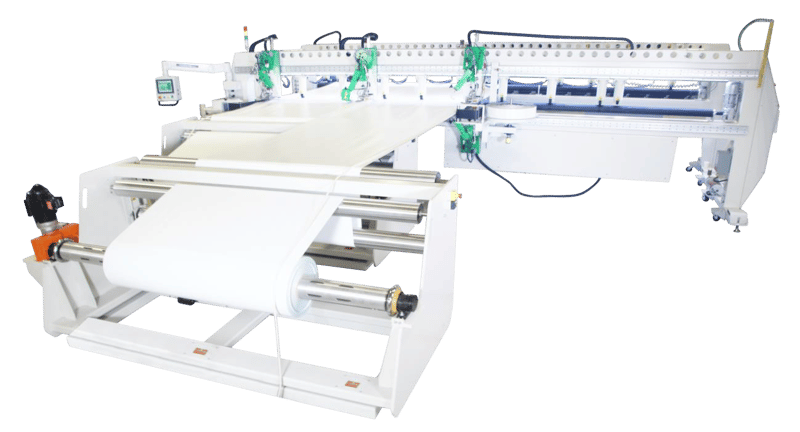
Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation de la soudeuse Moduline Gen II Multi Sealer. Pour garantir des performances optimales de votre soudeuse, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Utilisation prévue
- Chapitre 2 : Exigences en matière d'électricité et d'air
- Chapitre 3 : Explication des avertissements
- Chapitre 4 : Principes de l'étanchéité à la chaleur
- Chapitre 5 : Procédure de démarrage
- Chapitre 6 : Procédure d'arrêt
- Chapitre 7 : Réglages du système de chauffage
- Chapitre 8 : Définition des contrôles
- Chapitre 9 : Définition de la pneumatique
- Chapitre 10 : Définition des composants
- Chapitre 11 : Stand de détente
- Chapitre 12 : Captures d'écran
- Chapitre 13 : Maintenance
- Chapitre 14 : Dépannage
- Chapitre 15 : Pièces détachées
- Chapitre 16 : Conseils pour le soudage
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Utilisation prévue
Le Miller Weldmaster Moduline Gen II Multi Sealer est destiné à chauffer sceller soudable thermique plastiques tels que :
- Non-tissé polypropylène
- Vinyle (PVC) laminé tissus
- Vinyle (PVC) enduit tissus
- Vinyle (PVC) films
- Tissus enduits de polyuréthane (PU)
- Polyuréthane (PU) films
- Polypropylène (PP) enduit tissus
- Polyéthylène (PE)
- Caoutchouc thermoplastique (TPR) film
- Thermoplastique Caoutchouc (TPR) tissus
- Rigide Extrudé Produits
Le fabricant n'approuve pas d'autres utilisations pour cette machine .
Le fabricant n'approuve pas le retrait de les protections de sécurité pendant que l'appareil Moduline Gen II Multi Sealer est en fonctionnement .
Le fabricant n'approuve pas toute modification non autorisée de Moduline Gen II Multi Sealer.
Seul un technicien correctement formé peut faire fonctionner le Moduline Gen II Multi Sealer.
Seul un technicien dûment formé peut effectuer tout entretien de routine sur le Moduline Gen II Multi Sealer.
Seul un technicien dûment formé peut effectuer toute réparation sur le Moduline Gen II Multi Sealer.
Scelleur Seules les pièces de rechange du fabricant approuvées par doivent être utilisées pour le scelleur Moduline Gen II Multi .
Le fabricant ne sera pas tenu pour tout dommage ou blessures survenant suite à utilisation inappropriée de cette machine .
2.0 Exigences en matière d'électricité et d'air
Avertissement ! Seul un électricien qualifié peut brancher l'alimentation électrique .
Électricité alimentation :
Le Moduline Gen II Multi Sealer a the following electrical requirements :
- 220 Volts
- 50/60 Hz
- 125 Ampères
- 3 Phase
Boutique Air Fourniture :
Le Moduline Gen II Multi Sealer comprend un in-shop alimentation en air valve qui permet connexions rapides et déconnexions à votre shop alimentation en air . En raison de à le nombre de différents style airline connecteurs, un mâle quick connect n'est pas inclus. Vous voudrez à sélectionner un mâle quick connect avec un ¼ NPT (National Pipe xml-ph-0031@d
Le Moduline Gen II Multi Sealer nécessite le suivant shop air requirements :
- Minimum de 100psi à 10 pieds pieds par minute.
3.0 Explication des avertissements
Il y a plusieurs différents avertissement symboles placés sur le Miller Weldmaster Moduline
Gen II Multi Sealer. Ces symboles ont pour but d'alerter l'opérateur des zones potentiellement dangereuses sur la machine . Familiarisez-vous avec leur emplacement et signification.
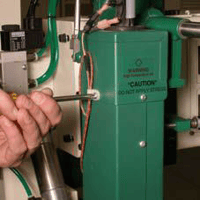
Attention Chaud :

Le symbole "Attention : chaud" est placé sur un garde près de surfaces chaudes.
Attention : Verrouillage :
L'autocollant "Attention : Lockout" est placé près de l'ouverture de l'armoire et tous les panneaux d'accès .
Avertissement : Pièces en mouvement Pièces :
L'autocollant "Warning : Moving Parts" est placé sur tout au long de la machine. Soyez conscient de appendices autour de pièces mobiles pendant que la machine est en mouvement.
Avertissement : Gardez les mains Mains Clair :
L'autocollant "Warning : Keep Hands Clear" est placé sur le Heater Assembly. Pour éviter tout pincement ou brûlures, soyez conscient de l'emplacement de vos mains toujours.
Attention : Électricité:

L'autocollant "Attention : Électricité" est placé à proximité des zones qui contiennent des composants électriques . L'alimentation électrique doit être enlevée avant d'ouvrir toute porte d'armoire .
Attention : Air Compresseur :

L'autocollant "Attention : Air Compressor" est placé sur les compresseurs d'air . Ces sont à l'endroit pour rappeler aux opérateurs l'entretien préventif .
Danger : Pincement Points :

Le symbole "Danger : Pinch Points " est placé près de tout point de pincement potentiel . Ne placez pas tout corps parties près ces sections de la machine pendant que la machine est en marche.
Notes de sécurité
Ne réglez pas le matériau lorsque la machine est en mouvement. Gardez les mains, les cheveux longs, les vêtements amples et les articles tels que les cravates à l'écart des rouleaux qui ont des points de pincement afin d'éviter l'enchevêtrement et le piégeage qui peuvent coincer des parties du corps ou des vêtements et causer des blessures graves. Prévoyez suffisamment d'espace autour de la machine pour garantir un fonctionnement sûr et efficace. La machine doit être immobile et les pièces mobiles bloquées avant toute opération de nettoyage, d'huilage, de réglage, de réparation ou d'entretien de toute partie de la machine.
Portez toujours un équipement de protection individuelle. (EPI) désigne les vêtements de protection, les casques, les lunettes ou tout autre vêtement conçu pour protéger le corps de l'utilisateur contre les blessures.
4.0 Principes de l'étanchéité à la chaleur
Airchaud :
La chaleur nécessaire pour l'opération de soudage est créée électriquement par deux éléments chauffants situés à l'intérieur du boîtier de l'élément chauffant . La température de l'air chaud varie de 100 à 1350 Degrés Fahrenheit xml-ph-0030@de
Vitesse :
La vitesse de les rouleaux de couture détermine la quantité de temps la chaleur est appliquée à le matériau étant soudé. Plus la vitesse réglage plus le matériau sera chauffé . Pour obtenir la meilleure couture, une quantité minimale de chaleur doit être appliquée à le matériau tout en atteignant une pleine couture. Trop chaleur causera une distorsion de le matériau tout en xml-ph-00
Pression :
La pression de le rouleau de couture est l'étape finale lorsque crée une couture . La pression de le rouleau de couture comprime le matériau chauffé ensemble complétant le processus de couture .
Résumé:
Lorsque chaleur scelle, la bonne combinaison de chaleur, vitesse et pression vous permettra d'obtenir un joint correctement soudé.
5.0 Procédure de démarrage
Démarrage Démarrage Procédure
- Veillez à ce que toutes les portes de l'armoire soient fermées et verrouillées.
- Assurez-vous que tous les protecteurs sont en place.
- Tournez le in-shop air supply valve to the open position.
- Tournez le principal l'alimentation déconnectez à le sur position.
- Appuyez sur le bouton bleu reset .
- Vérifiez que les rouleaux de couture sont correctement alignés. Effectuez les ajustements nécessaires.
- Vérifiez que est correctement aligné avec les guides de tissu . Effectuez les ajustements nécessaires.
- Allumez le chauffez et réglez la température à la température désirée.
- Vérifiez que les buses du système de chauffage sont correctement réglées.
- Tournez le bouton swing vers le bouton on position.
- Tournez le moteur le bouton à la position on .
- Chargez tout le matériel qui est nécessaire pour votre opération de soudage sur le dérouleur stands.
- Placez correctement le matériel à travers la machine à partir de le dérouleur stand(s).
- Une fois que le matériel est à la cellule avec les rouleaux puller , utiliser l'IHM pour fermer les rouleaux puller .
- Allumez toutes les fonctions restantes qui seront nécessaires pour le processus de soudage .
- Votre machine est maintenant prête à souder !
6.0 Procédure d'arrêt
Fermer Arrêt Procédure
- Fixez le matériau à la sortie l'extrémité de la machine . Cela garantit que le matériau sera dans la bonne position pour la prochaine production .
- Assurez-vous que le bouton heat est éteint. La température devrait commencer à diminuer.
- La machine ne pas s'arrêter s'éteint immédiatement ! Les compresseurs vont 3 minutes refroidir descendre cycle pour permettre à la chaleur éléments de refroidir off. Ces puis s'éteignent .
- Veillez à ce que la tension de le déroule soient libérés par en avant ou en arrière en trottinant le déroule. Ce veille à ce que le matériau ne ne tire pas de la machine ou guide lorsque le circuit xml-ph
- Après que les compresseurs ont éteint , tourner l'alimentation principale déconnecter à la position off .
- Après que la machine s'est éteinte , tourne la dans le magasin la vanne d'alimentation en air pour la éteinte position.
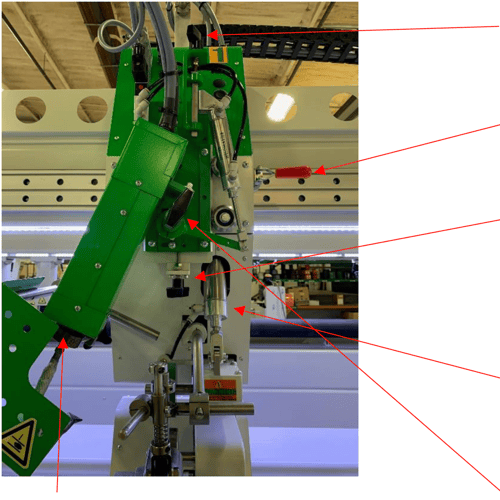
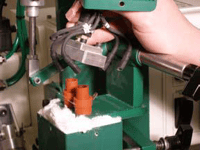
Réglage latéral de la buse : Déplace la buse de gauche à droite par rapport aux rouleaux de soudage.
Pince de verrouillage de la tête : Verrouille l'unité de tête dans la position de soudage appropriée.
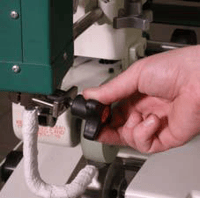
Réglage de la buse vers le haut et vers le bas : Déplace la buse vers le haut et vers le bas. En tournant le bouton de réglage de la buse dans le sens des aiguilles d'une montre, la buse est relevée. En tournant le bouton dans le sens inverse des aiguilles d'une montre, la buse est abaissée.
Cylindre d'air de l'unité supérieure : Déplace l'unité supérieure de haut en bas en appliquant une pression sur les rouleaux de couture inférieurs.
Réglage de l'entrée et de la sortie de la buse : Déplace la buse vers l'intérieur et vers l'extérieur. En tournant le bouton de réglage dans le sens des aiguilles d'une montre, la buse se déplace vers l'intérieur et dans le sens inverse des aiguilles d'une montre, la buse se déplace vers l'extérieur.
Pince de buse : Verrouille la buse en place sur le boîtier du double élément.
Remarque : le côté rainuré du collier de serrage de la buse doit être orienté vers le haut, vers le boîtier du double élément.

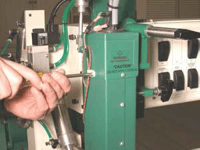
8.0 Définition des contrôles

Principal Puissance Déconnexion : déconnecte la machine de la source d'alimentation en cas de besoin . Ce est également le verrouillage out tag out point for the electrical source on the machine.

Urgence Stop : Ce est utilisé dans une urgence uniquement. Ce arrêtera toutes les fonctions de la machine et l'amènera à un état sûr . Ce coupera l'alimentation à tout en mouvement partie de le x

Remise à zéro Bouton : Ce bouton est utilisé chaque fois que la machine est allumée dans le matin ou une urgence arrêter bouton a été appuyé. Ce est pour signifier la machine est dégagée et peut démarrer.

Démarrage Bouton : Lance le mouvement vers la machine .
Pause Bouton : Met en pause le fonctionnement de la machine .

Nousld Roller Ouvrir/Close: ouvre et ferme soude les rouleaux pour la tête spécifique . Il y a est aussi un ouvre ferme bouton situé sur chaque tête individuelle .

Jogging Avant : Ce bouton fait avancer les rouleaux , ou dans le sens de déplacement du matériau .
Jogging Marche arrière : Ce bouton permet de faire tourner les rouleaux en sens inverse, ou dans la direction opposée de la course du matériau .
Bord Guide Arrêt/Marche : Ce commutateur activera la photo eye et linear actuator.

Sur-/sous : Ce commutateur déterminera comment le matériel paie le se déroule. Ce vous permettra de charger le matériel de n'importe quelle façon qui .
Supérieure/inférieure couture Rouleau Vitesse Control : Cette commande vous permettra d'ajuster la vitesse de les rouleaux de couture supérieur et inférieur . Cette commande assurera une bonne couture .
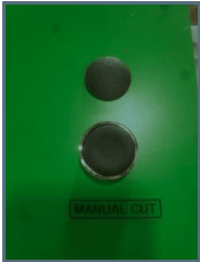
Manuel Coupe Bouton : Lorsque appuie sur , le bouton de coupe manuelle enverra l'outil de coupe dans le mouvement dans la plage définie par .
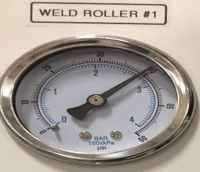
couture Rouleau Pression : L'objectif de de la pression des rouleaux de couture le régulateur est de faire varier la quantité de pression pneumatique entre les rouleaux de couture .
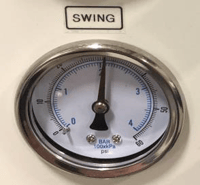
Buse Swing : Régule la quantité d'air la pression utilisée pour la buse à l'intérieur et à l'extérieur.
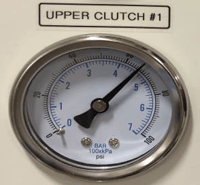
Supérieure Embrayage Pression : Applique le couple à le rouleau supérieur soudé . Ou il augmente la vitesse de le rouleau supérieur soudé . Ce est utilisé pour aider contrôler le matériel.
Plus bas Embrayage Pression : Applique le couple à le rouleau inférieur soudé . Ou il augmente la vitesse de le rouleau inférieur soudé . Ce est utilisé pour aider contrôler le matériel.
Refroidisseur Pression : La pression du refroidisseur , régule la quantité d'air fourni à le refroidisseur .
Danseur Pression : Ce régulateur contrôle la quantité de tension sur la pression vers le haut et vers le bas de le danseur rouleau sur le stand dérouler . Ce est utilisé pour maintenir tension de la bande dans la machine pendant xml-ph-0031@d
Tireur Pression : Le but de de l'extracteur régulateur de pression est de faire varier la quantité de pression pneumatique entre les extracteurs .
Froid Pistolets : Le but de le pistolet à froid pression régulateur est de varier la quantité de pneumatique pression de les pistolets à froid lorsque en utilisation pendant soudage.
10.0 Définition des composants
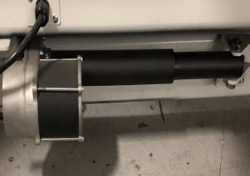
Se détendre Stand : Les supports de déroulement sont conçus pour payer le le matériau à un taux contrôlé de vitesse pour permettre pour matériau tension dans les têtes de soudage .
Automatique Matériau automatique : Le coupeur automatique de matériaux assemblage est conçu pour couper les matériaux à toute longueur que l'opérateur désire.

Corde Dérouler Stand : Ce support permettra à le matériel de se dérouler et en douceur en allant dans les têtes de couture .
Keder payoff : Le Keder payoff sert comme une façon de distribuer Keder material smoothly into the guiding of the weld head.

Tireur Cadre : Les extracteurs sont équipés de d'un rouleau de pincement . Le rouleau de pincement supérieur ouvrira et fermera .
Images Compteur : Lorsque est en place permet à la machine de compter la quantité de matériel a été exécutée.

Photo L'œil : Ce dispositif est utilisé sur un linéaire actionné dérouleur support pour aider à garder le matériel constamment dans le même endroit.
Linéaire Actuator : Est utilisé pour déplacer le dérouler se tenir à maintenir placement du matériel . Ce fonctionne directement avec la photo œil à maintenir le suivi de le matériel.

Refroidisseur : Lorsque est activé, sera utilisé pour empêcher le matériel de surchauffer .
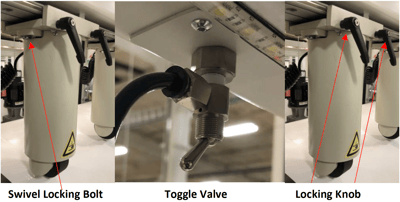
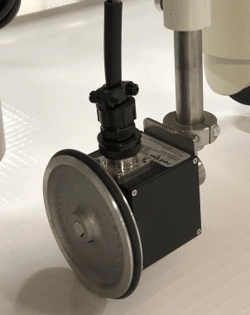
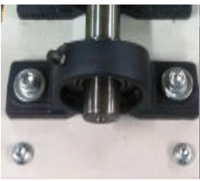
Tireur Cadre Composants : Applique la pression à un rouleau qui tire le matériau à travers la machine . En desserrant le boulon de verrouillage pivotant , la roue de l'extracteur peut tourner à droite et à gauche pour un meilleur contrôle de le matériau . Le bouton de verrouillage verrouillera le système d'extraction en place. Une fois en la bonne place fermez l'extracteur la roue avec la valve à genouillère .
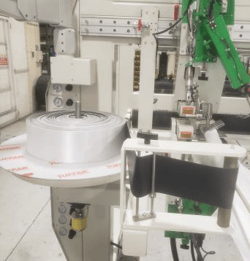
11.0 Stand de détente
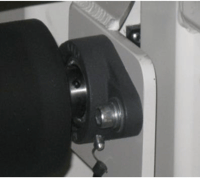
Sécurité Mandrin : Le mandrin de sécurité permet de changer rapidement de matériau. En appuyant sur la partie supérieure de le mandrin de sécurité nous permettons il de s'enclencher ouvert pour que l'arbre puisse être enlevé ou inséré. Une fois que l'arbre est inséré appuyez contre le haut de le mandrin de sécurité pour le fermer.
Suppression de l'arbre : Pour retirer l'arbre vous devez avoir le mandrin de sécurité en haut au centre à ouvrir. Pour ouvrir tourner l'arbre à où l'ouverture de le mandrin de sécurité est en haut au centre . Ensuite vous devez ouvrir le tourner la poignée. Une fois que les deux mandrins de sécurité ont été ouverts utilisez une grue ou un chariot élévateur pour retirer l'arbre .
12.0 Captures d'écran
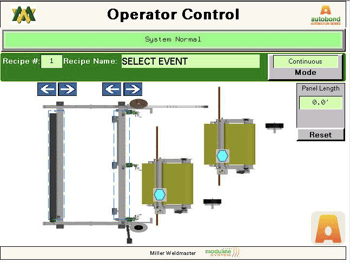
Opérateur Contrôle de l'opérateur : Ce est l'écran principal l'opérateur utilisera ; ce est l'écran initial la machine chargera .
Recette #/Nom : Affiche la recette actuelle sélectionnée.
Panel Longueur : Le numéro supérieur indique la longueur actuelle du panneau . Le numéro inférieur est le point de consigne pour le panneau , ce est ajusté dans l'écran Recipe Active .
Réinitialisation : Ce bouton réinitialise le compte de l'encodeur pour le panneau actuel .
Mode : affiche à l'opérateur le mode actuel la machine est en cours d'exécution :
Continu- La machine fonctionnera jusqu'à ce que pause ou bouton E-stop soit enfoncé .
Exécuter Vers Définir Point : La machine fonctionnera jusqu'à une longueur spécifique réglée par l'opérateur .
Lot : La machine exécute automatiquement un nombre spécifique de lots .
Pour modifier les paramètres de la machine, vous devez être connecté en tant qu'opérateur ;
Nom d'utilisateur : oper
Mot de passe : 6789
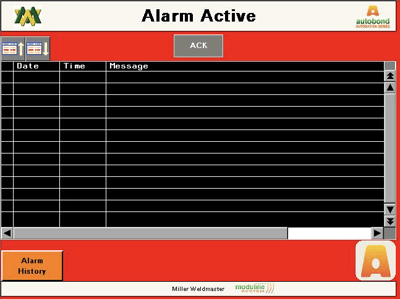
Alarme Actif Écran : Cet écran affiche les alarmes actuelles actives , s'il y en a .
Ack : Ce bouton est utilisé pour acquitter toutes les alarmes actives .
Alarme Histoire : Ce site est utilisé pour tirer vers le haut toute et toutes les anciennes alarmes toujours présent sur la machine .
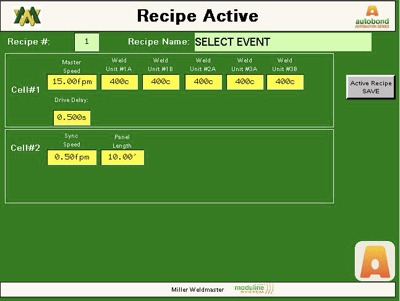
Recette Actif Écran : Affiche tous les les paramètres actuels pour la recette sélectionnée.
Recette #/Nom : Cette page affiche la recette actuelle par numéro et par nom.
Actif Recette Sauvegarder : En appuyant sur ce bouton sauvegardera tous les paramètres actuels pour la recette actuelle .
Conduire Délai : Il s'agit de la durée de entre le début de votre tête de soudage et les buses à balancer dans avant le soudage tenu commencera .
couture Unité # 1-3 Ce est la température set point nous sommes setting each welding head at.
Cellule #1 Maître Vitesse : Contrôle la vitesse globale de la machine .
Cellule #2 Panneau Longueur : Cette fonction permet à de définir la longueur de panneau souhaitée pour chaque recette .
Cellule #2 Synchronisation Speed : Cette vitesse est asservie à de la vitesse maître .
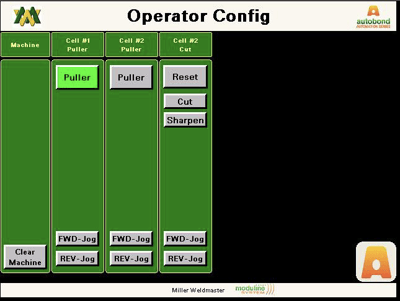
Opérateur Configuration Écran : Affiche chaque cellule avec leurs fonctions appropriées.
Clair Machine : ouvrira la couture rouleaux, puller, et éteint la chaleur systèmes.
Cellule #1 Puller : Lorsque est allumé, ce activera l'extracteur sur cellule #1
Cellule #2 Puller : Lorsque est allumé, ce activera l'extracteur sur Cellule #2
AV/AR Jog : Ces boutons permettent à de faire défiler la cellule vers l'avant ou vers l'arrière.
Cellule #2 Coupez :
Réinitialisation : Cette fonction enverra à l'outil de coupe à la position d'origine si s'est arrêté pendant le cycle .
Couper : Cette fonction permet à de mettre en mouvement l'outil de coupe .
Affûter : Cette fonction permet à la fraise de fonctionner pendant que l'opérateur appuie sur l'affûteuse .
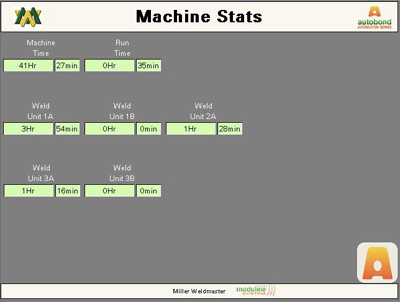
Machine Stats : Affiche le compteur d'heures pour la machine ainsi que et toutes les têtes de soudage individuelles . Le compteur d'heures est réinitialisable lorsque est connecté sous le niveau Tech .
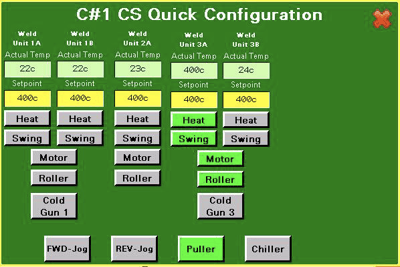
C#1 CS Rapide Configuration Écran : Cet écran affiche chaque couture têtes chaleur actuelle état.
Réel Température : Cette page montre la température actuelle de la machine tête de soudage .
Point de consigne : Cette page montre le point de consigne que veut que la machine atteigne .
+/- Alarme Bande : Utilisée pour configurer le alarmes pour sous/sur régler le régler point température.
Chaleur : Ce bouton active le chauffage sur à le sélectionné chauffage système sur le sélectionné cellule.
Swing : Ce bouton active le système heat swing.
Moteur : Ce bouton allume le moteur pour le sélectionné la chaleur le système sur le sélectionné la cellule.
Rouleau : Ce bouton permet à d'abaisser ou à d'élever les rouleaux de couture .
Froid Pistolet 1, 3 : Allume le refroidisseur d'air auxiliaire , ce sera utilisé pour refroidir la couture .
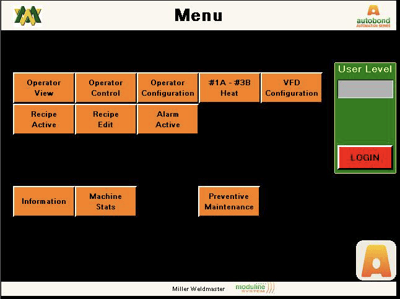
Menu Écran L'écran principal affiche tous les sous-menus disponibles pour le contrôle de la machine .
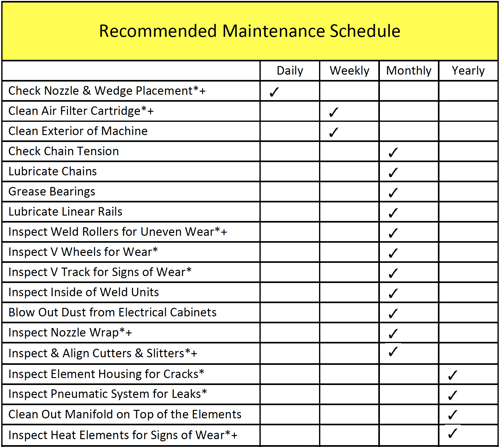
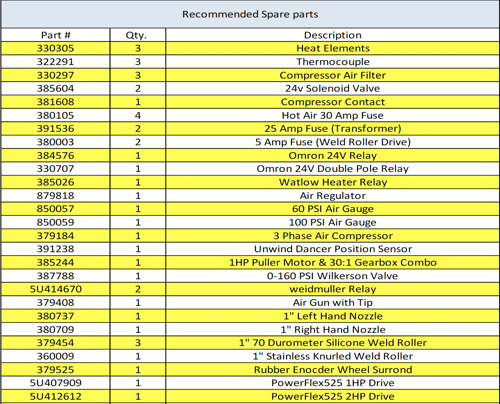
*Indique qu'il faut remplacer les pièces selon l'inspection.
+Indique les pièces qui doivent être conservées sur place.
13.0 Maintenance
AVERTISSEMENT ! Seul un technicien qualifié peut effectuer l'entretien de cette machine. Ce peut être un Miller Weldmaster représentant ou quelqu'un formé par un Miller Weldmaster représentant.
AVERTISSEMENT ! La machine doit être déconnectée de la source d'alimentation avant que toute maintenance puisse être effectuée.
Paliers
Le Miller Weldmaster Moduline Gen II Multi Sealer a plusieurs roulements, bien que ne soit pas un article nécessitant beaucoup d'entretien , les roulements devraient être inspectés une fois par pour s'assurer qu'il n'y a pas de corrosion excessive, xml-ph-0030@deepl. Inspectez également pour tout relâchement ou usure. Si nécessaire, lubrifiez les roulements une fois tous les 6 mois avec 80w-90w huile pour engrenages .
Air Filtre à air Cartouche
La Miller Weldmaster Moduline Gen II Multi Sealer possède un compresseur d'air qui fournit flux d'air à les éléments chauffants . Nettoyage périodique et changement de le filtre à air cartouche est nécessaire pour xml-ph-0030@deepl.inte. Un débit d'air insuffisant ou toute impureté dans le débit d'air réduira la durée de vie de les éléments thermiques ou le compresseur embarqué .
Nettoyez le filtre à air chaque semaine pour de meilleures performances. Une fois que vous ne pouvez plus lire le texte noir sur le côté de le filtre cartouche il est temps de remplacer le filtre.
Communs Composants
Chaleur Éléments
Les éléments chauffants utilisés par les Miller Weldmaster Moduline Gen II Multi Sealer ont une durée de vie de de1000 heures à 1000 degrés F (537 degrés C). Bien que la durée de vie de l'élément chauffant soit avec un entretien adéquat, 1000 heures est la moyenne . Si les éléments chauffants tombent en panne prématurément, contactez un Miller Weldmaster représentant avant de les remplacer.
Chaînes
Le Miller Weldmaster Moduline Gen II Multi Sealer possède plusieurs chaînes qui sont utilisées pour entraîner souder rouleaux et tireurs. Bien que ne soit pas un article nécessitant un entretien important, les chaînes doivent être inspectées une fois par mois pour s'assurer qu'il n'y a pas de corrosion excessive, de rouille, ou de saletés. Inspectez également pour détecter tout relâchement ou . Si nécessaire, lubrifiez les chaînes une fois par mois avec 80w - 90w huile pour engrenages.
Ajuster supérieur supérieure supérieure couture Rouleau Entraînement Chaîne
Unité supérieure
Lorsque serre la unité supérieure chaîne, vous devez vérifier le couture rouleau pour jeu. Le couture rouleau devrait seulement bouger en arrière et en avant un 1/8 depouce. Desserrez l'écrou sur le boulon de tension . Une fois que l'écrou est desserré tournez le boulon dans le sens des aiguilles d'une montre jusqu'à ce que la couture le rouleau ne bouge pas . Puis recule le boulon de tension dans le sens inverse des aiguilles d'une montre jusqu'à ce que la couture le rouleau atteigne le 1/8 de un xml-p.
Principal Entraînement Chaîne
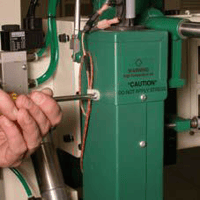
La chaîne principale à l'embrayage devrait être un peu lâche. Enlevez le couvercle le haut de la tête . Ajustez la chaîne en desserrant l'entraînement le moteur le support sur le côté . o La chaîne devrait éloigner de le pignon de renvoi environ 3/16de pouce mais pas assez pour sortir des dents . Si la chaîne est trop serrée, l'embrayage ne fonctionnera pas correctement.
Changement Thermocouple
Le Moduline Gen II Multi Sealer utilise un thermocouple pour lire la température de l'air juste avant qu'il atteigne la buse . La durée de vie typique de un thermocouple varie. Le thermocouple doit être remplacé si la machine ne maintient pas une température constante de +/- 2 degrés F (+/- 1 degré C) ou les éléments chauffants brûlent prématurément.
Avertissement ! Seul un technicien qualifié peut effectuer toute maintenance sur machine. Ce peut être un Miller Weldmaster représentant ou quelqu'un formé par un Miller Weldmaster représentant
Attention ! La machine doit être déconnectée de la source d'alimentation avant que toute maintenance puisse commencer .
1. Tourner les principal pouvoir se déconnecter à les éteint position.
2. Débranchez le cordon d'alimentation du bloc d'alimentation. Si le cordon d'alimentation est connecté à l'alimentation, coupez l'alimentation au niveau de la boîte de jonction.

3. Débrancher les 2 fils du thermocouple.
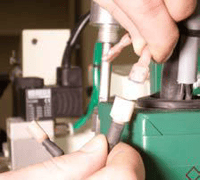
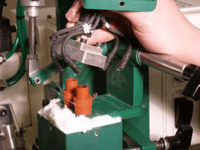
4. Retirer la buse d'air chaud en desserrant le collier de serrage.

7. En utilisant une clé 7/16 , desserrer avec précaution et retirer l'écrou du thermocouple .



12. Installer les deux thermocouple fil montages.


Changer Chaleur Éléments
Les éléments chauffants utilisés par la Miller Weldmaster machine sont prévus pour 1000 heures d'utilisation à degrés F (537 degrés C). Bien que plus longue élément chauffant durée de vie est possible avec xml approprié. Si les éléments chauffants tombent en panne prématurément, contactez un Miller Weldmaster représentant avant remplacement. Il est recommandé que les deux éléments soient changés même si seulement un brûle .
1. Tourner les principal pouvoir se déconnecter à les éteint position.

3. Débranchez les fils 2 thermocouple .



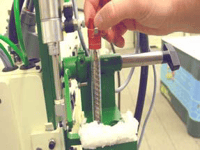
8. Desserrer les 4 vis de fixation du séparateur d'air en aluminium.

9. Retirer le séparateur d'air en aluminium.
10. Retirer avec précaution les éléments thermiques de leur logement.
REMARQUE : Inspectez chaque élément pour tout cassé des fragments de verre ou de fil. Tout manquant fragments sera dans le double élément logement ou buse. Ces fragments doivent être enlevés avant installer nouveau xml-ph-0030@deepl.inter.
11. Avec précaution installer 2 nouveau chaleur éléments en les double élément le logement.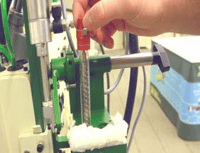



Dépannage de votre multi-scelleuse Moduline Gen II
Questions fréquemment posées
Pas un bon Weld ?
Vérifier la chaleur, la vitesse, la pression du rouleau de soudage et le positionnement de la buse. La tension sur les supports de déroulage peut également affecter le soudage.
Je brûle un trou à chaque fois que je commence.
La temporisation de l'entraînement est réglée à un niveau élevé.
J'ai une partie non soudée entre le début et la fin.
La temporisation de l'entraînement est réglée sur bas.
Le matériau ne s'écoule pas en douceur à travers le guide.
Vérifier l'alignement de chaque guide.
Lorsque j'enclenche le disjoncteur principal, l'appareil ne semble pas s'allumer ?
Vérifiez que le disjoncteur est en position de marche, que la conduite d'air de l'atelier est connectée à la machine et que la vanne est ouverte. Vérifiez chaque bouton d'arrêt d'urgence pour voir si l'un d'entre eux a été enfoncé. Si un bouton d'arrêt d'urgence a été enfoncé, vérifiez que la machine est en état de fonctionner en toute sécurité et que toutes les personnes se tiennent à l'écart. Tournez le bouton d'arrêt d'urgence dans le sens des aiguilles d'une montre pour le débloquer. Appuyez sur le bouton de réinitialisation du panneau de commande principal.
J'ai mis le bouton du moteur en position de marche et lorsque j'appuie sur le bouton de démarrage, il ne bouge pas.
Demandez à un électricien d'examiner le boîtier de commande pour vérifier que tous les onduleurs sont prêts.
La température ne monte pas.
Demandez à un électricien de vérifier le fusible du relais de chauffage et de s'assurer qu'il n'est pas grillé. Vérifier les éléments chauffants, en s'assurant qu'ils n'ont pas brûlé. Si tous les fusibles et les éléments chauffants sont en bon état, remplacez le relais de chauffage.
Le matériau ne se déplace pas dans la machine.
Vérifier que l'extracteur est fermé.
Le matériel ne reste pas dans le guide
Vérifier la pression de freinage sur la béquille de déroulage. Si la pression est correcte, augmentez la pression de l'embrayage supérieur.
15.0 Pièces détachées
16.0 Conseils pour le soudage
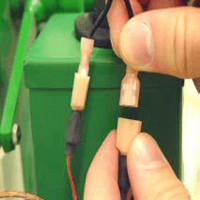
Soudage Conseils

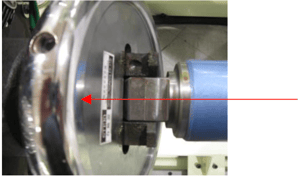
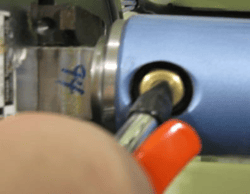
Mauvaise couture : Il ne s'agit pas d'une bonne couture. Bien que le tissu soit quelque peu soudé, il ne l'est pas à 100 %. Deux choses doivent se produire pour que cette couture soit acceptée. Soit la vitesse doit être réduite, soit la chaleur doit être augmentée.

Bon couture : Cette est une bonne couture. Le tissu est soudé à 100%. Vous pouvez voir que le tissu est délaminé sur toute la largeur de la couture .

Supérieure couture Rouleau Aller Trop lent : Ce est un exemple de le supérieur couture rouleau va trop lentement. Le vert panneau va à travers le gauche côté de le soudeur et le jaune panneau va à travers le droit côté. Le supérieur couture rouleau est va plus lentement que le inférieur couture rouleau. Ce montre dans le plissement de le inférieur ou gauche panneau. Le supérieur couture rouleau embrayage pression a besoin pour être xml-ph-0031@d

Supérieure couture Rouleau Aller Trop trop vite : Ce est un exemple de le supérieur couture rouleau allant trop vite. Le vert panneau va à travers le gauche côté de le soudeur et le jaune panneau va à travers le droit côté. Le rouleau supérieur soudé est va plus vite que le rouleau inférieur soudé . Ce montre dans le plissement de le supérieur ou droit panneau. Le supérieur soudé rouleau embrayage pression a besoin de pour être xml-ph-0031@d

Trop trop Rétrécissement : Ce est un exemple de trop de rétrécissement dans le matériau . De nombreux thermoplastiques ont tendance à rétrécir lorsqu'ils sont chauffés. Ce est causé par une surchauffe.

Parfait couture : Ce est un exemple de une couture parfaite . Il n'y a aucune ondulation, plis, ou plis.
