Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation de la soudeuse Spec Extreme Seam. Pour garantir des performances optimales de votre soudeuse, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Introduction
- Chapitre 2 : Alignement et réglage des cales
- Chapitre 3 : Nettoyage des cales
- Chapitre 4 : Dépose et remplacement des cales
- Chapitre 5 : Guide de chevauchement
- Chapitre 6 : Guide de chevauchement de l'acrylique
- Chapitre 7 : Guide de l'ourlet
- Chapitre 8 : Guide du cordon d'ourlet
- Chapitre 9 : Guide de poche
- Chapitre 10 : Guide de l'ourlet plat
- Chapitre 11 : Guide de l'ourlet en acrylique
- Chapitre 12 : Guide Keder
- Chapitre 13 : Le cadre de Keder
- Chapitre 14 : Mise en place des matériaux
- Chapitre 15 : Instructions d'utilisation
- Chapitre 16 : Contrôles des moteurs
- Chapitre 17 : Schémas
- Chapitre 18 : Schéma de câblage
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Introduction
Les soudeuses Spec Extreme sont conçues pour la fabrication en interne d'une large gamme de thermoplastiques souples. Cela inclut, sans s'y limiter, le PVC, le PP, le PE, le LDPE, l'uréthane, les matériaux de géomembrane, etc. Les tissus enduits d'acrylique peuvent également être soudés avec l'ajout de notre ruban de liaison thermique.
La soudeuse Spec Extreme utilise une cale chaude comme source de chaleur. Le collage des thermoplastiques est obtenu par une combinaison de chaleur (température), de vitesse (temps d'exposition) et de pression (force de collage). La soudeuse Spec Extreme fonctionne sans fumée et sans bruit pendant le soudage. La cale permet également de souder des produits plus fins sans déformation.
Nous vous conseillons d'effectuer des coutures d'échantillons de votre matériau pour obtenir les réglages corrects de chaleur, de vitesse et de pression avant de commencer à souder votre produit fini. En outre, l'alignement de la cale est essentiel pour obtenir une couture de qualité. Veillez à consulter la section de ce manuel consacrée à l'alignement de la cale.
1.1 Utilisation prévue
La soudeuse de joints Triad Extreme est une machine à souder par coin chaud destinée à sceller à chaud les plastiques thermiques soudables tels que.. :
- Tissus laminés et enduits de vinyle (PVC).
- Films en vinyle (PVC) et en polyuréthane (PU).
- Tissu enduit de polyuréthane (PU) et de polypropylène (PP).
- Polyéthylène (PE).
Le fabricant n'approuve pas :
- Toute autre utilisation de ces machines.
- Le retrait de tout dispositif de sécurité en cours d'utilisation.
- Modification non autorisée des machines.
- Utiliser des pièces de rechange qui ne sont pas approuvées par le fabricant.
 Seul un technicien dûment formé est habilité à faire fonctionner l'appareil et/ou à effectuer des opérations d'entretien ou des réparations de routine. aux machines.
Seul un technicien dûment formé est habilité à faire fonctionner l'appareil et/ou à effectuer des opérations d'entretien ou des réparations de routine. aux machines.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
2.0 Alignement et réglage des cales
L'alignement correct de la cale est essentiel pour obtenir une couture de qualité du matériau thermoplastique. Le bon positionnement de la cale est à l'origine de toute une série de problèmes liés au collage du matériau, à l'écoulement du matériau dans la machine et à la finition esthétique de la couture. Il est donc essentiel de comprendre et de pratiquer les différents réglages de l'alignement de la cale.Il est recommandé de revoir l'alignement de la cale :
- Sur une base hebdomadaire
- Lorsque vous commencez de nouveaux projets de soudage
- Changement de style et de taille des cales
- Variations importantes du poids ou de la densité du matériau
- Usure notable de la semelle compensée
- Transport de la machine
- Changement d'opérateur de la machine
Il existe trois alignements pour la cale Spec : vertical, angulaire et horizontal. L'alignement vertical correspond à la position haute et basse de la cale par rapport aux rouleaux de pression. L'alignement angulaire correspond à la position de la pointe de la cale par rapport aux rouleaux de pression. L'alignement horizontal se réfère à la position avant ou arrière entre la pointe de la cale et les rouleaux de pression.
Au départ, la soudeuse Spec Extreme est alignée et testée en usine. Un examen visuel de l'alignement doit être effectué à la réception de la machine. En outre, des échantillons de soudure doivent être réalisés pour tester l'alignement ainsi que le matériau à sceller avant de commencer un projet réel.
 Commencez tous les ajustements d'alignement avec une cale fraîche et propre.
Commencez tous les ajustements d'alignement avec une cale fraîche et propre.
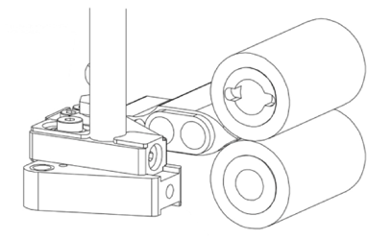
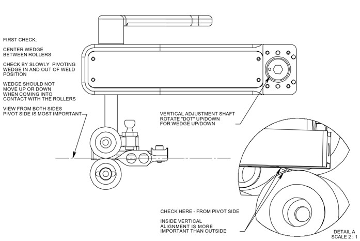
Pour l'alignement vertical, la position correcte doit être la pointe de la cale centrée entre les rouleaux de pression.
|
Étape 1 : Prenez un petit morceau du matériau à souder, pliez-le en deux et placez-le entre les rouleaux de pression. Fermez les rouleaux l'un contre l'autre en plaçant le pli du matériau juste au centre du rouleau |
 |
| Étape 2 : Engagez le levier de calage dans la position de soudage. Commencez à observer la position de la pointe de la cale depuis l'intérieur, du côté du pivot. Déplacez lentement la cale vers l'intérieur et l'extérieur de la position de soudage ; la pointe de la cale doit juste entrer en contact avec le pli du matériau. |  |
|
Étape 3 : Si des ajustements vers le haut ou vers le bas sont nécessaires, utilisez la clé hexagonale de 8 mm pour le réglage vertical. Tournez la clé dans le sens des aiguilles d'une montre ou dans le sens inverse des aiguilles d'une montre pour le mouvement vers le haut ou vers le bas, en regardant du côté du pivot. Lorsque le réglage est correct, regardez depuis le côté extérieur de la cale. |
 |
Pour l'alignement de l'angle, la position correcte pour la plupart des applications devrait être la pointe de la cale parallèle aux rouleaux de pression.
|
Étape 1 : Ouvrir les rouleaux de pression. Tournez la cale en position de soudage. Comparez la cale au fond du rouleau de pression supérieur. Pour ce faire, réglez votre champ de vision à l'arrière du Spec et au-dessus de la zone de soudage de manière à ce que la pointe de la cale soit visible juste en dessous du bord inférieur du rouleau de pression supérieur. |
 |
| Étape 2 : Réglez l'angle de la cale à l'aide d'une clé hexagonale de 4 mm dans la vis de réglage de l'angle située à côté de l'ergot de service de la cale dans le boîtier du pivot de la cale. Observez la position de la pointe de la cale et ajustez-la si nécessaire. En tournant la vis de réglage dans le sens des aiguilles d'une montre, le bord extérieur de la cale s'éloigne des rouleaux de pression. En tournant la vis de réglage dans le sens inverse des aiguilles d'une montre, le bord extérieur de la cale se rapproche des rouleaux de pression. |  |
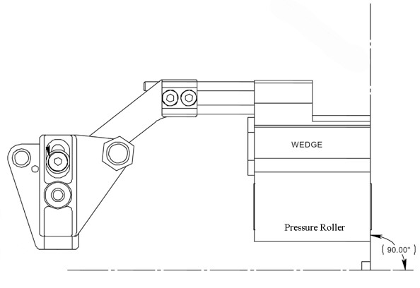
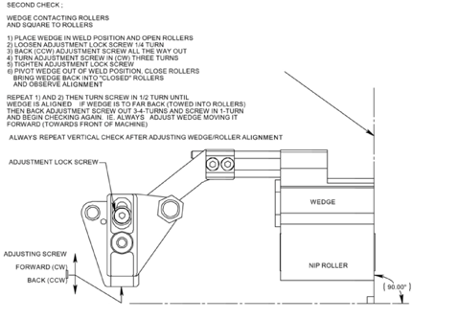
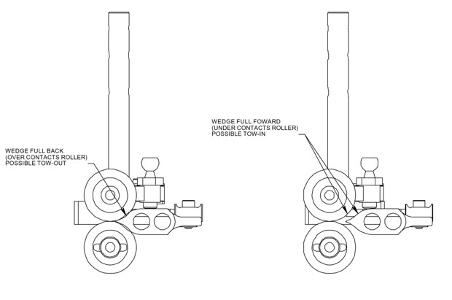
Pour l'alignement horizontal, la pointe et la surface de la cale doivent entrer en contact avec les rouleaux de pression.
|
Étape 1: Abaissez les rouleaux de pression l'un contre l'autre et engagez la cale dans la position de soudage. Voir cet alignement depuis l'intérieur ou le côté pivot de la cale. Étape 2 : Pour le réglage, ouvrez les rouleaux de pression et placez une clé hexagonale de 3 mm dans la vis de réglage avant/arrière située sur le moyeu de réglage. Étape 3 : À l'aide d'une clé hexagonale de 4 mm, desserrez la vis de blocage du réglage. |
 |
|
Étape 4 : En tournant la vis de réglage avant/arrière dans le sens des aiguilles d'une montre, la pointe de la cale s'éloigne des rouleaux de pression. En tournant la vis dans le sens inverse des aiguilles d'une montre, la pointe de la cale se rapproche des rouleaux de pression. Lorsque vous changez le sens de rotation de cette vis, la cale ne se déplace pas. Étape 5 : Observez le mouvement de la cale ci-dessus. Tournez la vis de réglage avant/arrière de 1/4 à 1/2 tour à la fois, en vérifiant la nouvelle position de la cale à chaque fois, en vérifiant la nouvelle position de la cale à chaque fois, en vérifiant la nouvelle position de la cale à chaque fois. Une fois cette opération terminée, resserrez la vis de blocage du réglage. Retirer les deux clés hexagonales Étape 6 : Sortir la cale de la position de soudage, fermer les rouleaux de pression et réengager la cale dans la position de soudage. Vérifiez l'alignement comme à l'étape 1.
Si un réglage supplémentaire est nécessaire, répéter toutes les étapes. |
 |
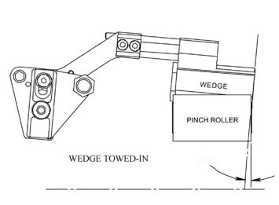
Un réglage spécial de l'alignement de l'angle doit être envisagé pour les cales de plus grande taille (30 mm et plus), les matériaux plus épais ou pour aider à contrôler le matériau pendant le processus de soudage. Cette application implique un léger angle d'inclinaison sur le bord extérieur de la cale.
|
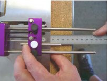
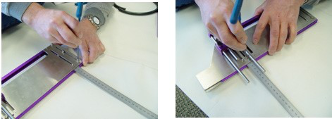
Étape 1 : Ouvrez les rouleaux de pression et retirez le plateau supérieur de guidage du matériau. Étape 2 : Placez une règle contre le bord extérieur de la cale. Observez l'angle entre la règle et les rouleaux de pression. Il doit être initialement de 90 degrés. |
 |
|
Étape 3 : Placez une clé hexagonale de 4 mm dans la vis de réglage de l'angle située à côté de l'axe de service de la cale sur le boîtier de la cale. Étape 4 : Tournez la clé dans le sens inverse des aiguilles d'une montre de manière à ce que la pointe extérieure de la cale se déplace vers l'intérieur, en direction des rouleaux de pression. Utilisez la règle contre le bord de la cale pour déterminer à nouveau l'angle de "remorquage". L'angle exact nécessaire est laissé à votre discrétion ; commencez par modifier l'angle de 5 degrés, puis effectuez des coutures d'essai pour déterminer les résultats. |
 |
3.0 Nettoyage des cales
Le soudage de divers thermoplastiques entraîne la formation de résidus de revêtement brûlés qui s'accumulent à la surface de la cale chaude. Le nettoyage de la cale est nécessaire quotidiennement, voire plusieurs fois, en fonction de l'accumulation et de la qualité de la couture qui en résulte. La cale doit être nettoyée après un usage intensif, un changement de matériau thermoplastique ou une longue période d'inutilisation.
La meilleure façon de nettoyer la surface de la cale consiste à brûler les résidus jusqu'à ce qu'ils se détachent de la surface métallique et soient faciles à souffler ou à brosser.
| Étape 1 : Lorsque la cale est en position de rangement, tournez légèrement le levier d'engagement de la cale et desserrez le boulon de service de la cale (ou la goupille de service) pour permettre au levier d'engagement de la cale de pivoter plus loin que la position de rangement jusqu'à la position de service. |  . .  |
| Étape 2 : Augmenter la température de la cale à 510 degrés. Laissez suffisamment de temps pour que les résidus soient retirés de la cale, en général 5 à 10 minutes. |  |
| Étape 3 : Une fois que les résidus se sont détachés du métal, soufflez dessus ou brossez-les doucement pour les éliminer. Ne frottez pas la surface métallique, car elle sera rayée et usée. S'il reste des résidus, prolongez le processus. Une fois le nettoyage terminé, abaissez la température et remettez la cale en position de rangement. |  |
En cas de changement de taille de couture, la cale chauffante doit être retirée et remplacée par une autre cale. En outre, si la cale ne chauffe plus, si l'alignement de la cale n'est plus efficace ou si la surface de la cale est usée ou détruite, la cale doit être remplacée. Travaillez toujours avec une cale froide, hors tension et déconnectée électriquement de la source d'alimentation.
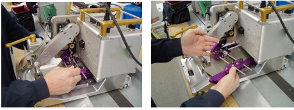
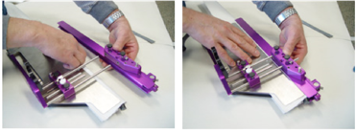
| Étape 1 : Avec une cale froide, tournez la cale en position de service comme décrit dans le chapitre 3 sur le nettoyage des cales. Retirez les deux colliers qui maintiennent les fils électriques fixés à la machine à l'aide d'un tournevis cruciforme. |  |
| Étape 2 : Inclinez le poste à souder Spec Extreme sur le côté. Une fois la pince est située sous le bras du bras de montage de la cale. L'autre se trouve sur le coin intérieur du pivot de la cale. |  |
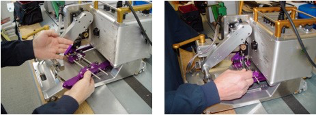
| Étape 3 : Déconnecter électriquement les fils de calage du boîtier de contrôle Spec en dévissant la bague de verrouillage et en retirant doucement le connecteur de la prise. |  |
| Étape 4 : Desserrez les deux vis de blocage du système de serrage de la cale retenant les tiges au bras de montage de la cale. Tirez la cale de la pince et retirez-la. |  |
Pour installer une nouvelle cale :
|
Étape 1 : Positionnez et insérez les deux tiges de retenue de la cale dans le système de serrage du bras de montage de la cale. Serrez légèrement les deux vis de réglage pour maintenir la cale sur le bras. Étape 2 : tourner le levier d'engagement de la cale pour que la cale soit en position de soudage. |
|
|
Étape 3 : Ajustez la position du côté de la cale par rapport au rouleau à basse pression. Le plus souvent, la pointe de la cale correspond à la taille du rouleau. Dans d'autres cas, la pointe de la cale peut être plus petite et doit être centrée dans le rouleau de pression inférieure. Étape 4 : Faites pivoter avec précaution la cale jusqu'à la position de service et fixez les deux vis à tête pour le collier. Vérifier à nouveau la position de la cale par rapport au rouleau. Étape 5 : Connectez électriquement les fils de la cale au boîtier de contrôle Spec en tordant les tresses près du connecteur de manière à ce qu'elles soient alignées avec la prise, insérez et tournez l'anneau de verrouillage dans le sens des aiguilles d'une montre pour le fixer. Étape 6 : Replacez les deux serre-fils électriques dans leur position respective, comme au point 2 du processus de dépose. Étape 7 : Lors de l'installation d'une nouvelle cale, il est recommandé d'effectuer un alignement de la cale, en particulier si la cale enlevée était très usée. |
 |

5.0 Guide de chevauchement
Les guides de matériau sont utilisés pour positionner correctement le matériau dans la zone de soudage. Ces plateaux de guidage supérieurs et inférieurs peuvent être réglés dans trois directions différentes afin d'offrir une grande polyvalence dans une variété d'applications. Les plateaux de guidage peuvent être déplacés vers le haut et vers le bas, vers ou loin des rouleaux de pression, et d'un côté à l'autre. En fonction de l'application et du matériau à souder, il peut être utile de tester différentes configurations.
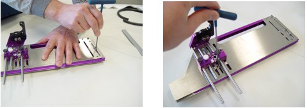
| Étape 1 : Desserrer les deux vis à oreilles sur chacun des cadres de réglage. Utilisez un tournevis cruciforme pour tourner le cadre de réglage. En tournant dans un sens ou dans l'autre, le plateau de guidage se déplace vers le haut ou vers le bas. |  |
| Étape 2 : La cale étant en position de soudage, regardez par le côté pour régler le plateau supérieur de guidage du matériau à la hauteur voulue. |  |
| Étape 3 : Pour le plateau de guidage inférieur, fermez les rouleaux de pression sur la cale froide dans leur position de soudage et tournez la vis de réglage pour l'ajuster à la hauteur voulue. Une fois l'opération terminée, resserrez la vis à ailettes. |  |
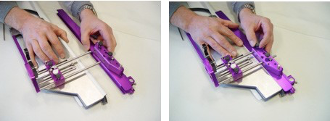
| Étape 1 : Pour le plateau supérieur de guidage du matériau, utilisez une clé hexagonale de 4 mm pour desserrer la vis à tête qui maintient ce cadre de réglage sur le support de guidage. |  |
| Étape 2 : Grâce à la grande fente du cadre de réglage, le plateau de guidage peut être placé vers l'avant ou vers l'arrière. Positionné à l'écart des rouleaux de pression pour permettre un meilleur préchauffage du matériau à l'approche de la zone de soudage. Positionné vers les rouleaux pour minimiser le préchauffage. Une fois placé dans la position souhaitée, serrer la vis à tête. |  |
| Étape 3 : Pour le plateau inférieur de guidage du matériau, tourner la soudeuse Spec Extreme sur le côté pour localiser et desserrer les deux vis à tête cruciforme qui fixent le support de guidage à la base. Le support du guide peut être placé dans la fente de la base de la Spex, vers ou loin des rouleaux de pression, avec des résultats similaires à ceux du plateau supérieur de guidage du matériau. Une fois placé dans la position souhaitée, serrez les deux vis à tête cruciforme. |  |
Pour régler les plateaux supérieur et inférieur de guidage du matériau d'un côté à l'autre.
|
Étape 1 : La cale étant en position de soudage, placez une règle contre le bord de guidage de chaque plateau de guidage, étendez-la vers les rouleaux de pression et regardez par-dessus les rouleaux pour les positionner correctement. Étape 2 : Pour le plateau de guidage supérieur, desserrer les deux vis à oreilles situées sur la plaque de serrage supérieure utilisée pour fixer le plateau de guidage aux tiges de retenue et le faire glisser pour l'ajuster. En plaçant la règle contre le bord du plateau de guidage, faites correspondre le bord du rouleau de pression et/ou le bord intérieur de la cale. |
 |
| Étape 3: Il peut être nécessaire de retirer le guide supérieur pour pouvoir régler la vis de réglage du positionnement du plateau du guide supérieur. Tournez dans le sens des aiguilles d'une montre pour augmenter la taille du coin et dans le sens inverse des aiguilles d'une montre pour diminuer la taille du coin. Réglez la vis de manière à ce que le plateau de guidage s'arrête dans la bonne position. |  |
| Étape 4 : Lorsque le plateau est correctement positionné, resserrez les vis à oreilles de la plaque de serrage pour le fixer. Pour le plateau de guidage inférieur, utilisez une clé hexagonale de 2 mm pour desserrer les deux vis de réglage situées en haut du cadre de réglage. Faites glisser le plateau de guidage inférieur pour l'ajuster à la bonne position. |  |
| Étape 5 : Avec le bord droit contre le bord du plateau de guidage inférieur, faites correspondre le bord du rouleau de pression et/ou le bord extérieur de la cale. Une fois positionné, serrer les deux vis de réglage pour le fixer. | 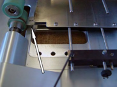 |
Des guides avant sont fournis pour positionner le matériau lorsqu'il entre dans la soudeuse Spec Extreme . Ces guides avant peuvent être réglés en fonction du style et de la taille spécifiques de la cale utilisée.
|
Étape 1 : À l'aide d'une clé hexagonale de 2 mm, desserrez la ou les vis de réglage correspondant au guide frontal supérieur ou inférieur du matériau. |
|
Étape 2 : Placez une règle contre le bord des plateaux de guidage du matériau supérieur et inférieur précédemment réglés et prolongez la règle au-delà de l'avant de la Spec. |
| Étape 3 : Faites glisser le guide avant du matériau approprié jusqu'à ce qu'il entre en contact avec le bord droit. Répétez les étapes 2 et 3 pour l'autre guide avant du matériau. |
|
Étape 4 : Une fois que la position est correcte, serrez les vis d'arrêt pour la fixer. |

Pour le soudage par chevauchement, introduisez les deux feuilles de matériau d'un côté et de l'autre et insérez chaque bord contre les guides. La feuille inférieure est placée entre les deux plaques du plateau de guidage du matériau inférieur et contre le bord du guide. La feuille supérieure est placée sur le plateau de guidage du matériau supérieur et contre le bord du guide. Étendez le matériau chevauché jusqu'aux rouleaux de pression, positionnez-les correctement et abaissez les rouleaux pour les fixer. Engagez la cale dans la couture.
6.0 Guide de chevauchement de l'acrylique
Pour le soudage avec la bande d'adhérence thermique sur des tissus enduits d'acrylique, un système de guidage a été mis au point pour positionner correctement la bande.
| Étape 1 : Installez le dérouleur de bande sur le rail avant en haut du Spec. Positionnez le dérouleur à l'extrémité du rail au-dessus du guide frontal du ruban. |  |
|
Étape 2 : Placer un rouleau de ruban adhésif thermique dans le distributeur et faire passer le ruban par le guide frontal et la partie inférieure du corps du Spec. |
 |
| Étape 3 : Retirez le plateau supérieur du guide de matériau afin que le ruban puisse être introduit dans le guide de ruban situé sur le guide de matériau inférieur. Tirez le ruban et faites-le passer par-dessus le rouleau de pression inférieur. Réinstallez le plateau supérieur de guidage du matériau. |  |
Pour souder par chevauchement des matériaux enduits d'acrylique à l'aide du ruban adhésif thermique, entrez dans le matériau des deux côtés du Spec et placez le bord du matériau contre les guides. Assurez-vous que le ruban est dans la bonne position et qu'il n'est pas confiné ou tordu. Positionnez le matériau et le ruban superposés au niveau des rouleaux de pression et abaissez les rouleaux pour les fixer. Engager la cale pour commencer le soudage.
7.0 Guide de l'ourlet
Lorsque la soudeuse Spec Hem est assemblée en usine, le guide du bord supérieur a été positionné correctement en fonction de la taille de la cale installée. Si la taille de la cale est modifiée, le guide du bord supérieur devra être ajusté lors de l'installation de la nouvelle cale.
| Étape 1 : Commencez par retirer l'ensemble du système de guidage de l'ourlet de la machine Spec. Avec la cale en position de service, retirez la vis à tête de la monture du guide à l'aide d'une clé hexagonale de 4 mm. Retirez avec précaution l'ensemble du système de guidage et mettez-le de côté pour pouvoir travailler dessus. |  |
 |
| Étape 2 : Desserrer les deux vis à oreilles noires situées sur la partie supérieure du guide extérieur et séparer complètement les deux sections du guide. |  |
|
| Étape 3 : En travaillant sur la partie du guide de l'ourlet intérieur, desserrez les deux vis de blocage du guide du bord supérieur à l'aide d'une clé hexagonale de 3 mm. L'une de ces vis se trouve à l'avant du guide de l'ourlet intérieur ; l'autre est encastrée dans le bloc de réglage entre les vis à oreilles noires et blanches. |  |
 |
| Étape 4 : Le bord supérieur du guide intérieur est une étroite bande métallique prise en sandwich entre les deux plaques supérieures de l'ensemble du guide de l'ourlet intérieur. Il se rapproche ou s'éloigne du bord du guide de l'ourlet intérieur en appliquant une force sur la vis du capuchon de serrage avant et sur le bloc de réglage contre l'un ou l'autre des bords du guide de l'ourlet intérieur. |  |
 |
|
Étape 5 : Placez une règle entre les deux plaques supérieures de l'assemblage du guide de l'ourlet intérieur pour mesurer la distance entre le guide du bord supérieur intérieur et le bord des plaques. Faites correspondre cette mesure à la nouvelle taille de cale à installer. Vérifiez cette mesure à deux endroits pour vous assurer que le guide du bord supérieur intérieur est droit. |
|
|
| Étape 6 : Une fois l'opération terminée, serrez les deux vis de blocage. Réassemblez les sections intérieure et extérieure du guide d'ourlet, réinsérez soigneusement le guide d'ourlet dans la machine Spec et serrez la vis à tête dans le support du guide pour fixer le guide d'ourlet à la machine Spec. |  |
 |
| Étape 7 : Tournez la cale en position de soudage. Desserrez les deux vis à oreilles noires situées sur la partie supérieure du bloc de réglage. Placez une règle contre le guide du bord supérieur et étendez-la vers les rouleaux de pression. Réglez la section intérieure du guide de l'ourlet de manière à ce que le bord droit (guide du bord supérieur) corresponde au bord intérieur de la cale. Le bord extérieur de la cale doit correspondre au bord de la section supérieure du guide de l'ourlet. Une fois le réglage effectué, resserrer les vis à oreilles noires. | 
|
 |
| Étape 8 : Desserrer les vis à oreilles noires sur le dessus du guide extérieur et faire glisser le guide extérieur dans le guide intérieur jusqu'à ce qu'il s'arrête. Resserrer les vis à oreilles noires. |  |
 |
|
Étape 9 : Desserrez la vis à oreilles blanche sur le bloc de réglage et faites glisser la tige de réglage du guide extérieur jusqu'à ce qu'elle touche le bloc de réglage du guide extérieur. Resserrer la vis à oreilles blanche. |
 |

8.0 Guide du cordon d'ourlet
| Étape 1 : Desserrer les deux vis à oreilles rouges situées sur le dessus du bloc de réglage du guide extérieur ainsi que la troisième vis à oreilles rouge située à l'avant du guide d'ourlet, sous la section inférieure de l'ensemble du guide extérieur. |   |
| Étape 2 : En regardant le bloc de réglage du guide extérieur depuis le côté de la soudeuse Spec, repérez la vis à tête cruciforme permettant de régler le guide de pliage extérieur. Elle se trouve sous le bloc de montage central du guide extérieur. | 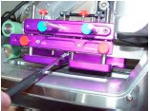 |
| Étape 3 : Utilisez le tournevis à tête Phillips pour ajuster le bord extérieur du guide de pliage. Le réglage souhaité doit être fonction de la taille de la corde ou du cordon. Tournez dans le sens des aiguilles d'une montre pour une taille de corde ou de cordon plus importante. Tournez dans le sens inverse des aiguilles d'une montre pour une taille de corde ou de cordon plus petite. Utilisez un échantillon de corde ou de cordon à l'intérieur des guides de pliage intérieur et extérieur pour mesurer. Prévoyez également de la place pour le pliage du matériau. Lorsque le bord du guide de pliage intérieur est correctement positionné, serrez les trois vis à oreilles rouges. | 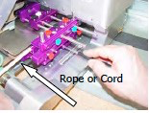 |
9.0 Guide de poche
|
Étape 1 : Desserrer les deux vis à oreilles noires et rouges situées sur le dessus du bloc de réglage du guide extérieur ainsi que la troisième vis à oreilles rouge située à l'avant du guide d'ourlet sous la section inférieure de l'assemblage du guide extérieur (voir p. 19, étape 1). Étape 2 : Faites glisser le guide extérieur jusqu'à ce qu'il soit complètement sorti et resserrez les deux vis à oreilles noires. |
|
| Étape 3: Ajustez le bord du guide de pliage extérieur en le faisant glisser dans le bloc de réglage du guide extérieur afin de créer une ouverture de taille maximale dans le plateau du guide. Une fois le guide positionné, resserrez les trois vis à oreilles rouges. |  |
|
Étape 4 : Repérez les deux vis de réglage accessibles par deux trous situés près du bord intérieur de la section du guide d'ourlet intérieur. L'un des trous se trouve à l'avant du guide de l'ourlet. L'autre trou se trouve juste devant le bloc de réglage du guide d'ourlet intérieur. Utilisez une clé hexagonale de 2 mm pour desserrer légèrement ces vis. Étape 5 : Aux deux extrémités du bord intérieur de la section supérieure du guide d'ourlet, faites glisser le guide de pliage intérieur vers le guide extérieur. La distance parcourue définira la taille de la poche à réaliser. Lorsque le bord du guide de pliage intérieur est positionné, resserrez les deux vis de réglage. |
  |
Pour souder une poche, desserrez les deux vis à oreilles noires situées en haut du bloc de réglage du guide extérieur et faites glisser le guide extérieur jusqu'à ce qu'il soit complètement sorti. En pliant le matériau pour créer la forme de la poche, entrez le bord du matériau dans le guide d'ourlet et contre le bord supérieur du guide. Faire glisser le matériau sur toute la longueur du guide et au-delà des rouleaux de pression. Ajustez et positionnez le matériau au niveau de la zone de couture, faites glisser le guide extérieur pour confiner le matériau et resserrez les vis à oreilles noires. Repositionner à nouveau le matériau et abaisser les rouleaux de pression pour le fixer. Engagez la cale pour commencer à souder. Lors du soudage, faire attention au flux de matériau entrant dans le guide de l'ourlet et au bord du matériau contre le bord supérieur du guide.

10.0 Guide de l'ourlet plat
Pour préparer la couture de l'ourlet plat, un bras de pression à levier sera ajouté au guide de l'ourlet et des rouleaux de pression plus grands seront utilisés.
|
Étape 1 : Desserrer les deux vis à oreilles noires et rouges situées sur le dessus du bloc de réglage du guide extérieur ainsi que la troisième vis à oreilles rouge située à l'avant du guide d'ourlet sous la section inférieure de l'assemblage du guide extérieur (voir p. 19, étape 1). |
 |
|
Étape 2 : Faites glisser le guide extérieur légèrement vers l'extérieur et resserrez les vis à oreilles noires. |
 |
| Étape 3 : Repérez les deux goujons sur le bord intérieur du bloc de réglage central du guide extérieur. Fixez le bras de pression du levier à ces goujons en veillant à ce qu'il y ait une marche entre le guide extérieur et le bras de pression du levier. Utilisez la vis fournie pour fixer |  |
|
Étape 4 : Remplacer les rouleaux de pression en retirant la vis et la rondelle de l'arbre d'essieu, en faisant glisser le rouleau existant et en installant le rouleau plus grand avec la même vis et la même rondelle. Assurez-vous que la goupille de verrouillage de l'arbre d'essieu s'insère dans le rouleau. |
 |
|
Étape 5 : Note : Pour laisser de l'espace entre le bras de pression du levier et les rouleaux de pression, utilisez une clé hexagonale de 4 mm pour desserrer la vis à tête du support de réglage du guide de l'ourlet. Faites glisser le guide d'ourlet complètement vers l'avant dans la fente de réglage et resserrez la vis à tête. |
 |
|
Étape 6 : Desserrer les deux vis à oreilles noires sur le dessus du bloc de réglage du guide extérieur, faire glisser le guide extérieur vers la section du guide intérieur jusqu'à ce qu'il s'arrête, et resserrer les vis à oreilles. |
 |
|
Étape 7 : Localisez la vis de réglage du guide de pliage extérieur (voir page 20, figure 2). À l'aide d'un tournevis cruciforme, tournez dans le sens inverse des aiguilles d'une montre pour régler le bord du guide de pliage intérieur jusqu'à ce que le mouvement s'arrête. Le bord du guide de pliage extérieur doit alors être placé contre le bord du guide de pliage intérieur. Une fois en position, serrez les trois vis à oreilles rouges. |
 |
|
Étape 8 : Remarque : à titre d'essai, lorsque la cale est tournée en position de soudage, une pression doit être exercée par le côté de la cale contre le bras de pression du levier afin de comprimer légèrement le bras. Cette pression est importante pour faire fondre le thermoplastique autour du pli afin d'obtenir un ourlet plat. |
 |
Pour souder l'ourlet plat, desserrez les deux vis à oreilles noires situées en haut du bloc de réglage du guide extérieur et faites glisser le guide extérieur légèrement vers l'extérieur. En repliant le matériau, entrez le bord du matériau dans le guide de l'ourlet et contre le bord supérieur du guide. Faire glisser le matériau sur toute la longueur du guide et au-delà des rouleaux de pression. Ajustez et positionnez le matériau au niveau de la zone de couture, faites glisser le guide extérieur pour confiner le matériau et resserrez les vis à oreilles noires. Repositionner à nouveau le matériau et abaisser les galets de pression pour le fixer. Engagez la cale pour commencer à souder. Lors du soudage, faire attention au flux de matériau entrant dans le guide de l'ourlet et au bord du matériau contre le bord supérieur du guide.
11.0 Guide des ourlets en acrylique
Pour le soudage avec le ruban adhésif thermique sur des matériaux revêtus d'acrylique, un système de guidage a été mis au point pour positionner correctement le ruban.
|
Étape 1: Installez le dérouleur de bande sur le rail avant situé sur la partie supérieure du boîtier du moteur Spec. Positionnez le dérouleur à l'extrémité du rail au-dessus du guide frontal du ruban. Étape 2 : Placez un rouleau de ruban adhésif thermique dans le distributeur et ajustez le distributeur si nécessaire pour que le ruban soit dégagé du bouton de réglage de la pression. |
 |
|
Étape 3 : Faites passer le ruban par la partie courte du guide-ruban, puis tournez le ruban à angle droit et faites-le passer par la longueur du chemin du guide-ruban contenu dans l'assemblage du guide- ourlet. |
  |
|
Étape 4 : Lorsque la bande apparaît à l'extrémité du guide, déployez-la et faites-la passer par le rouleau de basse pression. |
 |
Pour souder des matériaux enduits d'acrylique à l'aide de la bande d'adhérence thermique, suivez les instructions précédentes pour réaliser les trois types de couture d'ourlet.
12.0 Guide Keder
Lorsque la machine Spec Keder est assemblée en usine, les guides des bords supérieur et inférieur ont été positionnés correctement en fonction de la largeur du matériau et du cordon en PVC commandés avec la machine. En cas de changement de largeur de matériau, de cordon PVC et/ou de style de keder (pli simple ou double), les guides de bord supérieur et inférieur devront être ajustés. Pour ajuster :
|
Étape 1 : Commencez par retirer l'ensemble du système de guidage keder de la machine Spec. Avec la cale en position de service, retirez les deux vis à tête cruciforme du support du guide et du côté de la machine. Retirez avec précaution l'ensemble du système de guidage et mettez-le de côté. |
 |
|
Étape 2 : Desserrez les deux vis à oreilles noires situées sur le dessus du guide du canal de cordon extérieur et séparez complètement les deux sections du guide en les faisant glisser. |
 |
|
Étape 3 : En travaillant sur la section intérieure du guide Keder, desserrez les deux vis de blocage du guide du bord supérieur à l'aide d'une clé hexagonale de 3 mm. L'une de ces vis se trouve près de l'avant du guide, l'autre juste devant le bloc de réglage. |
 |
|
Étape 4 : Suivre la même procédure qu'à l'étape 3 pour desserrer les deux vis de blocage situées juste derrière celles de l'étape 3. Cela permettra de desserrer le guide du bord inférieur. L'une de ces vis est encastrée dans le bloc de réglage entre les vis à oreilles noires et blanches. |
 |
|
Étape 5 : Le bord supérieur du guide intérieur est une étroite bande de métal prise en sandwich entre les deux plaques supérieures de l'ensemble du guide intérieur de l'appareil. Il se rapproche ou s'éloigne du bord du guide de l'unité centrale en appliquant une force sur les vis du capuchon de serrage avant et en poussant ou en tirant dans l'une ou l'autre direction contre l'un ou l'autre des bords du guide de l'unité centrale. |
 |
|
Étape 6 : Pour un keder à double rabat, insérez un échantillon de la largeur appropriée du matériau ainsi que le diamètre approprié du cordon en PVC à compléter. Ajustez le bord intérieur du guide supérieur pour qu'il touche le bord supérieur du matériau. Faites glisser le guide inférieur contre le guide supérieur et vérifiez que le bord inférieur du matériau touche le bord inférieur du guide. |
 |
|
Étape 7 : Une fois l'opération terminée, maintenez le matériau et le cordon en position tout en serrant les deux séries de vis de serrage. |
 |
|
Étape 8 : Pour un keder à un seul volet, faites glisser le bord supérieur du guide de matériau complètement vers l'avant. Si nécessaire, utilisez une règle pour mesurer la distance entre le bord de guidage du matériau supérieur et le bord de la section de guidage interne du keder. La distance doit être d'environ 10 mm. Une fois cette opération terminée, serrez les deux vis de blocage. |
|
|
Étape 9 : Comme pour le double rabat décrit à l'étape 6, insérez un échantillon de la bonne largeur de matériau ainsi que le bon diamètre de cordon en PVC à compléter. Placez le bord supérieur du matériau contre le bord supérieur du guide de matériau qui vient d'être complété à l'étape 8. Faites glisser le guide inférieur vers le haut contre le bord inférieur du matériau. Une fois terminé, serrez les vis de blocage du bord inférieur du guide de matériau.
|
 |
|
Étape 10 : Réassembler les sections intérieures et extérieures du système de guidage du keder en serrant les vis à oreilles noires pour les fixer. |
Keder à double volet
Keder à clapet unique
|
|
Étape 11 : Réinsérez soigneusement le guide d'ourlet dans la machine Spec, alignez correctement les goujons, réinsérez et serrez les vis à tête Phillips à travers le support du guide pour fixer le système de guide d'ourlet à la machine Spec.
|
 |
|
Étape 12 : Tournez la cale en position de soudage. Desserrez les deux vis à oreilles noires situées sur la partie supérieure du bloc de réglage. Placer une règle contre le côté de la cale et faire glisser la section intérieure du guide de la cale vers l'extérieur pour qu'elle s'adapte à la règle. Une fois en position, resserrer les vis à oreilles noires.
|
 |
|
Étape 13 : Vérifiez que le coin se déplace proprement de la position de soudage à la position de rangement et vice-versa. S'il se coince dans la section de guidage du keder intérieur, desserrez les deux vis de réglage sur le côté du bloc de réglage et utilisez un tournevis cruciforme sur la vis à l'intérieur du bloc de réglage pour lever ou abaisser la section de guidage. |
 |
|
Étape 14 : Vérifiez l'alignement de la section extérieure du guide de keder. S'il doit être centré par rapport à la section intérieure, desserrez les deux vis de réglage sur le côté du bloc de montage du guide et utilisez un tournevis cruciforme sur la vis à l'intérieur du bloc de montage pour lever ou abaisser le guide extérieur.
|
 |

13.0 Cadre Keder
Un cadre spécial a été conçu pour accueillir la machine Spec Keder et fournir le matériau PVC et le cordon. Ce cadre est partiellement démonté et devra être complété. En fonction de la configuration de l'envoi, le cadre peut être représenté dans l'une des différentes répartitions ci-dessous. Localisez la répartition appropriée de votre envoi ci-dessous et procédez à l'assemblage nécessaire.
|
Étape 1 : En retirant l'armature de la (des) boîte(s) d'emballage, disposez les différentes sections sur le sol pour les séparer. Il est possible d'avoir 2, 3 ou 4 sections différentes. |
 |
|
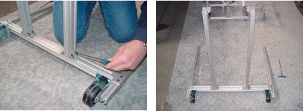
Étape 2 : Le premier assemblage peut être celui des pièces de support de la base inférieure au pied avant et au support de rouleau. Placez les pièces de support dans le raccord d'angle et serrez les vis. L'ensemble doit ressembler à l'image ci-dessous. |
|
|
Étape 3 : Posez la section de support de jambe avant terminée sur le côté et positionnez la section de livraison de matériaux de l'armature de la même manière. Les pieds doivent s'emboîter dans les supports fixés à la section de livraison des matériaux. Serrez les vis sur les deux pieds. |
|
|
Étape 4 : Placez la partie avant de l'armature, une fois terminée, à la verticale, avec les roues de roulement au sol. Redressez la section de l'armature supportant la machine sur ses roues à galets. Les deux sections peuvent maintenant être assemblées. Serrez toutes les vis associées à ces deux sections. |
 |
|
Étape 5 : Une fois l'assemblage terminé, le cadre du système de livraison Keder devrait ressembler à l'image ci-dessous.
|
 |



13.1 Matériau du Keder et mise en place du cordon
|
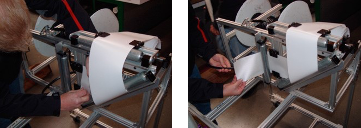
Étape 1: Faites glisser la bobine de cordon en PVC dans le plus long des deux arbres à rouleaux situés à l'extrémité de l'armature du système de distribution. Positionnez correctement la bobine sur l'arbre et utilisez les pinces d'extrémité pour la fixer. Le cordon doit maintenant être enfilé dans le trou et étendu vers la machine Spec Keder. Procédez de la même manière pour installer le rouleau de matériau. |
 |
|
Étape 2 : Faites passer le matériau par les blocs de retenue supérieurs et par le rouleau horizontal. Ajustez les blocs de retenue si nécessaire pour fixer et diriger le matériau. Faites tourner le matériau autour du rouleau diagonal et faites-le passer par les blocs de retenue inférieurs. Ajustez à nouveau les blocs de retenue inférieurs si nécessaire. Enfin, faites passer le matériau autour du rouleau vertical et étendez-le vers la machine Spec Keder. |
 |
|
Étape 3 : Pliez le matériau et commencez à introduire le pli inférieur dans l'ouverture du guide inférieur du système de guidage keder. Pliez la partie supérieure du matériau et introduisez-la dans l'ouverture de guidage supérieure du système de guidage keder. Faites glisser avec précaution le matériau dans le système de guidage jusqu'à ce qu'il dépasse la zone de couture. |
 |
|
Étape 4 : Faites passer le cordon dans le pli du matériau et faites-le glisser à travers le système de guidage du keder. Faites sortir l'extrémité du cordon du matériau au niveau de la zone de couture. |
 |
|
Étape 5 : Poussez le levier fileté sur le côté de la section de guidage extérieure vers l'intérieur pour libérer le bras de levier de pression. Faites glisser avec précaution le guide extérieur vers le guide intérieur et positionnez correctement le matériau et le cordon à l'intérieur du système de guidage. Serrez les deux vis à oreilles noires sur le guide extérieur lorsque vous avez terminé. |
 |
|
Étape 6 : Positionnez à nouveau le matériau et le cordon à l'intérieur du système de guidage du keder et pincez le matériau autour du cordon. Abaissez le levier des rouleaux de pression de manière à obtenir un ajustement serré entre le matériau enroulé autour du cordon. Tirez le levier fileté dans le sens inverse des aiguilles d'une montre pour faire sortir le bras du levier de pression et le bloquer contre le pli du matériau et du cordon. |
 |
|
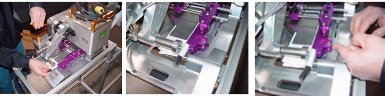
Étape 7 : Voici des photos prises sous différents angles de la mise en place du matériel. |
 |
|
Étape 8 : Lorsque le matériau, le cordon, le système de guidage du keder et la température, la vitesse et la pression appropriées de la soudeuse Spec sont correctement positionnés, faites pivoter le bras de levier du coin pour réaliser plusieurs bandes d'essai de keder soudé. Ajustez l'un ou l'autre ou tous les segments de l'installation du matériau afin d'apporter les modifications nécessaires à la production d'un keder en douceur. |
 |
14.0 Mise en place des matériaux
Le matériau doit être posé aussi plat que possible, soit sur le sol, soit sur une table, en fonction de la façon dont vous avez aménagé votre zone de fabrication. Pour la plupart des matériaux, et en particulier pour les produits plus fins, il est préférable d'éliminer les plis ou de tirer sur la tôle. L'utilisation de tôles à l'intérieur ou à côté de la machine sur la table permet d'utiliser des aimants pour positionner et maintenir le matériau. Il est bon d'appliquer du ruban adhésif sur le matériau pour le tirer vers l'avant.
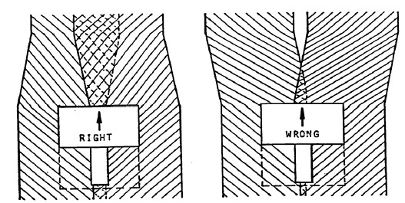
Pour effectuer des coutures par chevauchement, il faut toujours faire chevaucher le matériau sur une largeur supérieure à celle de la couture finale. Exemple : Avec une largeur de couture de 1 1/2", chevauchez l'extrémité du matériau ou parcourez 2 à 2 1/2". La machine poussera le matériau jusqu'au chevauchement souhaité. Si le matériau n'est pas chevauché ou positionné correctement, la machine ne réalisera pas la couture de chevauchement souhaitée. Voir l'exemple ci-dessous.
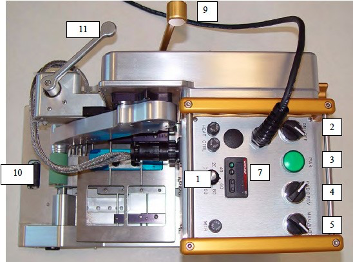
15.0 Instructions pour les opérations
- Activez l'interrupteur d'alimentation n° 2. Le voyant vert n°3 s'allume avec un délai d'une seconde. Le voyant vert reste allumé pour indiquer que les appareils de chauffage sont alimentés.
- Le contrôleur de température n°7 s'allume avec un délai de 1 à 2 secondes après l'allumage du voyant vert. Les unités sont réglées en Celsius à l'usine. Appuyez sur le bouton d'augmentation ou de diminution de la température jusqu'à ce que vous atteigniez la température souhaitée. Le temps de chauffe n'est que d'une à deux minutes. Ne pas régler la température au-delà de 510 degrés C. Pour les échantillons de couture, régler le contrôleur sur 400 degrés C. Il se peut que ce ne soit pas le réglage final.
- Placer l'interrupteur For/Rev n°4 en position avant. Cela indique le sens de déplacement de la machine et du rouleau d'entraînement/de pression.
- Placer le commutateur Man/Auto n°5 en position Auto. Cela engagera ou démarrera les rouleaux d'entraînement/de pression lorsque la cale est placée en position de soudage.
- Faites pivoter l'ensemble de la roue d'entraînement n°10 sous le rouleau de pression inférieur. La machine se déplacera ainsi automatiquement. Lorsque la roue d'entraînement est sortie, la machine peut être utilisée en mode stationnaire.
- #Le numéro 1 est le contrôle de la vitesse. Il est réglable de 0 à 30 pieds par minute. Le réglage normal se situe entre 30 et 60 %, pour des produits de 12 à 30 millièmes de pouce.
- Insérez le matériau dans la machine en installant les guides appropriés et fermez la poignée du volant de pression n°9.
- Faites pivoter la poignée d'engagement de la cale n°11 vers la machine, ce qui déclenchera automatiquement le mouvement vers l'avant du Spec et engagera la cale dans le matériau.
- Ajustez le contrôle de la vitesse vers le haut ou vers le bas jusqu'à ce que vous puissiez vérifier que vous obtenez une couture correcte.
16.0 Contrôle des moteurs
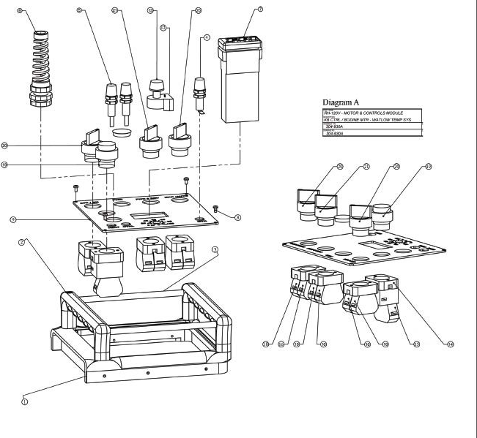
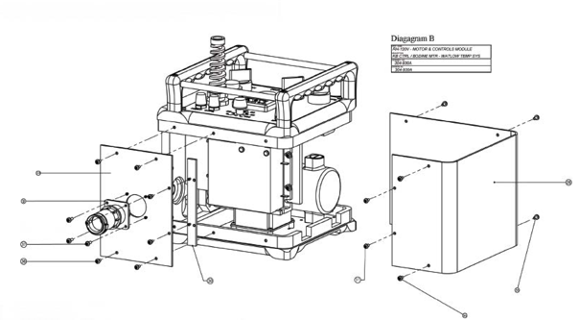
16.1 RH-120v-Moteur et module de contrôle-Schéma A&B
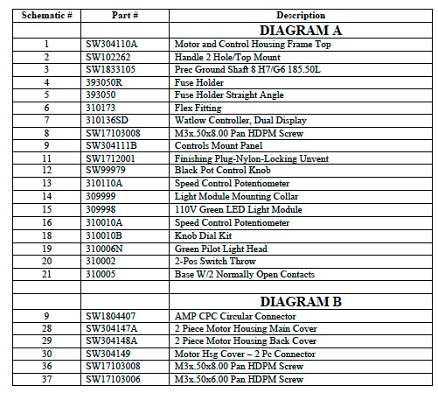
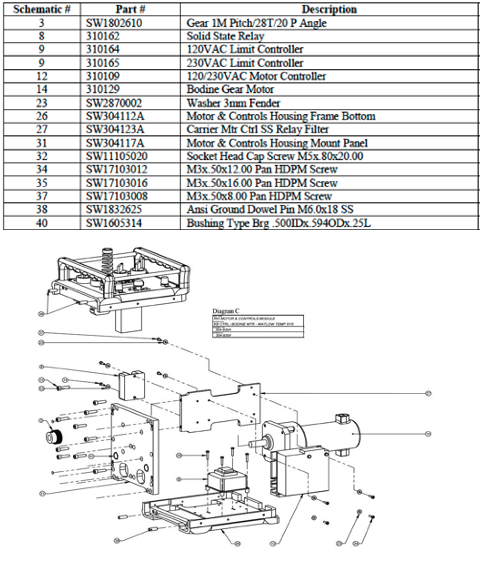
16.2 RH-120v-Moteur et module de contrôle-Schéma C
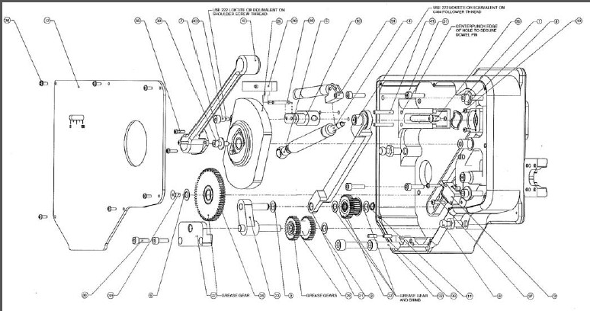
17.0 Schémas
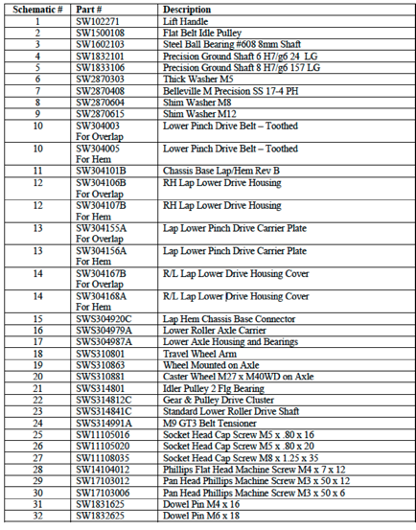
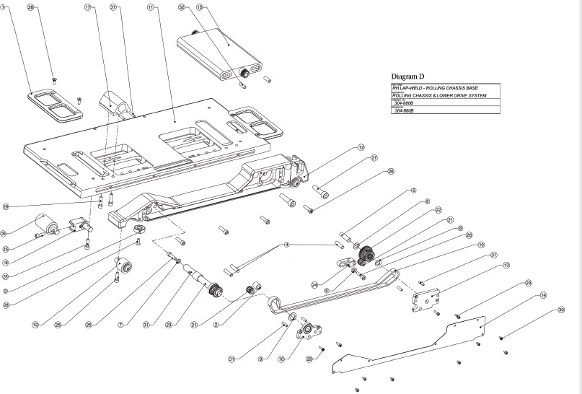
17.1 Schéma de la base du châssis roulant à couture par recouvrement à droite D
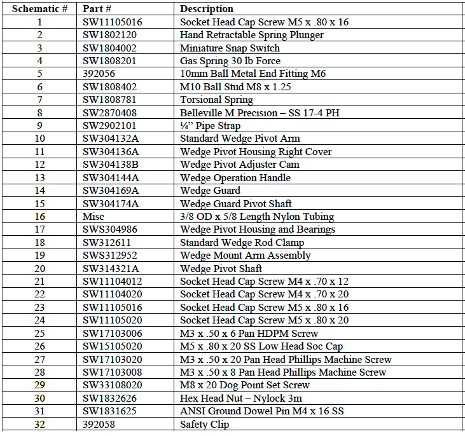
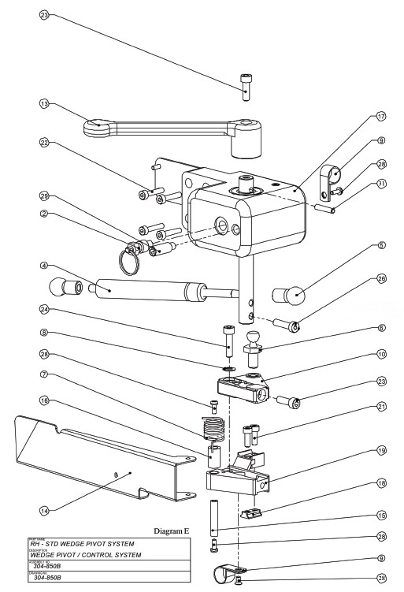
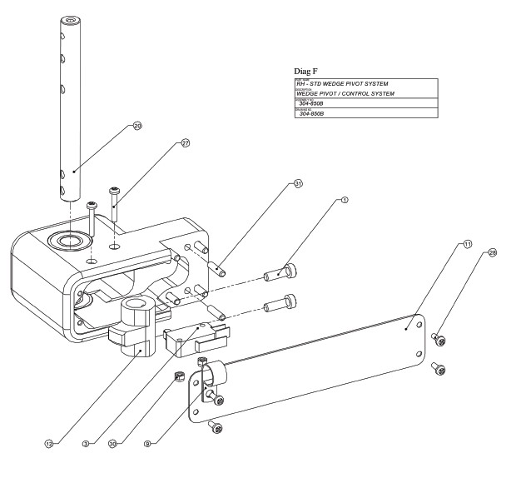
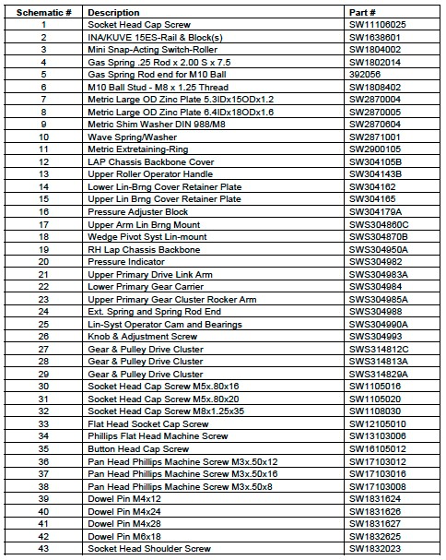
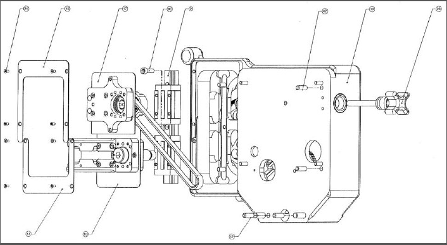
17.2 Boîtier du pivot à coin - Schéma E&F
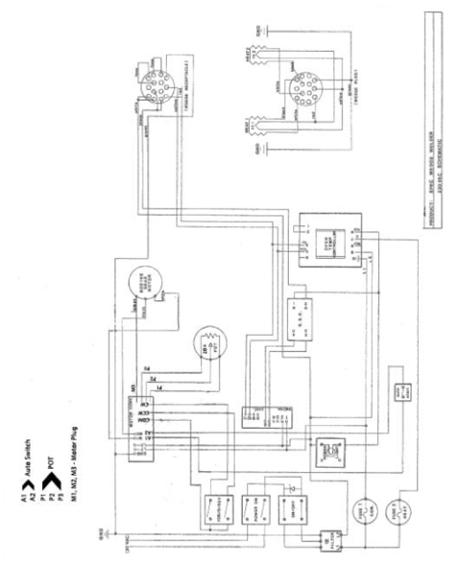
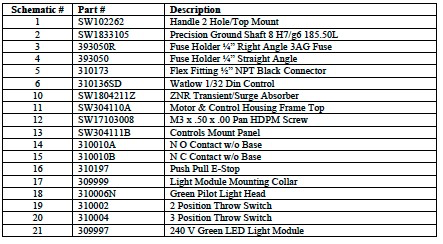
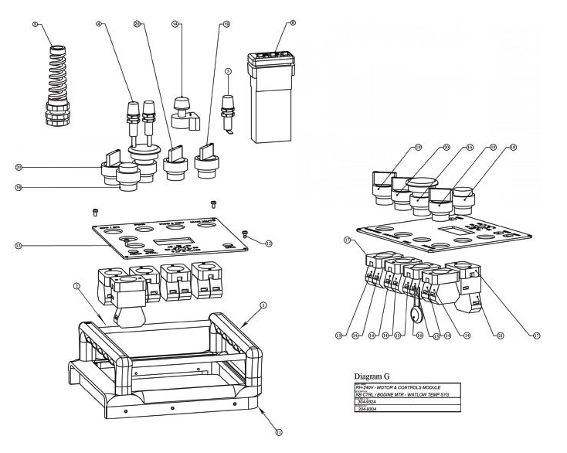
17.3 Moteur et commandes RH-240V - Schéma de principe G
17.4 Dorsale et contrôle du châssis
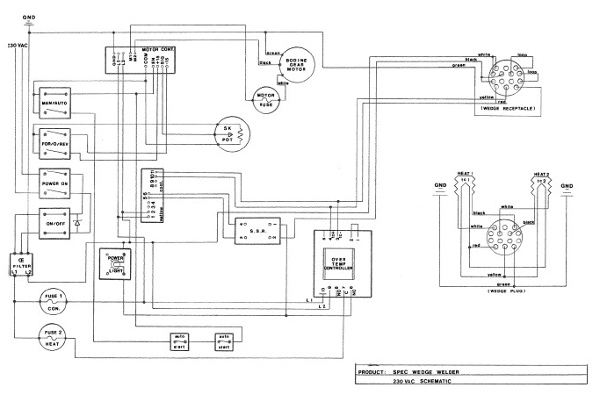
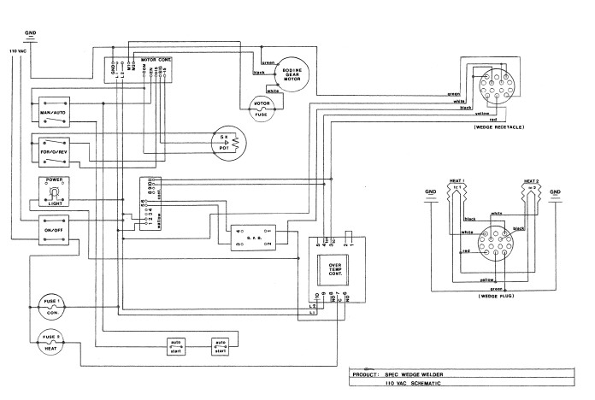
18.0 Schéma de câblage
18.1 110V
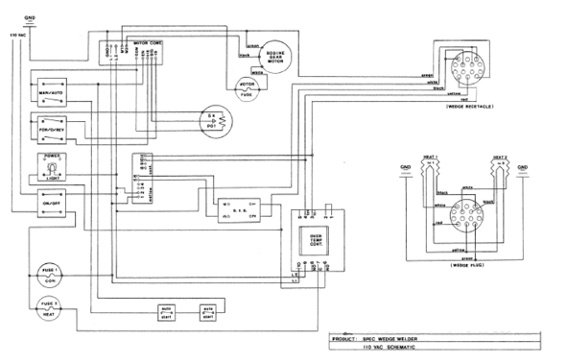
18.2 220V