : Maintenance
- Chapitre 11 : Pièces de rechange recommandées
- Chapitre 12 : Transport et stockage
- Chapitre 13 : Documents supplémentaires relatifs à la machine
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Utilisation prévue
La T2 est une machine à souder rotative à coins chauds destinée à sceller à chaud des plastiques thermiques soudables tels que
- Tissus laminés et enduits de vinyle (PVC)
- Films en vinyle (PVC) et en polyuréthane (PU)
- Tissu enduit de polyuréthane (PU) et de polypropylène (PP)
- Polyéthylène (PE)
- Films et tissus en caoutchouc thermoplastique (TPR)
- Polyester et polypropylène non tissés
- Rubans de fusion divers
- Sangle soudable
- Produits extrudés rigides
Le fabricant n'approuve pas :
- Toute autre utilisation de ces machines.
- Le retrait de tout dispositif de sécurité en cours d'utilisation.
- Modification non autorisée des machines.
- Utiliser des pièces de rechange qui ne sont pas approuvées par le fabricant.
 Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
2.0 Explication des avertissements
Le site Miller Weldmaster T3 comporte plusieurs symboles d'avertissement différents. Ces symboles ont pour but d'alerter l'opérateur sur les zones potentiellement dangereuses de la machine. Familiarisez-vous avec leur emplacement et leur signification.

Attention : Débrancher l'appareil
L'autocollant "Attention : Débrancher la machine" est placé près de l'ouverture de l'armoire et de tous les panneaux d'accès. Pour éviter toute électrocution, l'appareil doit toujours être débranché avant l'ouverture de la porte de l'armoire.

Attention : Électricité
L'autocollant "Attention : L'autocollant "Électricité" est placé à proximité des zones contenant de l'électricité.

Attention : Lire le document
Lire la documentation qui l'accompagne avant de l'utiliser.
3.0 Exigences en matière d'électricité et d'air
Avertissement ! Seul un électricien qualifié est habilité à brancher l'alimentation électrique.
Fourniture d'électricité
En raison du nombre de prises de courant de styles différents disponibles, le cordon ne comprend pas de fiche. Il est recommandé à votre électricien d'installer une fiche compatible avec votre type de prise de courant. Vous pouvez choisir de brancher votre cordon d'alimentation sur votre alimentation électrique.
Il est recommandé à votre électricien d'utiliser une boîte de jonction avec un interrupteur marche/arrêt et une protection contre les courts-circuits, comme l'exige le code électrique local, pour la déconnexion primaire. Le Miller Weldmaster T-3 nécessite l'alimentation électrique suivante.
-15 Ampères - Monophasé - 110/220 Volts
4.0 Principes de l'étanchéité à la chaleur
Chaleur
Système de chauffage à air chaud
La chaleur nécessaire à l'opération de soudage est créée électriquement par un élément chauffant situé à l'intérieur du boîtier de l'élément chauffant. Le compresseur d'air interne pompe l'air sur l'élément chauffant et transporte la chaleur à travers la buse d'air chaud, appliquant la chaleur au matériau à souder. La température de l'air chaud varie de 25 à 600 degrés Celsius (100 à 1200 degrés Fahrenheit).
Vitesse
La vitesse des rouleaux de soudage détermine la durée pendant laquelle la chaleur est appliquée au matériau à souder. Plus la vitesse est lente, plus le matériau est chauffé. Plus la vitesse est élevée, moins le matériau est chauffé. Pour obtenir la meilleure couture, une quantité minimale de chaleur doit être appliquée au matériau tout en obtenant une couture complète. Une chaleur trop importante entraînera une déformation du matériau, tandis qu'une chaleur insuffisante empêchera le matériau de se souder.
Pression
La pression du rouleau de soudage est l'étape finale de la création d'une couture. La pression du rouleau de soudage comprime le matériau chauffé, ce qui achève le processus de soudage.
Résumé
Lors du thermoscellage, la combinaison correcte de la chaleur, de la vitesse et de la pression vous permettra d'obtenir un joint correctement soudé.
5.0 Définition des commandes
Le fabricant suggère que tous les opérateurs soient familiarisés avec toutes les commandes de leur machine. Il est dans l'intérêt de l'opérateur de connaître l'utilité de toutes ces commandes et leurs fonctions. Il est dans l'intérêt de l'opérateur de connaître l'utilité de toutes ces commandes et leurs fonctions.
 Position de départ : Lorsque le levier est en position de démarrage, la buse de chauffage est pivotée vers l'extérieur et en état de pause.
Position de départ : Lorsque le levier est en position de démarrage, la buse de chauffage est pivotée vers l'extérieur et en état de pause.
 Rouleaux Ouverture/Fermeture : Lorsque le levier est en position d'ouverture/fermeture des rouleaux, le rouleau de couture supérieur se ferme et maintient le matériau en place.
Rouleaux Ouverture/Fermeture : Lorsque le levier est en position d'ouverture/fermeture des rouleaux, le rouleau de couture supérieur se ferme et maintient le matériau en place.
 Pivotement de la buse vers l'intérieur/extérieur : Le fait d'actionner le levier en position d'entrée/sortie de la buse permet à la buse de se mettre en place et aux rouleaux de couture de commencer à tourner.
Pivotement de la buse vers l'intérieur/extérieur : Le fait d'actionner le levier en position d'entrée/sortie de la buse permet à la buse de se mettre en place et aux rouleaux de couture de commencer à tourner.
 Air On/Off : Interrupteur à bascule marche/arrêt.
Air On/Off : Interrupteur à bascule marche/arrêt.
Bouton de température : En tournant le bouton dans le sens des aiguilles d'une montre, la température augmente. Tourner le bouton dans le sens inverse des aiguilles d'une montre diminue la température.
6.0 Fonctionnement
REMARQUE : Avant de mettre la machine en marche, vérifiez-la soigneusement et assurez-vous qu'aucun objet étranger ne se trouve sous la zone de soudage. Assurez-vous que la zone environnante de la machine est exempte de débris inflammables. Seules les personnes autorisées peuvent utiliser la machine.
Démarrage
1. (Assurez-vous que le levier de commande de démarrage de la machine est en position "Start".) Branchez le cordon d'alimentation à la source d'alimentation appropriée.
2. Vérifier l'alignement de la buse, du rouleau de soudage et du guide
3. Positionner l'interrupteur d'alimentation en air chaud sur ON (-).
4. Tourner le bouton de température jusqu'à la température désirée et laisser la chaleur monter jusqu'à la température désirée.
5. Vérifier l'alignement des buses une fois que le système de chauffage a atteint la température souhaitée.
6. Introduire le matériau dans les rouleaux de soudage et commencer à souder.
Fermeture :
1. Tourner le bouton de température jusqu'à la température la plus basse (0). Laisser la température de l'air sortant de la buse atteindre la température ambiante.
2. Mettre l'interrupteur d'alimentation en air chaud sur OFF (0).
3. Débrancher le cordon d'alimentation des machines et/ou le disjoncteur principal est éteint.

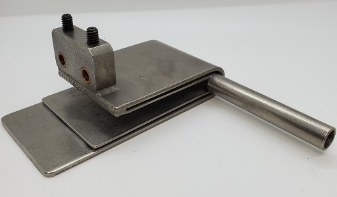
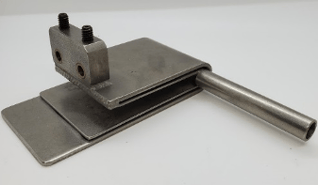
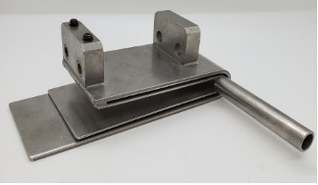
Réglage de la buse d'air chaud
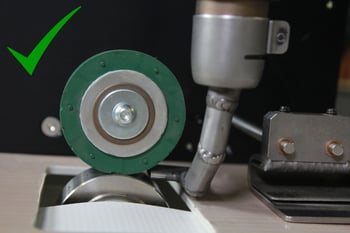
Le positionnement de la buse d'air chaud est un élément important du soudage à l'air chaud. Lorsque le système d'air chaud se met en place, il est impératif que la pointe de la buse souffle de l'air chaud directement dans le point de pincement des rouleaux de couture. Avant de régler la buse d'air chaud, assurez-vous que le guide de matériau est retiré pour lui permettre de se mettre en place et d'effectuer les réglages librement.
Réglage de la buse d'air chaud
Avant de vérifier l'alignement de la buse d'air chaud, réglez le régulateur de vitesse sur une valeur basse et fermez les rouleaux de soudage.
- Faire pivoter la buse d'air chaud en place en tournant le levier de commande en position d'entrée/sortie de la buse. Une fois que la buse d'air chaud a atteint la position de soudage, vérifier l'emplacement de la buse d'air chaud par rapport aux rouleaux de soudage, puis ramener le levier de commande en position de départ.
- S'assurer que la buse est à l'équerre par rapport aux rouleaux de couture et qu'elle souffle directement dans le point de pincement des rouleaux.
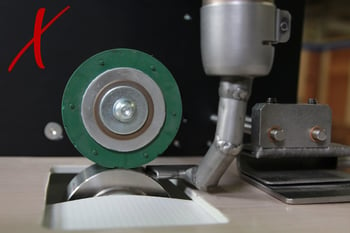
- Si la hauteur de la buse d'air chaud est supérieure ou inférieure au point de pincement, un réglage sera nécessaire.
- Pour régler l'alignement de la buse, la cale doit d'abord être en position initiale. Pour régler l'alignement de la buse, la cale doit d'abord être en position initiale.
- Desserrez l'unique vis à tête cruciforme qui maintient la buse sur le système d'air chaud et procédez aux réglages. (Veiller à ce que le système de chauffage soit froid, sous peine de se blesser).
- Procéder aux réglages et commencer à souder.

Mauvaise couture
Il ne s'agit pas d'une bonne couture. Bien que le tissu soit quelque peu soudé, il ne l'est pas à 100 %. Deux choses doivent se produire pour que cette couture soit acceptée. Soit la vitesse doit être réduite, soit la chaleur doit être augmentée.

Bonne couture
Il s'agit d'une bonne couture. Le tissu est soudé à 100 %. Vous pouvez voir que le tissu se délamine sur toute la largeur de la couture.

Tension inégale du tissu
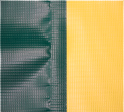
Il s'agit d'un exemple de tension trop forte sur le panneau de tissu supérieur. Il est important que l'opérateur maintienne une tension égale sur les panneaux de tissu supérieur et inférieur pendant que la machine soude. Comme illustré, le panneau vert passe par le côté gauche (en haut) de la soudeuse et le panneau jaune passe par le côté droit (en bas) de la soudeuse. Lorsque la tension est maintenue sur le panneau supérieur, le panneau inférieur présente des plis à côté de la couture. Ajustez la tension maintenue pour obtenir une finition plus lisse.
Tension inégale du tissu
Il s'agit d'un exemple de tension trop forte sur le panneau de tissu inférieur. Il est important que l'opérateur maintienne une tension égale sur les panneaux de tissu supérieur et inférieur pendant que la machine soude. Comme illustré, le panneau vert passe par le côté gauche (en haut) de la soudeuse et le panneau jaune passe par le côté droit (en bas) de la soudeuse. Lorsque la tension est plus forte sur le panneau inférieur, le panneau supérieur présente des plis à côté de la couture. Ajustez la tension maintenue pour obtenir une finition plus lisse.

Couture parfaite
Voici un exemple de couture parfaite. Il n'y a pas d'ondulations, de rides ou de plis. La chaleur, la vitesse et la pression, combinées à la tension appliquée par les opérateurs, sont parfaites.
.png?width=318&name=1%E2%80%9D%20Hem%20(25mm).png)
.png?width=318&name=1.5%E2%80%9D%20Hem%20(38mm).png)
10.0 Maintenance
Le T2 de Miller Weldmaster comporte certains éléments qui doivent être entretenus pour que la machine fonctionne le plus efficacement possible. Le T2 possède une chaîne qui sert à entraîner les rouleaux de soudure et le rouleau de déplacement de la machine. Bien qu'il ne s'agisse pas d'éléments nécessitant un entretien important, les chaînes doivent être inspectées tous les 3 mois pour s'assurer qu'il n'y a pas de corrosion, de rouille ou de saleté excessive. Vérifiez également que la chaîne, les pignons ou les engrenages ne sont pas trop lâches. Si nécessaire, lubrifiez les chaînes et les engrenages une fois tous les 3 mois avec de l'huile pour engrenages 80-90w.

1. Avant d'entreprendre des inspections ou des travaux d'entretien de quelque nature que ce soit, il faut mettre l'interrupteur d'alimentation en position d'arrêt ou le débrancher.
2. Retirez le capot arrière de la machine et inspectez les chaînes, les pignons, les engrenages et toutes les autres pièces mécaniques. Au cours de l'inspection, recherchez des surfaces d'usure, de la poussière sombre sous les pignons et les roues dentées, des chaînes sèches ou tout autre signe d'usure.
3. Huiler les chaînes, les pignons et les engrenages selon les besoins. Remplacer les pièces usées si nécessaire.
4. Une fois que le système mécanique a été inspecté et entretenu, inspectez le système électrique. Commencez l'inspection en soufflant légèrement l'intérieur de la machine à l'aide d'un pistolet à air comprimé (assurez-vous que l'air comprimé est complètement sec et propre). Inspectez les composants électriques, les fils et les bornes pour vérifier qu'il n'y a pas de zones sombres ou décolorées.
7. Une fois l'inspection et l'entretien terminés, remettez le couvercle arrière en place et serrez tous les boulons de fixation.
11.0 Remplacement recommandé
Miller Weldmaster recommande de garder en stock les pièces de rechange suivantes :
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
- Élément chauffant
- Rouleaux de couture
- Buses ( 1", 1.5", 2" )
12.0 Transport et stockage
Transport au sein d'une installation de production
En raison du poids de la machine Miller Weldmaster , le fabricant demande deux personnes pour la déplacer. Lors du levage de la machine, saisissez la base et non les parties non sécurisées. Veillez également à soulever la machine lentement et avec précaution afin d'éviter tout risque de blessure. Sécurisez tous les composants avant de soulever la machine.
Transport en dehors d'une installation de production
Le fabricant exige que la machine Miller Weldmaster soit placée sur une palette et chargée dans un camion à l'aide d'un chariot élévateur à fourche ou d'un moteur de remorquage. Les fourches doivent être insérées sous le châssis inférieur, le long du centre de gravité. Avant de soulever la machine, veillez à fixer tous les composants. Soulever lentement pour s'assurer que les fourches sont correctement placées. Fixez la machine à la palette ou à la remorque et protégez les différentes commandes et fonctions en mettant la machine en caisse.
Stockage
Le fabricant recommande de protéger la machine de l'excès de poussière et d'humidité chaque fois qu'elle n'est pas utilisée. L'opérateur doit se familiariser avec les symboles d'avertissement apposés sur la machine afin d'être attentif aux zones potentiellement dangereuses de la machine.
13.0 Documents supplémentaires sur les machines