Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation du poste à souder PS150. Pour garantir des performances optimales de votre poste à souder, veuillez suivre les recommandations et les spécifications avec précision.
Table des matières
- Chapitre 1 : Utilisation prévue
- Chapitre 2 : Explication des avertissements
- Chapitre 3 : Exigences en matière d'électricité et d'air
- Chapitre 4 : Principes de l'étanchéité à la chaleur
- Chapitre 5 : Principes de fonctionnement
- Chapitre 6 : Spécifications de la machine
- Chapitre 7 : Remplacement et entretien des composants
- Chapitre 8 : Documents supplémentaires relatifs à la machine
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Utilisation prévue
Le site PS150 est une machine à souder rotative à air chaud destinée à sceller à chaud les plastiques thermiques soudables tels que le plastique :
Tissu enduit de polypropylène (PP)
Tissus enduits de polyéthylène (PE)
Le fabricant n'approuve pas :
Toute autre utilisation de ces machines.
Le retrait de tout dispositif de sécurité en cours d'utilisation.
Modification non autorisée des machines.
Utiliser des pièces de rechange qui ne sont pas approuvées par le fabricant.
![]() Seul un technicien dûment formé est autorisé à utiliser et/ou à effectuer tout entretien ou toute réparation de routine sur les machines.
Seul un technicien dûment formé est autorisé à utiliser et/ou à effectuer tout entretien ou toute réparation de routine sur les machines.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
2.0 Explication des avertissements
Plusieurs symboles d'avertissement sont apposés sur le site Miller Weldmaster PS150 . Ces symboles servent à alerter l'opérateur sur les zones potentiellement dangereuses de la machine. Familiarisez-vous avec leur emplacement et leur signification.

Attention : Chaud
Le symbole "Attention : Le symbole "Chaud" est placé sur un protecteur à proximité des surfaces chaudes.

Danger : Points de pincement
Le symbole "Danger : Points de pincement" est placé à proximité de tout point de pincement potentiel. Ne placez aucune partie du corps à proximité de ces sections de la machine lorsque celle-ci est en marche.

Attention : Débrancher l'appareil
L'autocollant "Attention : Débrancher la machine" est placé près de l'ouverture de l'armoire et de tous les panneaux d'accès. Pour éviter toute électrocution, l'appareil doit toujours être débranché avant l'ouverture de la porte de l'armoire.

Avertissement : Gardez vos mains à l'écart
L'autocollant "Warning : Gardez vos mains à l'écart" est placé sur l'ensemble de l'appareil de chauffage. Pour éviter tout pincement ou toute brûlure, veillez à ce que vos mains soient toujours libres.

Avertissement : Air à haute température
L'autocollant "Warning : L'autocollant "High Temperature Air" est placé sur l'ensemble de l'appareil de chauffage.

Attention : Électricité
L'autocollant "Attention : L'autocollant "Électricité" est placé à proximité des zones contenant de l'électricité.

Attention : Les objets pointus et tranchants
L'autocollant "Attention : L'autocollant "Sharp" est placé à proximité des zones contenant des éléments tranchants.

Lockout Tagout:
L'alimentation de chaque variateur de fréquence CA est assurée par un bloc-fusible qui peut être verrouillé et étiqueté. Un tournevis est utilisé dans la fente sur la face de la poignée pour démarrer l'ouverture de la poignée. Une fois la poignée démarrée, l'utilisateur peut l'ouvrir à la main et verrouiller l'appareil.
L'attention:
L'étiquette est située près de la limite inférieure du système de réglage de la hauteur. Une fois que la machine a été réglée à la hauteur de fonctionnement souhaitée, relevez le collier de serrage jusqu'au bas du support et serrez-le en place. Cette opération crée une limite inférieure de réglage de la hauteur, de sorte que la machine ne s'abaisse que de façon minimale par rapport à la hauteur de fonctionnement.
3.0 Exigences en matière d'électricité et d'air
Avertissement ! Seul un électricien qualifié est habilité à brancher l'alimentation électrique.
Préparation - Puissance et air
- Assurez-vous que l'alimentation électrique est de 230 V, 30 ampères, 50/60 Hz ou de 480 V, 30 ampères, lorsque le transformateur abaisseur approprié a été fourni, 50/60 Hz, et que la pression atteint 100 psi (6,9 bar) lorsque la machine est en marche.
- Assurez-vous que la tension et le courant sont adaptés à la machine et correspondent aux spécifications ci-dessus.
- Une mise à la terre appropriée doit être effectuée sur la borne de mise à la terre prévue sur la machine.
 Avant d'utiliser la machine, assurez-vous que la zone environnante de la machine est exempte de des débris inflammables. Seules les personnes autorisées doivent se trouver à proximité de la machine lorsqu'elle est utilisée.
Avant d'utiliser la machine, assurez-vous que la zone environnante de la machine est exempte de des débris inflammables. Seules les personnes autorisées doivent se trouver à proximité de la machine lorsqu'elle est utilisée.- En cas d'urgence, appuyez sur le bouton d'arrêt d'urgence.
Fourniture d'électricité
En raison du nombre de prises de courant de styles différents disponibles, le cordon ne comprend pas de fiche. Il est recommandé à votre électricien d'installer une fiche comparable à votre type de prise de courant. Vous pouvez choisir de relier votre cordon d'alimentation à votre bloc d'alimentation. Il est recommandé à votre électricien d'utiliser une boîte de jonction avec un interrupteur marche/arrêt. Le site Miller Weldmaster PS150 doit répondre à l'une des exigences électriques suivantes :
30 Amp - Triphasé - 230 Volts
30 Amp - Triphasé - 480 Volts (lorsque le transformateur abaisseur approprié a été fourni) a été fourni)
Magasin d'alimentation en air
Le site Miller Weldmaster PS150 comprend une vanne d'alimentation en air de l'atelier qui permet des connexions et déconnexions rapides à l'alimentation en air de l'atelier. En raison du nombre de styles différents de connecteurs de ligne d'air, un raccord rapide mâle n'est pas inclus. Vous devrez choisir un raccord rapide mâle avec un NPT (National Pipe Thread) de 3/8 pouces pour correspondre à votre raccord rapide femelle. Le site Miller Weldmaster PS150 requiert les conditions d'air d'atelier suivantes :
- Au moins 20 cfm à 100 psi
- Ne pas dépasser 565 litres/min à 6,9 bars
- Un séparateur d'eau et de saleté en ligne
4.0 Principes de l'étanchéité à la chaleur
Chaleur : Système de chauffage à air chaud : La chaleur nécessaire à l'opération de soudage est créée électriquement par un (ou deux selon l'application) élément chauffant situé à l'intérieur du boîtier de l'élément chauffant. L'alimentation en air de l'atelier fournit de l'air sur l'élément chauffant et transporte la chaleur à travers la buse d'air chaud, appliquant la chaleur au matériau à souder. La température de l'air chaud varie de 25 à 800 degrés Celsius (77 à 1472 degrés Fahrenheit).
Vitesse : La vitesse des rouleaux de soudage détermine la durée pendant laquelle la chaleur est appliquée au matériau à souder. Plus la vitesse est lente, plus le matériau est chauffé. Plus la vitesse est élevée, moins le matériau est chauffé. Pour obtenir la meilleure couture, une quantité minimale de chaleur doit être appliquée au matériau tout en obtenant une couture complète. Une chaleur trop importante entraînera une déformation du matériau, tandis qu'une chaleur insuffisante empêchera le matériau de se souder.
Pression : la pression exercée par les rouleaux de soudage comprime le matériau chauffé pour achever le processus de soudage.
Résumé
La combinaison correcte de la chaleur, de la vitesse et de la pression du rouleau vous permettra d'obtenir un joint correctement soudé.
5.0 Principes de fonctionnement
Le PS150 est une machine de thermoscellage qui soude des tissus ou des films en plastique thermique par air chaud, en appliquant une pression, une vitesse constante et une température précise pour sceller parfaitement les matériaux en plastique thermique.
Contrôles : Objectifs et fonctions
Écran de contrôle de l'opérateur
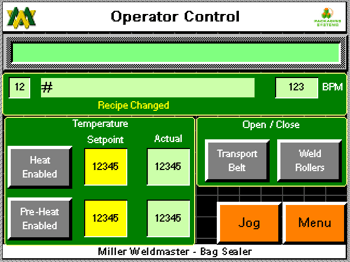
- Zone de texte en haut au centre: La zone de texte énumère les alarmes en cours. Les boutons haut/bas situés à côté de la zone de texte permettent à l'utilisateur de faire défiler la liste des alarmes actuelles vers le haut ou vers le bas.
- Zone de texte MSG0: La zone de texte indique l'état actuel de la machine. Système inactif, système en marche, pause, tâche en cours, porte de convoyage ouverte, alarme active, réinitialisation de l'EPO, arrêt d'urgence côté commande de l'opérateur et arrêt d'urgence côté commande non opérateur.
- Voyant rouge: Le voyant rouge affiche la même couleur que le voyant de la pile en mode couleur fixe.
- Bag/Min : Le "0" indique la moyenne actuelle de sacs par minute passant par la machine.
- Pieds/Min: "0" indique la moyenne actuelle de sacs par minute passant par la machine.
- Buse de soudage désactivée: une pression sur le bouton permet d'activer ou de désactiver le système de chauffage. Appuyer une fois pour passer à l'état inverse.
- Réelle (F) : Le chiffre affiché correspond à la température actuellement relevée par le thermocouple à la base du boîtier de l'élément.
- Point de consigne (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier le point de consigne.
- Buse de préchauffage désactivée: une pression sur le bouton permet d'activer ou de désactiver le système de chauffage. Appuyez une fois pour passer à l'état inverse.
- Rouleau de couture: Une pression sur ce bouton permet d'ouvrir/de fermer les rouleaux de couture. Appuyer une fois pour passer à l'état opposé.
- Tapis de transport: Une pression sur ce bouton permet d'ouvrir/de fermer les courroies de transport. Appuyez une fois pour passer à l'état opposé.
- Jogging FWD : En appuyant sur ce bouton, le système d'entraînement se déplace vers l'avant à une vitesse lente. Cette fonction est destinée à tester le mouvement des moteurs et du système d'entraînement uniquement. Elle n'est pas destinée à fonctionner de manière synchronisée. La fonction Jog FWD n'apparaît que lorsque la machine est en pause.
- Menu: En appuyant sur la touche Menu, l'utilisateur accède à l'écran du menu principal.
Écran du menu principal, niveau opérateur
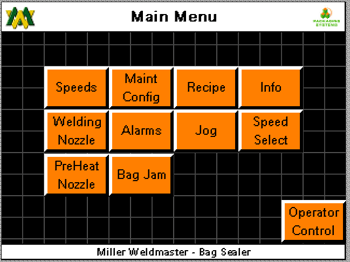
-
- Configuration de l'opérateur En appuyant sur le bouton Configuration de l'opérateur, l'utilisateur accède à la configuration de l'opérateur, au niveau de l'opérateur.
- Historique des alarmes : En appuyant sur le bouton Historique des alarmes, l'utilisateur accède à l'écran Historique des alarmes.
- Connexion : En appuyant sur le bouton Connexion, l'utilisateur accède à l'écran de connexion.
- Déconnexion : En appuyant sur le bouton Logout, l'utilisateur se déconnecte et revient aux écrans consultables de la base.
- Fonctionnement : En appuyant sur le bouton Opération, l'utilisateur accède à l'écran de contrôle de l'opérateur.
Configuration de l'opérateur, niveau de l'opérateur
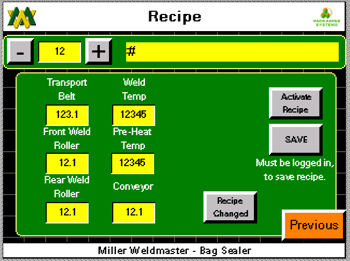
- Numéro de la recette : Le numéro affiché dans la zone de texte est le numéro de la recette actuellement affichée. En touchant la zone de texte à l'écran, un clavier apparaît, permettant à l'utilisateur de passer au numéro de recette souhaité. La flèche haut/bas située à droite/gauche de la zone de texte permet également de passer à la recette suivante. En touchant une fois la flèche, la recette passe à la suivante.
- Nom de la recette: Le texte affiché est le nom de la recette en cours. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le texte.
- Activer: En appuyant sur la touche d'activation, le réglage enregistré de la recette affichée est chargé dans les points de consigne appropriés. Lors du réglage d'un paramètre de vitesse, par exemple, le paramètre de vitesse doit être modifié, puis il faut appuyer sur la touche d'activation pour envoyer la modification à ce point de consigne particulier.
- Courroie de transport (FT/MIN): Le nombre affiché dans la zone de texte correspond à la vitesse à laquelle la courroie de transport est réglée. La vitesse de transport est la vitesse principale de la machine. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier la vitesse de la bande de transport. En touchant une fois la flèche, la vitesse sera augmentée/diminuée de 0,01 pied par minute. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Rouleau de couture avant (FT/MIN): le nombre affiché dans la zone de texte indique la vitesse à laquelle le rouleau de couture avant est réglé. La vitesse du rouleau de couture avant est asservie à la vitesse de transport, mais peut être décalée. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier la vitesse du rouleau de soudage avant. En touchant une fois la flèche, la vitesse sera augmentée/diminuée de 0,01 pied par minute. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Rouleau de soudure arrière : La vitesse du rouleau de couture arrière est asservie à la vitesse de transport. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier la vitesse du rouleau de couture arrière. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler la vitesse du rouleau de couture arrière. En touchant une fois la flèche, la vitesse sera augmentée/diminuée de 0,01 ft/min. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Température de la buse de soudage (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier le point de consigne. La flèche haut/bas située à droite/gauche de la zone de texte permet également d'ajuster le point de consigne. En touchant la flèche une fois, la température sera augmentée/diminuée de 1'f. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Pre Heat Temp (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier le point de consigne. La flèche haut/bas située à droite/gauche de la zone de texte permet également d'ajuster le point de consigne. En touchant la flèche une fois, la température sera augmentée/diminuée de 1'f. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Temps sans sac (SEC) : Le capteur de sac d'entrée contrôle le moment où le système d'orientation de la buse doit être en position de soudage et en position de repos lorsque la machine est en mode de fonctionnement. Lorsqu'un sac entre dans la machine et que le capteur le voit, le système d'orientation de la buse reçoit l'ordre de se mettre en position de soudage. Le nombre affiché dans la zone de texte est le temps qui doit s'écouler sans qu'un sac ne passe devant le capteur de sac d'entrée. Si ce délai est atteint, le système d'orientation de la buse est invité à revenir à sa position initiale jusqu'à ce qu'un autre sac soit détecté. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne.
- Sauvegarder: L'appui sur le bouton de sauvegarde permet d'enregistrer/réenregistrer tous les points de consigne entrés dans chaque zone de texte dans la recette actuellement affichée.
- Jogging FWD: En appuyant sur ce bouton, le système d'entraînement se déplace vers l'avant à une vitesse lente. Cette fonction est destinée à tester le mouvement des moteurs et du système d'entraînement uniquement. Elle n'est pas destinée à fonctionner de manière synchronisée. La fonction Jog FWD n'apparaît qu'en état de pause.
- Précédent: une pression sur le bouton précédent permet d'afficher l'écran précédent.
Écran du menu principal, niveau SU :
- Configuration de la recette : En appuyant sur le bouton Recipe Config, l'utilisateur accède à l'écran de configuration des recettes.
- Recette active : En appuyant sur le bouton Recipe Active, l'utilisateur accède à l'écran Recipe Active.
- Chaleur/Manuel : En appuyant sur le bouton Chaleur/Manuel, l'utilisateur accède à l'écran de contrôle de la chaleur de la buse de soudage.
- Machine Config : En appuyant sur le bouton Machine Config, l'utilisateur accède à l'écran de contrôle de l'opérateur.
- Info à distance : En appuyant sur le bouton Remote Info, l'utilisateur accède à l'écran Remote Info.
- Configuration de l'IHM : En appuyant sur le bouton HMI Setup, l'utilisateur accède à l'écran de configuration de l'IHM.
- Alarmes actives : En appuyant sur le bouton Alarme active, l'utilisateur accède à l'écran Alarme active.
- Info : En appuyant sur le bouton Info, l'utilisateur accède à l'écran Info.
- Connexion : En appuyant sur le bouton Connexion, l'utilisateur accède à l'écran de connexion.
- Déconnexion : En appuyant sur le bouton de déconnexion, l'utilisateur revient aux écrans consultables de la base.
- Maintenance SU : En appuyant sur le bouton SU Maint, l'utilisateur accède à l'écran SU Maintenance.
Écran de configuration des recettes
- Numéro de recette: le numéro affiché dans la zone de texte est le numéro de la recette actuellement affichée. En touchant la zone de texte à l'écran, un clavier apparaît, permettant à l'utilisateur de passer au numéro de recette souhaité. La flèche haut/bas située à droite/gauche de la zone de texte permet également de passer à la recette suivante. En touchant la flèche une fois, la recette sera augmentée/diminuée de 1.
- Nom de la recette : Le texte affiché est le nom de la recette en cours. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le texte.
- Activer: En appuyant sur la touche d'activation, le réglage enregistré de la recette affichée est chargé dans les points de consigne appropriés. Lors de l'ajustement d'un réglage de vitesse, par exemple, le réglage de vitesse doit être modifié lorsque la touche d'activation est enfoncée afin d'envoyer le changement à ce point de consigne particulier.
- Transport Belt (FT/MIN) : Le nombre affiché dans la zone de texte indique la vitesse à laquelle la courroie de transport est réglée. La vitesse de transport est la vitesse principale de la machine. Le nombre est exprimé en pieds par minute. En touchant la zone de texte à l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier la vitesse de la bande de transport. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler la vitesse du transport. En touchant une fois la flèche, la vitesse sera augmentée/diminuée de 0,01 pied/min. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Rouleau de couture avant (FT/MIN) : le nombre affiché dans la zone de texte indique la vitesse à laquelle le rouleau de couture avant est réglé. La vitesse du rouleau de couture avant est asservie à la vitesse de transport, mais peut être décalée. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier la vitesse du rouleau de soudage avant. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler la vitesse du rouleau de soudage arrière. En touchant la flèche une fois, la vitesse sera augmentée/diminuée de 0,01 pied/min. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Rouleau de couture arrière (FT/MIN) : le nombre affiché dans la zone de texte indique la vitesse à laquelle le rouleau de couture arrière est réglé. La vitesse du rouleau de couture arrière est asservie à la vitesse de transport, mais peut être décalée. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier la vitesse du rouleau de soudage arrière. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler la vitesse du rouleau de couture arrière. En touchant la flèche une fois, la vitesse sera augmentée/diminuée de 0,01 pied/min. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Température de la buse de soudage (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler le point de consigne. En touchant la flèche une fois, la température de la vitesse sera augmentée/diminuée de 1'f. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Pre Heat Temp (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier le point de consigne. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler le point de consigne. En touchant une fois la flèche, la température sera augmentée/diminuée de 1'f. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
-
- Sauvegarder : L'appui sur le bouton de sauvegarde permet d'enregistrer/réenregistrer tous les points de consigne entrés dans chaque zone de texte dans la recette actuellement affichée.
- Jogging FWD : En appuyant sur ce bouton, le système d'entraînement se déplace vers l'avant à une vitesse lente. Cette fonction est destinée à tester le mouvement des moteurs et du système d'entraînement uniquement. Elle n'est pas destinée à fonctionner en mode sunchronisé. La fonction Jog FWD n'apparaît qu'en mode pause.
- Précédent : une pression sur le bouton précédent permet d'afficher l'écran précédent.
Écran actif de la recette
- Numéro de la recette : Le numéro affiché dans la zone de texte est le numéro de la recette actuellement affichée.
- Nom de la recette : Le texte affiché correspond au nom de la recette en cours.
- Ceinture de transport (FT/MIN) : le nombre affiché dans la zone de texte correspond à la vitesse à laquelle le transport est réglé. La vitesse de transport est la vitesse principale de la machine. Le nombre est exprimé en pieds par minute.
- Rouleau de soudage avant (FT/MIN) : le nombre affiché dans la zone de texte indique la vitesse à laquelle le rouleau de soudage avant est réglé. La vitesse du rouleau de couture avant est asservie à la vitesse de transport. Le nombre est exprimé en pieds par minute.
- Rouleau de soudage arrière (FT/MIN) : le nombre affiché dans la zone de texte correspond à la vitesse à laquelle le rouleau de soudage avant est réglé. La vitesse du rouleau de soudage avant est asservie à la vitesse de transport. Le nombre est exprimé en pieds par minute.
- Température de la buse de soudage (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température.
- Pre Heat Temp (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température.
- Temps d'absence de sac : le capteur de sac d'entrée contrôle le moment où le système d'orientation de la buse doit être en position de soudage et en position de repos lorsque la machine est en mode de fonctionnement. Lorsqu'un sac entre dans la machine et que le capteur le voit, le système d'orientation de la buse reçoit l'ordre de se mettre en position de soudage. Le nombre affiché dans la zone de texte est le temps qui doit s'écouler sans qu'un sac ne passe devant le capteur de sac d'entrée. Si ce délai est atteint, le système d'orientation de la buse doit se mettre en position initiale jusqu'à ce qu'un autre sac soit détecté.
- Précédent : une pression sur le bouton précédent permet d'afficher l'écran précédent.
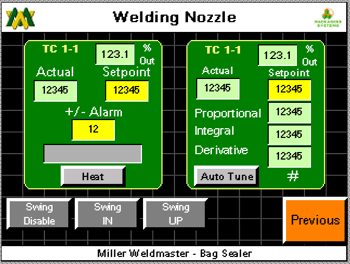
- Réelle (F) : Le chiffre affiché correspond à la température que le thermocouple indique actuellement à la base du boîtier de l'élément. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne.
- Point de consigne (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne.
- Alarme +/- (F) : Le chiffre affiché indique le nombre de degrés de variation autorisé avant que l'alarme de température haute/basse ne soit activée.
- Arrêt du chauffage : en appuyant sur le bouton d'arrêt du chauffage, le système de chauffage s'éteint/se rallume. Si le système de chauffage est actuellement désactivé, il suffit d'appuyer une fois sur la touche pour le mettre en marche.
- Chaleur/Manuel #2 : En appuyant sur le bouton, l'utilisateur accède à l'écran de la buse de pré-chauffage du contrôle de la chaleur.
- Basculer : En appuyant sur le bouton, la buse du système de chauffage bascule en position verticale. En appuyant une deuxième fois sur le bouton, la buse du système de chauffage bascule en position initiale. Il s'agit d'un bouton à bascule et d'un seul.
-
Swing Up : Pour que le bouton Swing Up soit activé, le système de chauffage doit être en position verticale. S'il n'est pas en position verticale, la touche Swing Up ne sera pas activée. Appuyer sur le bouton fait glisser la buse du système de chauffage en position haute. En appuyant une deuxième fois sur le bouton, la buse du système de chauffage se met en position basse. Le bouton est un bouton à bascule et une pression sur le bouton permet au système de pivotement de glisser vers le haut ou vers le bas. ATTENTION ! Ne laissez pas la buse en position haute pendant plus de 3 secondes, sous peine d'endommager les rouleaux de couture !
- Jogging FWD : En appuyant sur ce bouton, le système d'entraînement se déplace vers l'avant à une vitesse lente. Cette fonction est destinée à tester le mouvement des moteurs et du système d'entraînement uniquement. Elle n'est pas destinée à fonctionner de manière synchronisée. La fonction Jog FWD n'apparaît qu'en état de pause.
- Auto Tune Proportion : Le nombre affiché est la valeur de la bande proportionnelle que le régulateur de température utilise actuellement pour la boucle de régulation de la température.
- Auto Tune Integral : Le nombre affiché est la valeur du temps intégral que le régulateur de température utilise actuellement pour la boucle de régulation de la température.
- Auto Tune Derivative : Le nombre affiché est la valeur du temps de dérivation que le régulateur de température utilise actuellement pour la boucle de régulation de la température.
- Auto Tune : En appuyant sur ce bouton, le régulateur de température se met en mode de réglage automatique. ATTENTION ! Avant de procéder à l'autoréglage, réglez la température de consigne à 800' f et laissez la température réelle se rapprocher de la valeur de consigne ! Le non-respect de cette consigne peut endommager les éléments ou d'autres composants du système de chauffage. L'autoréglage ne doit être utilisé que lorsque la température fluctue pour une raison inconnue. Il faut s'efforcer d'identifier un composant défectueux du système de chauffage, la pression de l'air, le débit d'air ou toute autre raison avant de procéder à l'autoréglage.
- Menu : En appuyant sur la touche Menu, l'utilisateur accède à l'écran du menu principal.
Contrôle de la chaleur Buse de préchauffage Écran
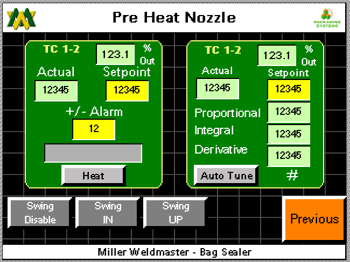
- Réelle (F) : Le chiffre affiché correspond à la température que le thermocouple indique actuellement à la base du boîtier de l'élément. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne.
- Point de consigne (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne.
- Alarme +/- (F) : Le chiffre affiché indique le nombre de degrés de variation autorisé avant que l'alarme de température haute/basse ne soit activée. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne.
- Arrêt du chauffage : en appuyant sur le bouton d'arrêt du chauffage, le système de chauffage s'éteint/se rallume. Si le système de chauffage est actuellement désactivé, il suffit d'appuyer une fois sur la touche pour le mettre en marche.
- Arrêt du chauffage : en appuyant sur le bouton d'arrêt du chauffage, le système de chauffage s'éteint/se rallume. Si le système de chauffage est actuellement désactivé, il suffit d'appuyer une fois sur la touche pour le mettre en marche.
- Chaleur/Manuel #1 : En appuyant sur le bouton, l'utilisateur accède à l'écran de contrôle de la chaleur de la buse de soudage.
- Basculer : En appuyant sur le bouton, la buse du système de chauffage bascule en position verticale. En appuyant une deuxième fois sur le bouton, la buse du système de chauffage bascule en position initiale. Le bouton est un bouton à bascule et une pression sur le bouton permet au système de pivoter vers l'intérieur ou vers l'extérieur.
- Swing Up : Pour que le bouton Swing Up soit activé, l'oscillation du système de chauffage doit être en position verticale. S'il n'est pas en position verticale, la touche Swing Up ne sera pas activée. Appuyer sur le bouton fait glisser la buse du système de chauffage en position haute. En appuyant une deuxième fois sur le bouton, la buse du système de chauffage se met en position basse. Le bouton est un bouton à bascule et une pression sur le bouton fait glisser le système de balançoire vers le haut ou vers le bas. ATTENTION ! Ne laissez pas la buse en position haute pendant plus de 3 secondes, sous peine d'endommager les rouleaux de couture !
- Jogging FWD : En appuyant sur ce bouton, le système d'entraînement se déplace vers l'avant à une vitesse lente. Cette fonction est destinée à tester le mouvement des moteurs et du système d'entraînement uniquement. Elle n'est pas destinée à fonctionner de manière synchronisée. La fonction Jog FWD n'apparaît qu'en état de pause.
- Auto Tune Proportion : Le nombre affiché est la valeur de la bande proportionnelle que le régulateur de température utilise actuellement pour la boucle de régulation de la température.
- Auto Tune Integral : Le nombre affiché est la valeur du temps intégral que le régulateur de température utilise actuellement pour la boucle de régulation de la température.
- Auto Tune Derivative : Le nombre affiché est la valeur du temps de dérivation que le régulateur de température utilise actuellement pour la boucle de régulation de la température.
- Auto Tune : En appuyant sur ce bouton, le régulateur de température se met en mode de réglage automatique. ATTENTION ! Avant de procéder à l'autoréglage, réglez la température de consigne à 800' F et laissez la température réelle se rapprocher de la valeur de consigne !Le non-respect de cette consigne peut endommager les éléments ou d'autres composants du système de chauffage. L'autoréglage ne doit être utilisé que lorsque la température fluctue pour une raison inconnue. Il faut s'efforcer d'identifier un composant défectueux du système de chauffage, la pression de l'air, le débit d'air ou toute autre raison avant de procéder à l'autoréglage.
- Menu : En appuyant sur la touche Menu, l'utilisateur accède à l'écran du menu principal.
Écran de l'interface à distance
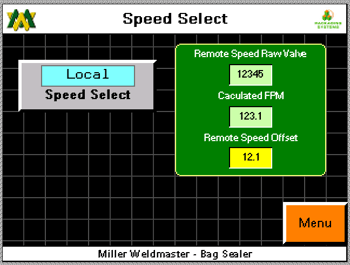
- Contrôle de vitesse "local" : Une pression sur ce bouton permet de faire basculer la référence de vitesse indiquée entre le local et le distant. Appuyez une fois sur le bouton pour passer à la condition opposée.
- Remote SP (vitesse à distance) : la zone de texte affiche la vitesse en pieds par minute que l'ensacheuse demande à la machine de fonctionner. La machine fonctionnera à cette vitesse uniquement lorsque l'opération de vitesse à distance a été sélectionnée sur l'écran de l'interface à distance.
- Décalage de la vitesse à distance (FT/MIN) : Le nombre affiché dans la zone de texte reflète la vitesse saisie afin de faire correspondre la vitesse inférieure du convoyeur avec celle de la soudeuse. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne. Le point de consigne peut être réglé sur un nombre positif ou négatif. Par exemple, si le sac entre dans la soudeuse et qu'il se tient droit, lorsque le sac descend la ligne et qu'il commence à se pencher vers l'avant, le décalage est trop rapide, ce qui indique à la soudeuse de fonctionner plus vite que le convoyeur inférieur. Réglez le point de consigne plus bas et observez le sac suivant.
- Précédent : une pression sur le bouton précédent permet d'afficher l'écran précédent.
REMARQUE : Il est très important de savoir que l'inclinaison du sac vers l'avant ou vers l'arrière affectera la rectitude de la couture. En supposant que le sac soit droit à l'entrée, si le sac penche vers l'avant lors de son passage dans la soudeuse, la taille du pli peut augmenter du bord d'attaque au bord de fuite. Si le sac penche vers l'arrière lors de son passage dans la soudeuse, la taille du pli peut diminuer du bord d'attaque au bord de fuite.
Écran d'alarme active
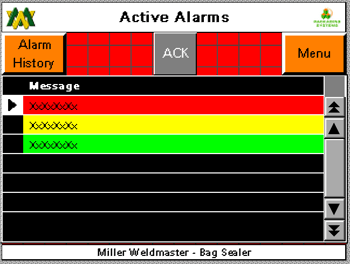
La zone de texte noire affiche une alarme active. Ces alarmes resteront affichées jusqu'à ce qu'elles aient été résolues et que le bouton ACK ait été enfoncé.
- Historique : En appuyant sur le bouton Historique, l'écran Historique des alarmes s'affiche.
- ACK : Acquittement de l'alarme. En appuyant sur le bouton ACK, l'alarme est acquittée et le système se remet en marche. Si la condition d'alarme n'a pas été résolue, l'alarme réapparaît.
- Précédent : une pression sur le bouton précédent permet d'afficher l'écran précédent.
Écran de l'historique des alarmes
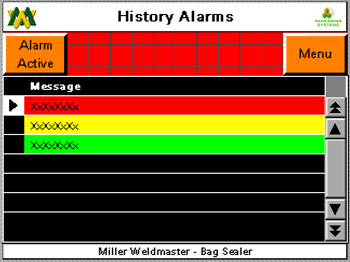
La zone de texte noire affiche tous les événements d'alarme qui se sont produits dans le passé, ainsi que la date et l'heure.
- Boutons fléchés haut/bas : Permettent à l'utilisateur de faire défiler la page d'alarmes vers le haut ou vers le bas.
- Effacer l'historique : En appuyant sur le bouton d'effacement de l'historique, vous effacez l'historique enregistré dans la mémoire. Le bouton d'effacement de l'historique n'apparaît que lorsque vous êtes connecté en tant qu'utilisateur SU.
- Précédent : une pression sur le bouton précédent permet d'afficher l'écran précédent.
Écran d'information

Cet écran sert simplement à afficher les coordonnées de Miller Weldmasteret à indiquer le type spécifique de la machine, le numéro de série et la version du logiciel. Lorsque vous appelez Miller Weldmaster pour toute question, veuillez vous munir du type de machine, du numéro de série et de la version du logiciel pour les communiquer au représentant de Miller Weldmaster .
- Précédent : une pression sur le bouton précédent permet d'afficher l'écran précédent.
Écran de connexion
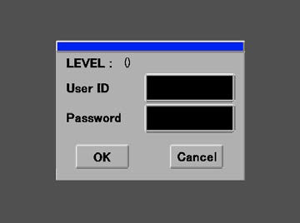
Pour accéder aux écrans verrouillés ou à accès différencié, il faut saisir l'identifiant et le mot de passe appropriés. Pour toute question, veuillez contacter votre superviseur.
Écran de configuration de la machine
- Vitesse de jogging (FT/MIN) : Le nombre affiché reflète le nombre de pieds par minute que le système d'entraînement fonctionnera lorsque le bouton de jogging est enfoncé. En touchant la zone de texte à l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier la vitesse de jogging.
- Temps de pause (SEC) : Le nombre affiché indique le temps qui s'écoulera après qu'un signal de pause a été émis ou qu'un bouton de pause a été enfoncé. Cette fonction permet de vider le système PS400 de ses sacs. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le temps de pause.
- Temps de blocage du sac (SEC) : Le nombre affiché indique le nombre de secondes qui s'écoulent une fois qu'un sac est vu par le capteur de sac d'entrée et que l'alarme de blocage de sac se déclenche si un sac n'est pas vu par le capteur de sac de sortie. Par exemple, lorsqu'un sac entre dans la machine, si la présentation est correcte, le capteur de sac d'entrée verra le sac et, de même, lorsque le sac sort de la machine, le capteur de sac de sortie verra le sac. En touchant la zone de texte sur l'écran, un clavier apparaîtra pour permettre à l'utilisateur de modifier le temps de blocage du sac.
- Temps d'entrée et de sortie de la buse (SEC) : Le système de pivotement de la buse est conçu avec deux mouvements et deux cylindres d'air qui effectuent les mouvements. À partir de la position initiale, la buse pivote vers les rouleaux de couture puis glisse vers le haut ; à partir de la position de couture, la buse glisse vers le bas puis pivote vers l'extérieur. Cette conception a été créée pour permettre à la buse d'être à proximité du système de guidage, du rouleau de couture et du sac lui-même.
- Temps de pivotement (Sec) : Le nombre affiché correspond à la durée de la seconde action du système de pivotement de la buse. Par exemple, lorsqu'on demande au système de pivotement de la buse de se mettre en marche, l'action du pivot commence immédiatement, mais la seconde action, le glissement, la montée, ne commence pas avant que le temps n'ait atteint le point de consigne. Ce délai permet au pivot de la buse d'être en place directement sous les rouleaux de couture et le guide avant de commencer à glisser vers le haut. En touchant la zone de texte sur l'écran, un clavier apparaîtra pour permettre à l'utilisateur de modifier le temps de pivotement.
- Temps de sortie de la buse (SEC) : Le nombre affiché correspond à la durée de la deuxième action du système de pivotement de la buse. L'action et la séquence des événements se déroulent exactement à l'inverse du temps d'ouverture de la buse. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le temps d'arrêt.
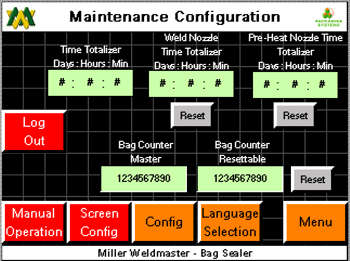
- Mise en veille de l'avis de fin de vie (HRS) : Une fois qu'un avis de fin de vie est devenu actif et que le bouton ACK est enfoncé, l'avis de fin de vie passe en mode "snooze". Le nombre affiché correspond au nombre d'heures de répétition. Le nombre d'heures est réglable entre 0 et 99 heures. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier le nombre d'heures.
- Machine : Durée totale pendant laquelle la machine est sous tension. Le temps est affiché en heures.
- Buse de soudage: Durée totale pendant laquelle le système de chauffage par soudage est sous tension. Le temps est affiché en heures.
- Buse de préchauffage : Durée totale pendant laquelle le système de préchauffage est sous tension. La durée est affichée en heures.
- Compteur de sacs : Nombre total de sacs passés par les capteurs de sacs d'entrée et de sortie.
- Élément actif de la buse de soudage (HRS) : Durée totale pendant laquelle la buse de soudage est sous tension depuis la dernière réinitialisation.
- Avis de fin de vie : Le nombre affiché correspond au nombre d'heures pendant lesquelles le système de chauffage est sous tension jusqu'à ce que l'avis de fin de vie s'affiche. L'avis peut être acquitté en appuyant sur le bouton retour, ce qui réinitialise l'avis pour 24 heures. Le message de fin de vie continuera à s'afficher jusqu'à ce qu'une personne autorisée se connecte à l'utilisateur SU et remette à zéro les compteurs d'heures des buses de soudage et de préchauffage. Le nombre d'heures est réglable entre 0 et 99 heures. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier le nombre d'heures.
- Élément actif de la buse de préchauffage : Durée totale pendant laquelle la buse de soudage est sous tension depuis la dernière remise à zéro.
- Compteur de sacs réinitialisable : Nombre total de sacs passés par les capteurs de sacs d'entrée et de sortie. En appuyant sur le bouton de remise à zéro, la valeur du totalisateur est remise à zéro.
- Précédent : une pression sur le bouton précédent permet d'afficher l'écran précédent.
Réglage des vitesses
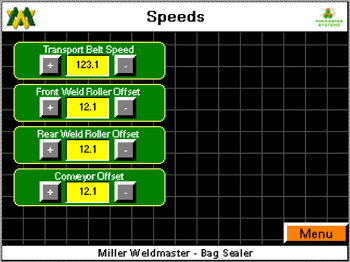
- Courroie de transport (FT/MIN) : Le nombre affiché dans la zone de texte correspond à la vitesse à laquelle la courroie de transport est réglée. La vitesse de transport est la vitesse principale de la machine. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier la vitesse de la bande de transport. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler la vitesse de la bande de transport. En touchant une fois la flèche, la vitesse sera augmentée/diminuée de 0,01 pied/min. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Rouleau de couture avant (FT/MIN) : le nombre affiché dans la zone de texte indique la vitesse à laquelle le rouleau de couture avant est réglé. La vitesse du rouleau de couture avant est asservie à la vitesse de transport, mais peut être décalée. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier la vitesse du rouleau de soudage avant. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler la vitesse du rouleau de soudage arrière. En touchant une fois la flèche, la vitesse sera augmentée/diminuée de 0,01 pied/min. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Rouleau de couture arrière (FT/MIN) : le nombre affiché dans la zone de texte indique la vitesse à laquelle le rouleau de couture arrière est réglé. La vitesse du rouleau de couture arrière est asservie à la vitesse de transport, mais peut être décalée. Le nombre est exprimé en pieds par minute. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier la vitesse du rouleau de soudage arrière. La flèche haut/bas située à droite/gauche de la zone de texte permet également de régler la vitesse du rouleau de couture arrière. En touchant la flèche une fois, la vitesse sera augmentée/diminuée de 0,01 pied/min. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Température de la buse de soudage (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît pour permettre à l'utilisateur de modifier le point de consigne. La flèche haut/bas située à droite/gauche de la zone de texte permet également d'ajuster le point de consigne. En touchant une fois la flèche, la température sera augmentée/diminuée de 1'f. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
- Pre Heat Temp (F) : Le nombre affiché correspond à la température à laquelle le régulateur de température doit maintenir la température. En touchant la zone de texte sur l'écran, un clavier apparaît, permettant à l'utilisateur de modifier le point de consigne. La flèche haut/bas située à droite/gauche de la zone de texte permet également d'ajuster le point de consigne. En touchant une fois la flèche, la température sera augmentée/diminuée de 1'f. Une fois que le point de consigne souhaité a été saisi dans la zone de texte, l'utilisateur doit appuyer sur le bouton d'activation afin d'envoyer le changement à ce point de consigne particulier.
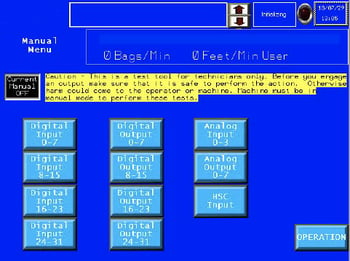
Écran du menu manuel
![]() Il s'agit d'un outil de test réservé aux techniciens. Avant d'engager une sortie, assurez-vous que l'action peut être effectuée en toute sécurité. Dans le cas contraire, l'opérateur ou la machine risquent d'être blessés. La machine doit être en mode manuel pour effectuer ces tests !
Il s'agit d'un outil de test réservé aux techniciens. Avant d'engager une sortie, assurez-vous que l'action peut être effectuée en toute sécurité. Dans le cas contraire, l'opérateur ou la machine risquent d'être blessés. La machine doit être en mode manuel pour effectuer ces tests !
Courant Manuel Désactivé

En appuyant sur ce bouton, la fonction de la machine basculera de l'activation à la désactivation manuelle.
Entrée manuelle Vue 0-7

La case noire à côté du texte s'allume lorsque l'entrée est activée. Il s'agit d'un écran visible uniquement. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que l'entrée souhaitée est activée/désactivée.
Vue de l'entrée manuelle 8-15

La case noire à côté du texte s'allume lorsque l'entrée est activée. Il s'agit d'un écran visible uniquement. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que l'entrée souhaitée est activée/désactivée.
Vue de l'entrée manuelle 13-23

La case noire à côté du texte s'allume lorsque l'entrée est activée. Il s'agit d'un écran visible uniquement. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que l'entrée souhaitée est activée/désactivée.
Vue de l'entrée manuelle 23-31

La case noire à côté du texte s'allume lorsque l'entrée est activée. Il s'agit d'un écran visible uniquement. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que l'entrée souhaitée est activée/désactivée.
Vue de l'entrée analogique manuelle
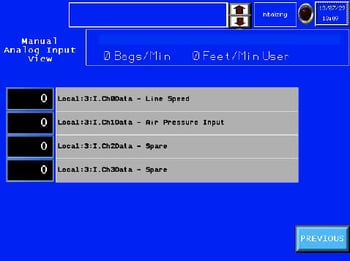
La boîte noire affiche les données d'ingénierie qui arrivent à l'entrée. Il s'agit d'un écran visible uniquement. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que l'entrée souhaitée affiche les données.
Vue manuelle de la sortie analogique

La boîte noire affiche les données techniques entrant dans la sortie. Il s'agit d'un écran visible uniquement. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que la sortie souhaitée affiche les données.
Vue de l'entrée HSC manuelle
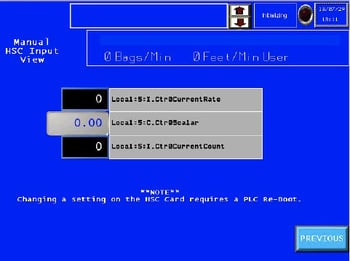
Le nombre affiché est la valeur technique du compteur à grande vitesse. Il s'agit uniquement d'un écran visualisable.
Sortie manuelle 0-7

En touchant la boîte noire sur l'écran à côté de la sortie, la sortie s'allume ou s'éteint. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que la sortie souhaitée est bien activée/désactivée.
Sortie manuelle 8-15

En touchant la boîte noire sur l'écran à côté de la sortie, la sortie s'allume ou s'éteint. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que la sortie souhaitée est bien activée/désactivée.
Sortie manuelle 16-23

En touchant la boîte noire sur l'écran à côté de la sortie, la sortie s'allume ou s'éteint. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que la sortie souhaitée est bien activée/désactivée.
Sortie manuelle 24-31

En touchant la boîte noire sur l'écran à côté de la sortie, la sortie s'allume ou s'éteint. Reportez-vous au schéma électrique et au texte écrit sur l'écran pour vous assurer que la sortie souhaitée est bien activée/désactivée.
Caractéristiques
- Convient pour les sacs en polyéthylène de tailles multiples avec plusieurs types de fermeture.
- L'IHM conviviale permet aux opérateurs de régler facilement la machine pour une grande variété de produits.
- Auto-Control Le régulateur de température permet au système de fournir avec précision de la chaleur aux produits en cours de fabrication.
Spécifications techniques
- Ampérage = 30 ampères à 230 volts / 30 ampères à 480 volts
- Puissance nominale = 9000 W
- Tension nominale = 230v AC, 50/60hz ou 480v AC, 50/60hz
- Température maximale = 800°C (1472°F)
- Pression d'air générale = 6,9 bars (100 psi)
- Vitesse de la machine = 20 ft/min à 150 ft/min (6 m/min à 45 m/min)
- Dimensions globales = 116 pouces de long x 54 pouces de large x 68 pouces de haut (2946 mm x 1372 mm x 1727 mm)
- Largeur du joint = 25 mm à 50 mm (1 po à 2 po)
- Bruit maximum = 75 dbA
- Numéro du document électrique : MWC-0100-1200 (Le numéro de documentation est le numéro de série de la machine. Ce numéro se trouve sur l'étiquette de série de la machine).
Spécifications techniques
Section mécanique
Source de chaleur

- Air chaud - le boîtier de l'élément chauffant contient l'élément chauffant et le couple thermique.
Unité supérieure/inférieure
- Le rouleau de couture supérieur, situé vers l'avant de la machine, se déplace horizontalement pour ouvrir et fermer les rouleaux de couture.
- Le rouleau de couture inférieur, situé à l'arrière de la machine, est immobile.
Assemblage de réglage du système de chauffage

- Permet un positionnement précis de la buse d'air chaud.
Système de guidage
- Utilisé pour créer le pli de la fermeture du sac.
Section des commandes de l'opérateur
Panneau de commande (bouton de réinitialisation, bouton de pause, arrêt d'urgence)

Panneau de commande : L'écran tactile numérique HMI (Human Machine Interface) vous permet de régler les commandes du système.
Bouton de réinitialisation : Le fait d'appuyer sur ce boutonpermet de faire fonctionner la machine au démarrage ou après que l'arrêt d'urgence a été enfoncé.
Bouton de pause: Le bouton de pause, lorsqu'il est enfoncé, permet d'arrêter la machine de manière contrôlée.
Arrêt d'urgence: Le bouton d'arrêt d'urgence (Estop), lorsqu'il est enfoncé, met la machine en état d'arrêt d'urgence. Le chauffage s'éteint, les moteurs s'arrêtent et la buse se met en position initiale. La condition d'arrêt d'urgence doit être supprimée, la machine doit être inspectée pour vérifier si elle est prête à être réinitialisée, puis le bouton de réinitialisation peut être enfoncé.
Système pneumatique
Filtre à air d'entrée et séparateur d'eau

Filtre l'eau et la saleté présentes dans l'air.
Manomètre

Utilisé pour afficher le réglage de la pression. La jauge du rouleau de couture est utilisée pour afficher le réglage de la pression du rouleau de couture, par exemple.
Vérins d'air / électrovannes

Vérin pneumatique: Les vérins pneumatiques de l'unité supérieure/du transport sont utilisés pour ouvrir et fermer le rouleau de couture et la bande de transport. Le cylindre du système de chauffage contrôle l'ouverture et la fermeture du système de chauffage.
Électrovannes: plusieurs électrovannes sont utilisées pour le fonctionnement des bouteilles d'air, de l'air de soudage et des refroidisseurs.
![]() Avertissement ! L'opérateur doit couper l'alimentation de la machine avant de procéder.
Avertissement ! L'opérateur doit couper l'alimentation de la machine avant de procéder.
- Détachez et retirez le couvercle de protection du boîtier de l'élément.
- Déballez l'isolation en fibre de verre autour de l'avant du boîtier de l'élément. Veillez à éviter tout contact avec les yeux lorsque vous manipulez l'isolant.
- Desserrez et retirez les deux boulons du support qui maintiennent le boîtier de l'élément en place.
- Retirer le boulon de fixation de l'élément dans le boîtier.
- Desserrer les 2 vis de réglage supérieures (1 de chaque côté) de l'élément qui fixent les fils électriques et retirer les fils.
- Retirer l'élément verticalement
- Remplacez l'ancien élément par un nouvel élément en suivant la procédure inverse. Lors de la réinstallation de l'élément, veillez à aligner la clé sur la fente du boîtier de l'élément sur l'élément.
REMARQUE : Le tube de quartz est facilement cassable et peut déjà être brisé, soyez très prudent.
Maintenance
Circuits électriques

- Lorsque vous remplacez des pièces et des composants, vous devez utiliser des pièces ou des composants du même type que ceux d'origine. Les pièces de rechange d'origine doivent être achetées auprès de Miller Weldmaster ou d'un distributeur agréé par Miller Weldmaster .
- L'armoire électrique doit être nettoyée tous les trois mois. Pour nettoyer correctement l'armoire électrique : débranchez l'alimentation électrique, utilisez de l'air comprimé et un pistolet à air comprimé, soufflez doucement de l'air sur les composants électriques et l'armoire de commande pour nettoyer la poussière et les débris de la zone ( ).
- Pour éviter d'endommager l'automate, l'écran et le panneau de commande, ne jamais brancher ou débrancher les câbles reliant l'automate, l'écran et le panneau de commande lorsque l'appareil est sous tension.
- Si un défaut ne peut être éliminé, veuillez contacter immédiatement le service après-vente à l'adresse suivante : Miller Weldmaster.
Entraînement direct
- Vérifiez que les pignons et les courroies d'entraînement sont bien alignés et usés, et qu'ils sont bien fixés à l'arbre.
- Vérifier si les courroies sont trop lâches. Tendez-les si nécessaire.
- Vérifier que la buse est parallèle et au centre du rouleau de couture. Si ce n'est pas le cas, elle doit être réglée conformément au point 3.3.1.
- Vérifier que le mouvement d'ouverture/fermeture de l'unité du rouleau de couture et du transport est régulier.
AVIS : Un mauvais entretien de la machine peut en altérer les performances. les performances de l'appareil. Veuillez contacter Miller Weldmaster pour toute question.
Entretien des courroies et des poulies

- Le site Miller Weldmaster PS150 est équipé de plusieurs courroies et poulies qui servent à entraîner les rouleaux de soudure, la rainureuse, le massicot et le système de transport. Bien qu'il ne s'agisse pas d'un élément nécessitant un entretien important, les courroies et les poulies doivent être inspectées une fois par mois pour s'assurer qu'il n'y a pas de poussière ou de saleté excessive. Vérifiez également qu'elles ne sont pas trop lâches ou détendues. Pour les machines nouvellement installées, les courroies et les poulies doivent être inspectées une fois par semaine pendant les deux premières semaines de fonctionnement.
- Mettez le disjoncteur en position d'arrêt.
- Débranchez le cordon d'alimentation de la source d'énergie. Si le cordon d'alimentation est câblé, coupez l'alimentation au niveau de la boîte de jonction.
- Ouvrez les deux portes de l'armoire et inspectez les courroies et les poulies. Procédez à l'entretien des courroies et des poulies si nécessaire.
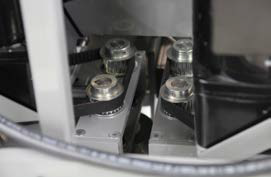
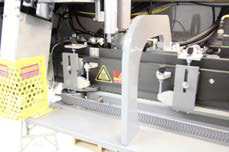
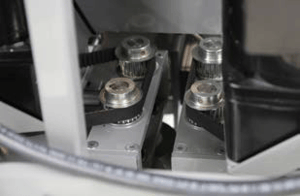
Réglages de la machine





(Fig. 55) (Fig. 56) (Fig. 57) (Fig. 58) (Fig. 59)
Commencez par allumer l'air chaud et réglez-le à la température souhaitée. Mettez les rouleaux de couture en position fermée en appuyant sur le bouton "Weld Roller" de l'IHM.
REMARQUE : Les boutons de basculement manuel sont situés sur l'écran de l'IHM "Contrôle de la chaleur de la buse de soudage" ou "Contrôle de la chaleur de la buse de préchauffage"
- Position gauche-droite de la buse, vérifier la position gauche-droite de la buse en enclenchant le bouton "Swing In" sur l'IHM. La buse doit être centrée sur les nez de guide (voir fig. 57), si c'est le cas, passer à l'étape d'alignement suivante. Si ce n'est pas le cas, localisez le contre-écrou du boulon de réglage gauche-droite et desserrez-le (voir fig. 55). Cela permettra de régler la position de la buse de gauche à droite. En tournant le boulon de réglage gauche-droite (voir fig. 55) dans le sens des aiguilles d'une montre ou dans le sens inverse des aiguilles d'une montre, l'extrémité de la buse sera déplacée vers la gauche ou vers la droite. Une fois la buse centrée sur les nez de guide, serrer le contre-écrou.
- Position de la buse vers le haut et vers le bas, vérifiez-la en enclenchant le bouton "Swing Up" sur l'IHM. La pointe de la buse doit être positionnée 1/16" à 1/8" en dessous du haut des nez de guide (voir fig. 58), si c'est le cas, passez à l'étape suivante de l'alignement. Si ce n'est pas le cas, localisez le bouton de réglage de la hauteur et desserrez le contre-écrou (voir fig. 56). Cela nous permettra de régler la hauteur de la position de la buse et de déplacer l'extrémité de la buse vers le haut ou vers le bas. Une fois que la buse est à 1/16" à 1/8" du haut des nez de guide, serrer le contre-écrou.
- La profondeur de la buse doit se situer à environ 1/16 - 1/8 de pouce du point de pincement des rouleaux de couture et avec un espace minimal entre la buse de préchauffage et les pièces de nez (voir fig. 58). Vérifier la position de la buse de profondeur en appuyant sur les boutons "Swing In" et "Swing Up" de l'IHM. Si la buse est alignée, effectuez un essai de soudage. Si la profondeur de la buse n'est pas alignée, localisez les fentes de réglage de la profondeur et desserrez les boulons (voir fig. 59). Une fois les boulons desserrés, l'ensemble du système de chauffage peut être déplacé vers l'avant ou vers l'arrière pour aligner correctement la buse. Lorsque la buse est alignée, effectuer un essai de couture.
REMARQUE : L'embout de la buse se déplace vers le haut/bas ou vers la droite/gauche lors d'un changement de température. Après un changement de température de plus de 200 degrés, vérifier la position de la buse.
ATTENTION ! Lorsque les buses sont à la température souhaitée et que les buses sont placées manuellement en position de soudage, les rouleaux de soudage risquent d'être endommagés !
Réglage de la hauteur de la machine


(Fig. 60) (Fig. 61)
- La hauteur de la machine est réglée à l'aide de la manivelle.
- En basculant le sélecteur à cliquet, l'utilisateur peut régler la hauteur vers le haut ou vers le bas. (voir fig 60)
AVERTISSEMENT ! N'essayez pas de régler la hauteur de la machine au-delà de la limite maximale. Une échelle de hauteur est située à côté de la manivelle de réglage de la hauteur. En haut de l'échelle, l'utilisateur trouvera une zone rouge. Ne réglez pas la hauteur de la machine à l'intérieur de la zone rouge. Des dommages à la machine ou des blessures à l'utilisateur peuvent survenir si la machine est réglée à une hauteur supérieure à sa limite maximale ! - Une fois que la machine a été réglée à la hauteur de travail souhaitée, les deux colliers de serrage de la limite inférieure doivent être réglés afin de limiter la course descendante du système de levage. (fig. 61)
- L'utilisateur trouvera une étiquette de rappel rouge à proximité des colliers de serrage utilisés pour limiter la course vers le bas du système de levage. (fig. 61)
Transport et stockage
AVERTISSEMENT ! Il est recommandé d'utiliser un chariot élévateur à fourche pour déplacer ou retirer une machine en caisse d'une palette. Il est recommandé d'utiliser un chariot élévateur à fourche pour déplacer la machine dans l'usine. Il est très important que le réglage de la hauteur de la machine soit effectué à son point le plus bas avant tout déplacement de la machine !
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
Exigences techniques
- La pression totale de l'air doit être de 6,9 bars (100 psi) au minimum et de 10,3 bars (150 psi).
- La pression des rouleaux de couture doit être comprise entre 2,8 et 3,4 bars.
- L'ouverture et la fermeture des rouleaux de couture et des courroies de transport doivent être fluides et libres, sans vibration apparente.
- Lorsque les rouleaux de couture supérieur/inférieur sont correctement alignés, les bords des deux rouleaux doivent être parallèles et alignés.
- Balancement du système de chauffage : L'entrée et la sortie du système de chauffage doivent être fluides et naturelles à une vitesse modérée.
- Les conduites d'air et les raccords pneumatiques ne doivent pas présenter de fuites.
- Tous les roulements et blocs de roulements utilisables doivent être inspectés une fois par mois et graissés si nécessaire. En cas de fonctionnement 24 heures sur 24, 5 à 7 jours par semaine, une petite quantité de graisse peut être nécessaire une fois par mois.
- La position des buses doit être vérifiée au début de chaque équipe et après tout bourrage de sac près des buses.
AVIS
La modification de facteurs tels que l'épaisseur des matériaux, les qualifications des opérateurs et les différents environnements et conditions météorologiques peuvent avoir une incidence directe sur le produit. L'opérateur doit être en mesure de comprendre les facteurs ajustables suivants :
- Température de chauffage
- Pression atmosphérique
- La pression du rouleau de couture supérieur
- Volume d'air
- Placement du système de chauffage
14.0 Documents supplémentaires relatifs aux machines