
Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation du SeamRover. Pour garantir des performances optimales de votre soudeur, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Utilisation prévue
- Chapitre 2 : Explication des avertissements
- Chapitre 3 : Exigences en matière d'électricité et d'air
- Chapitre 4 : Principes de l'étanchéité à la chaleur
- Chapitre 5 : Définition des contrôles
- Chapitre 6 : Pièces de rechange recommandées
- Chapitre 7 : Spécifications de la machine
- Chapitre 8 : Maintenance
- Chapitre 9 : Spécifications des transports et stockage
- Chapitre 10 : Exigences techniques
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Utilisation prévue
Le Seamrover DD est une machine à souder rotative à air chaud destinée à sceller à chaud les plastiques thermiques soudables tels que les tissus ou les membranes. Comprend le PVC, le TPO et d'autres matériaux soudables. Toujours tester la couture en premier.
Le fabricant n'approuve pas :
- Toute autre utilisation de ces machines.
- Le retrait de tout dispositif de sécurité en cours d'utilisation.
- Modification non autorisée des machines.
- Utiliser des pièces de rechange qui ne sont pas approuvées par le fabricant.
 Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
2.0 Explication des avertissements
Plusieurs symboles d'avertissement sont apposés sur le site Miller Weldmaster 112. Ces symboles ont pour but d'alerter l'opérateur sur les zones potentiellement dangereuses de la machine. Familiarisez-vous avec leur emplacement et leur signification.

Attention : Chaud
Le symbole "Attention : Le symbole "Chaud" est placé sur un protecteur à proximité des surfaces chaudes.

Attention : Débrancher l'appareil
L'autocollant "Attention : Débrancher la machine" est placé près de l'ouverture de l'armoire et de tous les panneaux d'accès. Pour éviter toute électrocution, l'appareil doit toujours être débranché avant l'ouverture de la porte de l'armoire.

Avertissement : Gardez vos mains à l'écart
L'autocollant "Warning : Gardez vos mains à l'écart" est placé sur l'ensemble de l'appareil de chauffage. Pour éviter tout pincement ou toute brûlure, veillez à ce que vos mains soient toujours libres.

Avertissement : Air à haute température
L'autocollant "Warning : L'autocollant "High Temperature Air" est placé sur l'ensemble de l'appareil de chauffage.

Attention : Électricité
L'autocollant "Attention : L'autocollant "Électricité" est placé à proximité des zones contenant de l'électricité.
3.0 Exigences en matière d'électricité et d'air
Avertissement ! Seul un électricien qualifié est habilité à brancher l'alimentation électrique.
Préparation - Puissance mondiale
1. Assurez-vous que l'alimentation électrique est de 230 V, 25 ampères.
2. Assurez-vous que la tension et le courant sont adaptés à la machine et aux éléments ci-dessus.
spécification.
3. Avant d'utiliser la machine, assurez-vous que la zone environnante de la machine est exempte de débris inflammables. Seules les personnes autorisées doivent se trouver à proximité de la machine lorsqu'elle est utilisée.
Fourniture d'électricité
Le Miller Weldmaster Seamrover DD requiert les caractéristiques électriques suivantes :
- 25 Amp - Monophasé - 230 Volts
- Recommander un générateur de plus de 10k
4.0 Principes de l'étanchéité à la chaleur
L'air chaud
La chaleur nécessaire à l'opération de soudage est créée électriquement par deux éléments chauffants situés à l'intérieur du boîtier de l'élément chauffant. La température de l'air chaud varie de 100 à 1350 degrés Fahrenheit ou de 25 à 730 degrés Celsius.
Vitesse
La vitesse des rouleaux de soudage détermine la durée pendant laquelle la chaleur est appliquée au matériau à souder. Plus la vitesse est lente, plus le matériau est chauffé. Plus la vitesse est élevée, moins le matériau est chauffé. Pour obtenir la meilleure couture, une quantité minimale de chaleur doit être appliquée au matériau tout en obtenant une couture complète. Une chaleur trop importante entraînera une déformation du matériau, tandis qu'une chaleur insuffisante empêchera le matériau de se souder.
Pression
La pression du rouleau de soudage est l'étape finale de la création d'une couture. La pression du rouleau de soudage comprime le matériau chauffé, ce qui achève le processus de soudage.
Résumé
Lors du thermoscellage, la combinaison correcte de la chaleur, de la vitesse et de la pression vous permettra d'obtenir un joint correctement soudé.
5.0 Définition des contrôles
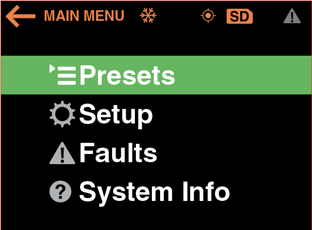
Écran principal - Fonctionnement de l'IHM

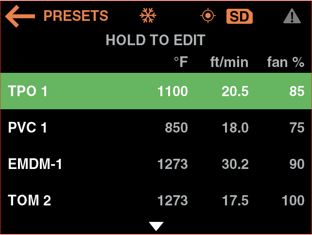
Écran d'accueil
Préréglages : Il s'agit d'une combinaison particulière de paramètres de chaleur et de vitesse utilisés pour souder différents types de tissus. Ceci indique la recette que vous utilisez actuellement sur la machine. 0 - 15 Réglages de recettes disponibles.
Vitesse de la machine : Il s'agit de la vitesse du rouleau de soudage. La vitesse peut être réglée en tournant le bouton de commande. Chaque cran du bouton augmente ou diminue la vitesse de 0,1 pied/min.

Température réelle : Il s'agit de la température actuelle de la machine.
Point de consigne de la température : Il s'agit de la température à laquelle vous souhaitez que la machine soude vos thermoplastiques.

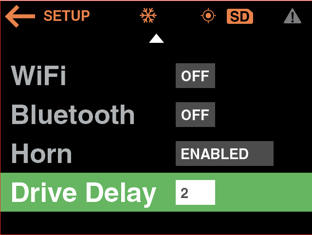
Régler le ventilateur

Réglages du délai : Ils sont utilisés pour éliminer les vides dans la couture. N'oubliez pas de tester les différents réglages du délai d'entraînement pour garantir la qualité des coutures. Si le délai d'entraînement est trop long, le matériau risque d'être brûlé.
Délai de démarrage de l'entraînement : Une fois que la buse se met en position, le délai de démarrage de l'entraînement retarde la rotation des rouleaux de soudage jusqu'à ce que le point de consigne soit atteint. Le délai de démarrage de l'entraînement est réglé par l'opérateur sur la valeur souhaitée.
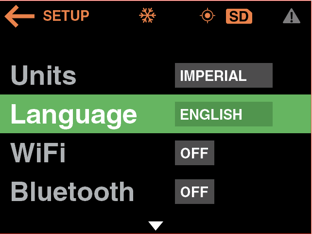
Langue : Sélectionnez la langue en fonction de la demande.
Sortie MAX : 1350˚F 32ft/min 50-100% blower.
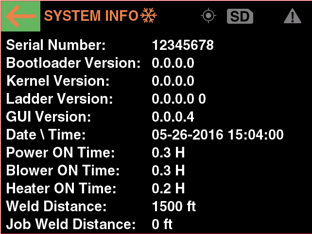
Compteur horaire: Le compteur horaire compte le temps total pendant lequel le système de chauffage est en marche.
Présélections: Lorsque vous modifiez des paramètres, le fait d'appuyer sur la touche SAVE permet d'enregistrer les paramètres ajustés dans la recette sélectionnée.
6.0 Pièces de rechange recommandées
Miller Weldmaster recommande de garder en stock les pièces de rechange suivantes :



![]() REMARQUE : Le fabricant ne peut être tenu pour responsable des dommages ou blessures survenus dans le cadre de l'utilisation de l'appareil. de toute utilisation inappropriée de cette machine.
REMARQUE : Le fabricant ne peut être tenu pour responsable des dommages ou blessures survenus dans le cadre de l'utilisation de l'appareil. de toute utilisation inappropriée de cette machine.
Principes de fonctionnement
Le Seamrover DD est une machine de thermocouture qui soude des tissus ou des films en plastique thermique par air chaud, en appliquant une pression, une vitesse constante et une température précise pour sceller parfaitement les matériaux en plastique thermique.
Spécifications techniques
- Ampérage - 25 ampères à 230 volts
- Puissance nominale - 4600 W
- Tension nominale - 230v AC, 50/60hz
- Température maximale - 1350°F (730°C)
- Vitesse de la machine - 1-32 ft/min
- Dimensions totales - 27" x 14" x 13"
- Largeur de couture - jusqu'à 2"
- Poids net - 88lbs
Section des commandes de l'opérateur
- Panneau de contrôle : L'IHM (interface homme-machine)
- L'écran numérique vous permet de régler les commandes du système.
- Interrupteur marche/arrêt : L'interrupteur d'alimentation permet d'allumer et d'éteindre la machine .

Autres
- Fusibles d'alimentation extérieure : Utilisés pour la protection de l'alimentation générale de la machine complète.
- Interrupteur Marche/Arrêt : Contrôle le démarrage et l'arrêt de l'opération de couture. (Pivotement de la buse)
![]() Avertissement ! L'opérateur doit couper l'alimentation de la machine avant de procéder.
Avertissement ! L'opérateur doit couper l'alimentation de la machine avant de procéder.
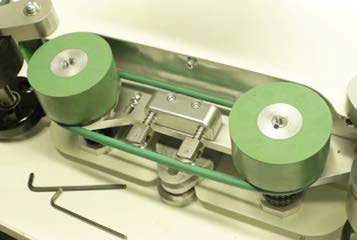

Rouleau de couture : Pour remplacer le rouleau de couture, retirer les fixations de l'arbre d'entraînement. Faire glisser le rouleau de couture hors de l'arbre d'entraînement et retirer la clavette du logement de la clavette. La pose s'effectue à l'inverse de la dépose.


Fig. 1 Fig. 2
Position de la buse (horizontale) : Pour régler la position horizontale de la buse, desserrez les quatre boulons à tête plate situés sur le support de montage de la buse. Lorsque les quatre boulons sont légèrement desserrés, faites glisser la buse en place tout en exerçant une pression vers le bas sur le support de montage de la buse. Lorsque le positionnement de la buse est satisfaisant, serrez les boulons de manière croisée en commençant par l'un des boulons le plus proche du boîtier de l'élément (Fig. 2).

Position de la buse (verticale) : Pour régler la position verticale de la buse, repérez la vis à tête creuse et le contre-écrou sous le flotteur de la buse. Desserrez le contre-écrou et enfoncez ou retirez la vis à tête creuse pour régler la position de repos de la buse. Une fois que la position de la buse est satisfaisante, serrez le contre-écrou. Régler avec précision la position verticale de la buse de manière à ce qu'elle puisse facilement pénétrer dans le joint à souder.



Thermocouple : Remplacer le thermocouple en retirant les quatre vis à tête creuse situées sur le côté du boîtier de l'élément. Cela permet de retirer la protection du thermocouple. Libérez le thermocouple à l'aide d'une clé. Couper et retirer la gaine thermorétractable de protection de la fiche du thermocouple et débrancher le thermocouple. La pose s'effectue à l'inverse de la dépose.


 Étape 1 Étape 2 Étape 3
Étape 1 Étape 2 Étape 3

 Étape 4 Étape 5
Étape 4 Étape 5
Élément : Pour remplacer l'élément, desserrez et retirez les quatre vis à tête creuse situées en haut du capuchon du boîtier de l'élément. Retirez lentement le capuchon du boîtier de l'élément. Retirez le tube isolant de l'élément et le joint du couvercle du boîtier de l'élément et mettez-les de côté. L'élément peut maintenant être débranché du capuchon du boîtier de l'élément. La pose s'effectue à l'inverse de la dépose.
Circuits électriques
1. Lorsque vous remplacez des pièces et des composants, vous devez utiliser des pièces ou des composants du même type que ceux d'origine ou équivalents au type d'origine . Les pièces de rechange d'origine doivent être achetées auprès de Miller Weldmaster ou d'un distributeur agréé par Miller Weldmaster .
2. Pour éviter d'endommager le module de commande, l'écran et le panneau de commande, ne jamais brancher ou débrancher les câbles reliant l'automate, l'écran et le panneau de commande lorsque l'appareil est sous tension.
3. Si un défaut ne peut être éliminé, veuillez contacter immédiatement le service après-vente d'Industrial Heat Sources (IHS) au +1 (330) 970-9353.
Système d'entraînement
1. Vérifier que les pignons d'entraînement ne sont pas disloqués ou desserrés.
2. Vérifier si les chaînes sont trop lâches. Serrez-les si nécessaire.
AVIS : Un entretien insuffisant de la machine peut en affecter les performances. Veuillez contacter Miller Weldmaster pour toute question.
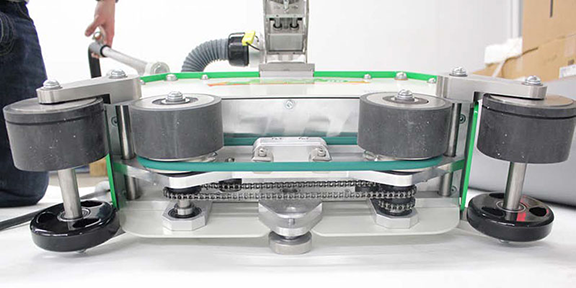
Serrage/huilage des chaînes
Le Seamrover DD ( Miller Weldmaster ) possède deux chaînes qui servent à entraîner les rouleaux de couture. Bien qu'il ne s'agisse pas d'un élément nécessitant un entretien important, les chaînes doivent être inspectées une fois par an pour s'assurer qu'il n'y a pas de corrosion, de rouille ou de saleté excessive. Vérifiez également qu'elles ne sont pas trop lâches ou détendues. Si nécessaire, lubrifiez les chaînes une fois par an avec de l'huile pour engrenages 80w - 90w.
1. Mettez le disjoncteur en position d'arrêt.
2. Débranchez le cordon d'alimentation de la source d'alimentation.
3. Inclinez la machine sur le côté et inspectez les chaînes. Effectuez l'entretien des chaînes si nécessaire.
Réglages du système de chauffage à air chaud
Commencez par allumer votre appareil à air chaud et réglez-le à la température souhaitée.
1. La profondeur de votre buse doit être à environ 1 pouce du point de pincement de vos rouleaux de couture. Si la buse est alignée, effectuer un essai de soudage. Si ce n'est pas le cas, remplacer la buse ou faire réparer la machine.
9.0 Spécifications de transport et stockage
Stockage
Le fabricant recommande de protéger la machine de l'excès de poussière et d'humidité chaque fois qu'elle n'est pas utilisée. L'opérateur doit se familiariser avec les symboles d'avertissement apposés sur la machine afin d'être attentif aux zones potentiellement dangereuses de la machine.
REMARQUE : Le fabricant ne peut être tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine. utilisation inappropriée de cette machine.
10.0 Exigences techniquesExigences techniques
1. Lorsque les rouleaux de couture sont correctement alignés, les bords des deux rouleaux doivent être parallèles et alignés.
2. Balancement du système de chauffage : L'entrée et la sortie du système de chauffage doivent être fluides et naturelles à une vitesse modérée.
3. Les conduites d'air et les raccords pneumatiques doivent être exempts de fuites.
REMARQUE : La modification de facteurs tels que l'épaisseur des matériaux, les qualifications des opérateurs et les différents environnements et conditions météorologiques peuvent avoir une incidence directe sur le produit. L'opérateur doit être en mesure de comprendre les facteurs ajustables suivants en particulier :
1. Température de chauffage
2. La pression des rouleaux de couture
3. Volume d'air
4. Placement du système de chauffage



