Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation du Boxmat PRO INTELIGO. Pour garantir des performances optimales de votre soudeur, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Introduction
- Chapitre 2 : Règlements en matière de santé et de sécurité
- Chapitre 3 : Données techniques
- Chapitre 4 : Spécifications techniques
- Chapitre 5 : Installation
- Chapitre 6 : Fonctionnement de la machine
- Chapitre 7 : Description de l'écran du panneau IHM
- Chapitre 8 : Maintenance
- Chapitre 9 : Règles en matière d'emploi et de sécurité
- Chapitre 10 : Documentation électrique
- Chapitre 11 : Documentation pneumatique
- Chapitre 12 : Utilisation et machine Rupture
- Chapitre 13 : Enceintes
- Chapitre 14 : Documents supplémentaires relatifs à la machine
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Introduction
Boxmat PRO est la machine la plus moderne et la plus polyvalente du marché et révolutionne la production d'emballages en carton ondulé. Grâce au changement automatique et sans outil des paramètres sur l'écran tactile HMI, qui peut être modifié en quelques secondes, il est possible de programmer n'importe quel format de produit dans les types standard FEFCO. PRO est idéale pour la production de petites séries ainsi que pour les grandes productions de masse. La découpe des fentes, l'enlèvement de l'excédent de matière, le rainurage, l'enlèvement des languettes d'adhésif, ainsi que la découpe du format sont effectués en un seul cycle, sans qu'il soit nécessaire d'utiliser des accessoires supplémentaires.
En une seule fois, des boîtes de 3/5 couches de carton ondulé peuvent être fabriquées. Plus d'une boîte peut être fabriquée à partir d'un format suffisamment grand en un seul cycle.
Les positions des outils longitudinaux sont réglées à l'aide de servomoteurs en fonction de la taille et de l'épaisseur du carton. Les formats sont positionnés au centre de la machine pour permettre le positionnement automatique des pare-chocs. Un ensemble de rouleaux antidérapants et d'arbres d'entrée-sortie assure un guidage précis et stable des cartons tout au long du cycle.
Le système innovant appliqué, qui utilise des couteaux circulaires, permet de couper le carton excédentaire ou usagé du reste de la feuille. Cette solution facilite la correction de la taille des feuilles ( bi-directional ) et permet de couper simultanément les feuilles en cours de production à des tailles différentes, sans avoir à les couper sur un dispositif périphérique séparé.
CARACTÉRISTIQUES :
- Entaille, bi-directional marquage et découpage déchets dans un cycle
- Un module intégré pour couper, rainurer et couper , élimine les erreurs de production dans les machines multi-modules
- Changement rapide des paramètres de machine , sur l'écran tactile , grâce à servo drives
- Possibilité de rainurage longitudinal qui est une fonction rainurage , rainurage transversal et découpage des feuilles en morceaux plus petits - un outil crevasse
- 4 couteaux + 4 longitudinal rainurage roues réglable sur le panneau - a standard option
- Un système de poinçonnage intégré pour découper des trous
- Écologique puissance et entraînement système comme bien comme faible puissance consommation
- Sélection de styles, tailles, fonctions et les profondeurs de les scores, en utilisant l'écran tactile
- Carton alimentateur avec un fiable système de ramassage
- Isolation vibratoire des jambes empêchant la transmission des vibrations
- Sécurisé et rapide à distance machine calibration et mise à jour, grâce à à distance connexion internet
- Remplacement facile des roues d'incision et des lames de coupe
![]() ATTENTION : Tous intention de en utilisant cette machine pour tous objectif autre que comme décrite en cette manuel doit toujours être discuté avec le fabricant.
ATTENTION : Tous intention de en utilisant cette machine pour tous objectif autre que comme décrite en cette manuel doit toujours être discuté avec le fabricant.
![]() ATTENTION : Pour les la sécurité de tous opérateurs et autres le personnel, il est important que cette manuel est lire et compris par l'ensemble du personnel ; tous instructions devrait être suivies.
ATTENTION : Pour les la sécurité de tous opérateurs et autres le personnel, il est important que cette manuel est lire et compris par l'ensemble du personnel ; tous instructions devrait être suivies.
![]() ATTENTION : Il est très recommandé que chacun de l'opérateur, une fois formé à utiliser cette machine, devrait ajouter leur nom et la signature de l formulaire en ce manuel.
ATTENTION : Il est très recommandé que chacun de l'opérateur, une fois formé à utiliser cette machine, devrait ajouter leur nom et la signature de l formulaire en ce manuel.
![]() ATTENTION : Le présent machine était conçu pour utiliser par capable des opérateurs. S'il vous plaît contact les fabricant pour aider et conseils s'il a besoin être ajustées ou modifiées pour d'autres.
ATTENTION : Le présent machine était conçu pour utiliser par capable des opérateurs. S'il vous plaît contact les fabricant pour aider et conseils s'il a besoin être ajustées ou modifiées pour d'autres.
2.0 Réglementation en matière de santé et de sécurité, panneaux et étiquettes
La santé et la sécurité des opérateurs et des autres personnes se trouvant à proximité de cette machine sont d'une importance capitale.
Afin d'utiliser cette machine en toute sécurité, il est très important que ce manuel soit lu attentivement par toutes les personnes qui ont l'intention de travailler avec ou à proximité de la machine. Toutes les consignes de sécurité doivent être respectées, y compris les étiquettes d'avertissement figurant dans le manuel, ainsi que celles affichées sur la machine.
Il est impératif que l'acheteur soit tenu d'élaborer ses propres INSTRUCTIONS DE POSTE DE TRAVAIL pour les opérateurs de sa machine, en utilisant les instructions de ce manuel d'entretien et les connaissances tirées de l'expérience du fabricant en matière de technologie du produit.
L'acheteur est responsable en dernier ressort, juridiquement et financièrement, de tous les événements susceptibles de se produire en raison de l'ignorance de ce manuel d'entretien ou de l'ignorance des réglementations en matière de santé et de sécurité au travail. Il est donc ESSENTIEL de lire et de suivre les consignes de sécurité.
Signes d'alerte
![]() ATTENTION : Chaque opérateur DOIT lire le texte de ce d'entretien d'entretien avant d'entreprendre d'entreprendre tout travail avec l'appareil machine.
ATTENTION : Chaque opérateur DOIT lire le texte de ce d'entretien d'entretien avant d'entreprendre d'entreprendre tout travail avec l'appareil machine.
![]() ATTENTION : Les acheteur est fortement conseillé à tirage au sort de leur propre POSTE DE TRAVAIL INSTRUCTIONS pour les opérateurs de machines, sur les base de les texte inclus en cette manuel d'entretien et les connaissances dérivés de leur sa propre technologie de production.
ATTENTION : Les acheteur est fortement conseillé à tirage au sort de leur propre POSTE DE TRAVAIL INSTRUCTIONS pour les opérateurs de machines, sur les base de les texte inclus en cette manuel d'entretien et les connaissances dérivés de leur sa propre technologie de production.
 ATTENTION : SOUS NON CIRCONSTANCES devrait les machine être exploité par sans réserve le personnel. Opérateurs de machines doit être familier avec Professionnel Santé et Sécurité règlements avec spécial se focaliser sur les risques inhérent à cette machine. En tant que a conséquence de les susmentionnée, la documentation, approuvant achèvement de formation et signé par les formés L'opérateur devrait être émis.
ATTENTION : SOUS NON CIRCONSTANCES devrait les machine être exploité par sans réserve le personnel. Opérateurs de machines doit être familier avec Professionnel Santé et Sécurité règlements avec spécial se focaliser sur les risques inhérent à cette machine. En tant que a conséquence de les susmentionnée, la documentation, approuvant achèvement de formation et signé par les formés L'opérateur devrait être émis.
![]() ATTENTION : Les machine était pas conçu à être exploité par les personnes handicapées des opérateurs. Si les besoin survient - et après consultation préalable avec les Fabricant les machine peut être adaptés de manière appropriée aux personnes handicapées des opérateurs.
ATTENTION : Les machine était pas conçu à être exploité par les personnes handicapées des opérateurs. Si les besoin survient - et après consultation préalable avec les Fabricant les machine peut être adaptés de manière appropriée aux personnes handicapées des opérateurs.
![]() ATTENTION : D'après à les du fabricant recommandations, le machine devrait être installé en un industriel l'environnement seulement.
ATTENTION : D'après à les du fabricant recommandations, le machine devrait être installé en un industriel l'environnement seulement.
![]() ATTENTION : Insouciance manipulation de les machine, pendant transport et/ou la relocalisation, peut entraîner de graves problèmes de blessure ou des accidents.
ATTENTION : Insouciance manipulation de les machine, pendant transport et/ou la relocalisation, peut entraîner de graves problèmes de blessure ou des accidents.
![]() ATTENTION : Périodique, adéquat préventif contrôle de le feu protection système devrait être transporté de l'extérieur, en et autour de la machine. Les acheteur est entièrement responsable pour arranger de mener ces inspections.
ATTENTION : Périodique, adéquat préventif contrôle de le feu protection système devrait être transporté de l'extérieur, en et autour de la machine. Les acheteur est entièrement responsable pour arranger de mener ces inspections.
![]() ATTENTION : A La vie menace pour la vie, haute puissance réseau tension de 3 x 480V ; 50...60 Hz est est à l'appareil. machine. En tant que a résultat, tous entretien doit être entreprises par qualifiés qualifié personnel qualifié , comme l'exige exigé par la la loi.
ATTENTION : A La vie menace pour la vie, haute puissance réseau tension de 3 x 480V ; 50...60 Hz est est à l'appareil. machine. En tant que a résultat, tous entretien doit être entreprises par qualifiés qualifié personnel qualifié , comme l'exige exigé par la la loi.
 ATTENTION : Travail transporté sortir en les l'alimentation, découpage ou flexion zones à l'intérieur les des systèmes d'alimentation en eau, devrait être menée par qualifié qualifié seulement, après prendre tous mesures de précaution. En les les zones susmentionnées, plus élevé instances de potentiel corps blessure sont possibles.
ATTENTION : Travail transporté sortir en les l'alimentation, découpage ou flexion zones à l'intérieur les des systèmes d'alimentation en eau, devrait être menée par qualifié qualifié seulement, après prendre tous mesures de précaution. En les les zones susmentionnées, plus élevé instances de potentiel corps blessure sont possibles.
 ATTENTION : Les URGENCE STOP bouton est conçu être pressé à tous temps mais en particulier quand un d'urgence arrêt est d'urgence nécessaires.
ATTENTION : Les URGENCE STOP bouton est conçu être pressé à tous temps mais en particulier quand un d'urgence arrêt est d'urgence nécessaires.
![]() ATTENTION : Les zone entourant les machine devrait pas être bloqué par tous objets, comme cette peut résultat en le personnel trébucher, le glissement et la chute qui peuvent entraîner de graves problèmes de blessure.
ATTENTION : Les zone entourant les machine devrait pas être bloqué par tous objets, comme cette peut résultat en le personnel trébucher, le glissement et la chute qui peuvent entraîner de graves problèmes de blessure.
![]() ATTENTION : Les l'opérateur doit toujours garantir que toutes les portes, couvercles, boucliers et autres dispositifs de protection sont en toute sécurité en place avant la machine est a commencé.
ATTENTION : Les l'opérateur doit toujours garantir que toutes les portes, couvercles, boucliers et autres dispositifs de protection sont en toute sécurité en place avant la machine est a commencé.
![]() ATTENTION : Un opérateur doit jamais grimper sur le machine lorsqu'il est en fonctionnement.
ATTENTION : Un opérateur doit jamais grimper sur le machine lorsqu'il est en fonctionnement.
![]() ATTENTION : La route de transit de la ondulé le conseil d'administration ne doit JAMAIS être bloqué par personnel ou par tous obstacle.
ATTENTION : La route de transit de la ondulé le conseil d'administration ne doit JAMAIS être bloqué par personnel ou par tous obstacle.
Panneaux d'interdiction et d'obligation
 SOUS NON CIRCONSTANCES devrait les machine être géré par sans formation le personnel. Les de la machine opérateurs doit être familier avec Professionnel Santé et Sécurité règlements avec des se concentrer sur la risques inhérente à cette machine.
SOUS NON CIRCONSTANCES devrait les machine être géré par sans formation le personnel. Les de la machine opérateurs doit être familier avec Professionnel Santé et Sécurité règlements avec des se concentrer sur la risques inhérente à cette machine.
 ATTENTION : SOUS NON CIRCONSTANCES devrait les machine être exploité par sans réserve le personnel. Opérateurs de machines doit être familier avec Professionnel Santé et Règles de sécurité.
ATTENTION : SOUS NON CIRCONSTANCES devrait les machine être exploité par sans réserve le personnel. Opérateurs de machines doit être familier avec Professionnel Santé et Règles de sécurité.
 SOUS NON CIRCONSTANCES devrait les machine être assemblés, démantelé ou transporté par sans formation le personnel, ni par Ceux-ci peu familier avec les règles de sécurité inclus en cette service manuel, depuis tels activités peut plomb à un accident ou à perte financière.
SOUS NON CIRCONSTANCES devrait les machine être assemblés, démantelé ou transporté par sans formation le personnel, ni par Ceux-ci peu familier avec les règles de sécurité inclus en cette service manuel, depuis tels activités peut plomb à un accident ou à perte financière.
 SOUS NON CIRCONSTANCES devrait entretien ou l'entretien être conduite, ou préventif mesures être pris, sans pleinement déconnexion de l'alimentation électrique l'approvisionnement.
SOUS NON CIRCONSTANCES devrait entretien ou l'entretien être conduite, ou préventif mesures être pris, sans pleinement déconnexion de l'alimentation électrique l'approvisionnement.
 SOUS NON CIRCONSTANCES devrait tous de les sous... les assemblages, tels comme les guide rouleaux, les découpage ou notation des outils, être touchée.
SOUS NON CIRCONSTANCES devrait tous de les sous... les assemblages, tels comme les guide rouleaux, les découpage ou notation des outils, être touchée.
SOUS NON CIRCONSTANCES devrait tous mesures être entrepris qui pourrait plomb à a réduction en les de la machine la sécurité statut ; cette comprend les éléments suivants mesures en tant que blocage maître interrupteurs, retrait des protections ou déconnecter les capteurs, etc.
SOUS NON CIRCONSTANCES devrait un opérateur grimper sur la machine au cours de la procédure de chargement ou lors de ses réunions régulières travail cycle.
 SOUS NON CIRCONSTANCES ne doit aucun éventuelles incendie, à proximité l'appareil machine, être éteint avec de l'eau. l'eau. N'utiliser uniquement sous licence, sophistiqué, sophistiqués de lutte contre et risques d'incendie de protection produits.
SOUS NON CIRCONSTANCES ne doit aucun éventuelles incendie, à proximité l'appareil machine, être éteint avec de l'eau. l'eau. N'utiliser uniquement sous licence, sophistiqué, sophistiqués de lutte contre et risques d'incendie de protection produits.
 SOUS EN AUCUNE CIRCONSTANCE, les protecteurs ne doivent être enlevés pendant le cycle de travail de la machine.
SOUS EN AUCUNE CIRCONSTANCE, les protecteurs ne doivent être enlevés pendant le cycle de travail de la machine.
 SOUS NON CIRCONSTANCES devrait les machine être pulvérisé avec de l'eau pendant sa régularité travail cycle ou lorsqu'il est ralentie.
SOUS NON CIRCONSTANCES devrait les machine être pulvérisé avec de l'eau pendant sa régularité travail cycle ou lorsqu'il est ralentie.
 SOUS NON CIRCONSTANCES devrait tous l'entretien tâches être menée pendant que les machine est en fonctionnement.
SOUS NON CIRCONSTANCES devrait tous l'entretien tâches être menée pendant que les machine est en fonctionnement.
 SOUS NON CIRCONSTANCES devrait tous huile, solvant ou tout autre caustique ou toxique substances être versé de l'extérieur, soit en ou à proximité les machine.
SOUS NON CIRCONSTANCES devrait tous huile, solvant ou tout autre caustique ou toxique substances être versé de l'extérieur, soit en ou à proximité les machine.
 SOUS NON CIRCONSTANCES devrait mobile téléphones être utilisé dans le immédiat à proximité de la machine.
SOUS NON CIRCONSTANCES devrait mobile téléphones être utilisé dans le immédiat à proximité de la machine.
 SOUS NON CIRCONSTANCES devrait tous nue flamme être utilisé dans le immédiat à proximité de la machine.
SOUS NON CIRCONSTANCES devrait tous nue flamme être utilisé dans le immédiat à proximité de la machine.
 SOUS NON CIRCONSTANCES devrait cigarettes être fumé dans l'immédiat voisinage de la machine.
SOUS NON CIRCONSTANCES devrait cigarettes être fumé dans l'immédiat voisinage de la machine.
 SOUS NON CIRCONSTANCES l'alcool l'alcool être boire dans l'alcool immédiate proximité de la machine, ni ne doit personnel, sous l'influence sous l'influence de l'alcool, utiliser la machine.
SOUS NON CIRCONSTANCES l'alcool l'alcool être boire dans l'alcool immédiate proximité de la machine, ni ne doit personnel, sous l'influence sous l'influence de l'alcool, utiliser la machine.
 SOUS NON CIRCONSTANCES devrait le personnel manger en l'immédiat à proximité de la machine.
SOUS NON CIRCONSTANCES devrait le personnel manger en l'immédiat à proximité de la machine.
 IT EST FORTEMENT CONSEILLE que chaque personne, affecté à faire fonctionner la machine, être formation formation. Le champ d'application champ de formation doit couvrir le fonctionnement de l'appareil machine, de ainsi ainsi que la santé santé et de sécurité de la santé et de la sécurité au travail, avec l'accent l'accent sur les risques inhérents inhérents la machine.
IT EST FORTEMENT CONSEILLE que chaque personne, affecté à faire fonctionner la machine, être formation formation. Le champ d'application champ de formation doit couvrir le fonctionnement de l'appareil machine, de ainsi ainsi que la santé santé et de sécurité de la santé et de la sécurité au travail, avec l'accent l'accent sur les risques inhérents inhérents la machine.
 IT EST HAUTEMENT RECOMMANDÉ que TOUS couvertures et protections, conçus pour la machine, être utilisés.
IT EST HAUTEMENT RECOMMANDÉ que TOUS couvertures et protections, conçus pour la machine, être utilisés.
 IT IS ESSENTIEL que en les événement de tous accident impliquant l'opérateur, ou tous machine échec, les deux devrait être rapporté à la direction rapidement.
IT IS ESSENTIEL que en les événement de tous accident impliquant l'opérateur, ou tous machine échec, les deux devrait être rapporté à la direction rapidement.
 IT IS ESSENTIEL à porter sûr, ajusté, vêtements de travail pour réduire les possibilité de être accroché ou tiré en la machine.
IT IS ESSENTIEL à porter sûr, ajusté, vêtements de travail pour réduire les possibilité de être accroché ou tiré en la machine.
 IT IS ESSENTIEL à porter de protection gants alors que fonctionnement la machine.
IT IS ESSENTIEL à porter de protection gants alors que fonctionnement la machine.
 C'EST ESSENTIEL pour porter chaussures de travail antidérapantes.
C'EST ESSENTIEL pour porter chaussures de travail antidérapantes.
 L'audition la protection doit être usé dans ce zone.
L'audition la protection doit être usé dans ce zone.
 IT IS ESSENTIEL que long cheveux être lié retour en tels a manière comme à réduire les risque de être accroché ou tiré en les machine ; opérateurs doit porter soit approprié cheveux couverture ou portent leur cheveux lié en haut.
IT IS ESSENTIEL que long cheveux être lié retour en tels a manière comme à réduire les risque de être accroché ou tiré en les machine ; opérateurs doit porter soit approprié cheveux couverture ou portent leur cheveux lié en haut.
 IT IS ESSENTIEL à garder les plancher autour de les machine propre et sans aucune papier, ou autres déchets.
IT IS ESSENTIEL à garder les plancher autour de les machine propre et sans aucune papier, ou autres déchets.
 IT IS EXIGE que tous les machine machine sont bien formés bien formés, connaissant des l'hygiène santé et de sécurité de la santé et de la sécurité au travail ; ils doivent également être familier de tous les situations situations susceptibles d'être se dans l'opération l'exploitation de sophistiquées sophistiquées de cette complexité.
IT IS EXIGE que tous les machine machine sont bien formés bien formés, connaissant des l'hygiène santé et de sécurité de la santé et de la sécurité au travail ; ils doivent également être familier de tous les situations situations susceptibles d'être se dans l'opération l'exploitation de sophistiquées sophistiquées de cette complexité.
IT EST ESSENTIEL à utiliser les d'urgence arrêter interrupteur chaque fois que le de l'opérateur vie ou la santé est en danger.
IT EST ESSENTIEL de déconnecter l'appareil machine de l'alimentation l'alimentation l'alimentation chaque fois que l'entretien, l'entretien ou préventives préventives. en cours.
 Pendant emballage, déballage et transport, mesures mesures doivent être spéciales doivent être prises, de de d'éviter d'empêcher la machine de basculer.
Pendant emballage, déballage et transport, mesures mesures doivent être spéciales doivent être prises, de de d'éviter d'empêcher la machine de basculer.
|
Type |
Boxmat PRO INTELIGO |
|
Matériau |
simple, double jusqu'à 1/4", jusqu'à 1050 g/m2 |
|
Alimentation électrique |
3 x 230 VAC ; 50/60 Hz |
|
Contrôle tension |
24 VDC |
|
Installation de power |
5,5 kW |
|
Pression de travail dans le système pneumatique |
0,6 - 0,8 MPa |
|
Précision de la filtration [(système FR [filtre réducteur] ) |
20 μм |
|
Classe demandée de milieu de travail activité dans système pneumatique |
4-4-4 selon à normes ISO8573-1 |
|
Efficacité |
jusqu'à à 600 feuilles par heure |
|
Styles de cartons |
40 pre-set FEFCO styles + free style |
|
Recette mémoire |
1000 articles pour FEFCO + 1000 articles pour freestyle |
|
Taille maximale de la carte |
94" largeur x 300" longueur (feuille unique ) |
|
Taille minimale du tableau |
10" largeur x 25 ½" longueur |
|
Distance entre les couteaux à rainurer |
2 ¾" - 78 ¾" (avec 8" couteaux) |
|
Largeur de la fente |
5/16" |
|
Taille minimale du panneau |
¾" |
|
Collez rabat |
option to choose the length of the flap |
|
Machine dimensions |
134" x 63" x 63" (L x L x H) |
|
Poids |
2800 kg (6200 lbs) |
4.0 Spécifications techniques
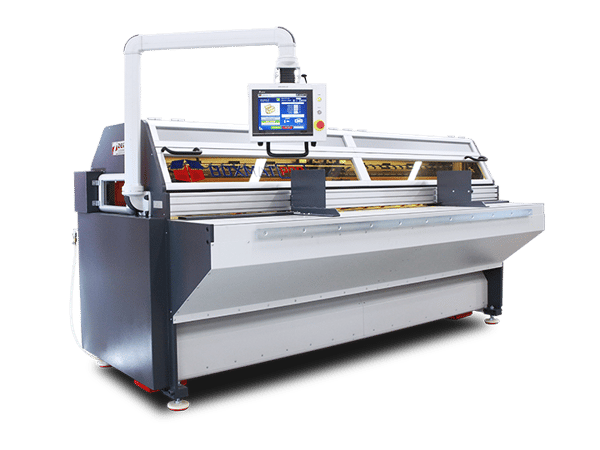
- La machine Boxmat Pro est composée de le corps principal , contenant tous les composants électriques et mécaniques , et la table de travail mobile . Le corps principal est basé sur un cadre métallique assurant le niveau adéquat de stabilité. La table de travail est conçue pour aider les opérateurs à alimenter le matériau ondulé à travers la machine .
- Les flans ondulés sont transportés à travers la machine par une série de rouleaux et roues entraînés par servo-drives. de manière similaire la poutre de rainurage est propulsée par servo drives.
- Derrière la poutre se trouve le système innovant d'outils rotatifs qui permet à l'opérateur de couper l'excès de carton et de les éjecter sans aucune coupe ou rainurage permettant à d'être ré... Cette méthode permet également à des découpes surdimensionnées de d'être rognées à comme elles passent à travers la machine au lieu que doive rogner sur une autre machine séparée .
- Il permet également la production de deux boîtes en une seule fois (avec l'option Multi-production), si boîte taille et feuille taille conviennent en attachant un couteau central .
- Les fentes sont découpées par un système de lames attachées à la poutre d'incision .
- Les lames sont automatiquement déplacées vers les positions correctes par moteurs asynchrones pilotés par l'onduleur et encodeur, une fois les dimensions est entré dans l'écran tactile .
- Le main gauche guide est positionné automatiquement et, une fois que une carte vierge est positionnée contre il, le main droite guide peut être glissé vers le haut pour il pour permettre le vierge de passer à travers la machine .
- La machine est équipée d'un ensemble complet de couvertures et protections pour protéger les opérateurs de les lames en mouvement et couteaux. Pour se conformer à toutes les règles de sécurité européennes , la machine ne fonctionnera pas si ces ne sont pas tous à place et un message d'erreur approprié sera affiché sur l'écran.
Le fabricant s'assurera que la machine est convenablement emballée pour le transport. Le type et la résistance de l'emballage sont adaptés à la distance et au moyen de transport utilisé, ainsi que à les risques potentiels associés à le moyen de transport utilisé. Le fabricant suggère que les destinataires utilisent les moyens de transport et le personnel de service .
Le stockage d'une machine inutilisée n'implique aucune exigence autre que un environnement de stockage approprié. L'entreposage doit fournir une protection suffisante contre les agents atmosphériques et être sec, avec un taux d'humidité acceptable inférieur à 70%. La température de stockage doit être comprise entre 5 ºC et 40 ºC.
Une protection anticorrosion adéquate doit être assurée , en particulier pour les pièces métalliques qui, pour des raisons techniques n'ont pas été peintes ou protégées contre la corrosion.
Si la machine est livrée dans une caisse et/ou recouverte d'un film qui crée une atmosphère anticorrosive , la machine doit rester dans la même , pendant toute la période de stockage .
Pour protéger contre l'humidité, il est recommandé que la machine soit non pas stockée sur le sol de l'entrepôt mais sur des palettes, afin de maintenir il soulevé du sol .
Ce fabricant de boîtes devrait être rangé verticalement dans a sec sec bien bien ventilé aérée. La machine est sensible aux aux vibrations, chocs, violentes secousses et durables durables. Même si même il est lâché de relativement insignifiante relativement insignifiante cela peut de la de son permanente et irréversible.
Les dispositions ci-dessus sont destinées à rendre toutes les personnes et services, qui sont en contact avec cet appareil, conscients de sa sensibilité élevée à tout stimulus impactant et, à le même moment, conscients également, que non revendications, découlant de tels permanent permanente, comme décrit ci-dessus, sera considéré comme une plainte valable.
Pour plus de conseils ou informations, veuillez contacter les techniciens de service du fabricant .
Transport
 SOUS NON CIRCONSTANCES devrait les machine être assemblés, démantelé ou transporté en tous manière par des personnes non qualifiées le personnel ou Ceux-ci peu familier avec la sécurité et soins l'information inclus en cette manuel. Défaillance à se conformer avec cette de base règle peut plomb à un accident dommages ou blessure pas couvert par la garantie ou la responsabilité du fabricant.
SOUS NON CIRCONSTANCES devrait les machine être assemblés, démantelé ou transporté en tous manière par des personnes non qualifiées le personnel ou Ceux-ci peu familier avec la sécurité et soins l'information inclus en cette manuel. Défaillance à se conformer avec cette de base règle peut plomb à un accident dommages ou blessure pas couvert par la garantie ou la responsabilité du fabricant.
- L'entité responsable du transport et de l'installation de la machine à l'usine du donneur d'ordre devrait être déterminée à l'étape du contrat signature , Toutefois, au plus tard , après l'acceptation technique de la machine à l'usine du fabricant et avant que ne soit délivrée au donneur d'ordre .
- En raison de la nature de l'appareil , le fabricant suggère que les destinataires utilisent le fabricant les moyens de transport et service personnel.
- La machine doit être déplacée à l'aide d'appareils de levage tels que grues, chariots élévateurs ou transpalettes , tous dont doit avoir une capacité de levage suffisante dans le but de transporter la machine en toute sécurité . Les personnes qui les utilisent doivent avoir les permis requis et la formation, comme l'exige la loi.
- Le mode correct de transport pour BOXMAT PRO machines est présenté ci-dessous.

Fig. 2. L'emplacement pour le levage de la machine est indiqué par le pictogramme (Fig. 2 -1).

Fig. 3. Transport correct de la machine à l'aide d'un chariot élévateur à fourche
Il est interdit de soulever la machine BOXMAT PRO lorsque cela est indiqué par des pictogrammes ; le dessin ci-dessous s'y réfère.

Fig. 4. Il est interdit de soulever la machine BOXMAT PRO par ses parois latérales, à l'aide d'un chariot élévateur.
![]() ATTENTION : Échec à se conformer avec les ci-dessus pictogrammes et méthodes de l'assemblée, peut résultat en dommages à les structure de la machine et des composants.
ATTENTION : Échec à se conformer avec les ci-dessus pictogrammes et méthodes de l'assemblée, peut résultat en dommages à les structure de la machine et des composants.
![]() ATTENTION : Machine doit être transportés verticalement.
ATTENTION : Machine doit être transportés verticalement.
Il est essentiel que la machine , et toutes les pièces et les accessoires, doivent être emballés de manière sûre et sécurisés. Des emballages de protection , des palettes et/ou des caisses doivent être fournis pour garantir que la machine et toutes les pièces périphériques et accessoires arrivent pour l'installation en toute sécurité et sans dommage. Il est fortement conseillé d'autoriser le fabricant à toutes ces tâches pour assurer une sécurité et efficace livraison et installation.
En ce qui concerne le transport la procédure le poids de la machine (c. 2800 kg - 6200 lb.) doit être pris en compte .
![]() ATTENTION : Insouciance manipulation de les machine pendant transport et/ou la relocalisation peut entraîner de graves problèmes de accidents ou des blessures.
ATTENTION : Insouciance manipulation de les machine pendant transport et/ou la relocalisation peut entraîner de graves problèmes de accidents ou des blessures.
Installation
L'installation de la machine sur le lieu de travail , est effectuée par le personnel de le donneur d'ordre , une fois que le contenu de ces instructions d'utilisation et les services du fabricant se sont familiarisés avec -. et ont été été accepté d'accord- par le personnel de . Le réglage correct de l'imprimante est important comme condition préalable pour son fonctionnement optimal et pour le confort et la sécurité des opérateurs .
Préparation de l'emplacement pour la machine, la disponibilité et paramètres des connexions électriques, pneumatiques et ventilation , ainsi que ainsi que la préparation des exigences spécifiques conception et acceptation , nécessaires pour faciliter le fonctionnement de la machine , est la responsabilité du donneur d'ordre .
Le fabricant fournira les nécessaires conseils et informations pour aider le donneur d'ordre à cet égard.
Après avoir livré la machine à son emplacement désigné, elle doit être déballée et mise à niveau. Son état technique doit puis être vérifié et tout dommage causé pendant le transport, doit être corrigé.
![]() ATTENTION : Les plancher sur qui les machine est à être placé doit avoir suffisant structurel la force à soutien les poids de la machine et tous vibration généré par les normal processus de la fabrication boîtes. Il devrait être également notée que les majorité du poids de la machine est concentré à les pieds.
ATTENTION : Les plancher sur qui les machine est à être placé doit avoir suffisant structurel la force à soutien les poids de la machine et tous vibration généré par les normal processus de la fabrication boîtes. Il devrait être également notée que les majorité du poids de la machine est concentré à les pieds.
![]() ATTENTION : Une fois les machine est nivelé il devrait pas être s'est déplacé sans se répéter les le processus de nivellement.
ATTENTION : Une fois les machine est nivelé il devrait pas être s'est déplacé sans se répéter les le processus de nivellement.
Le revêtement de sol le plus optimal est fait de de béton ordinaire de d'une profondeur suffisante et recouvert d'une fine couche de matériau non conducteur.
La fondation sur laquelle la machine est placée doit être architecturalement conforme aux normes de construction et règles de sécurité répondant aux exigences de profondeur, solidité et niveau.
L'acheteur l'acheteur est la seule personne responsable de la préparation de la base sur laquelle la machine est censée être installée.
![]() ATTENTION : Si les assemblée et mise en place procédures sont mené individuellement par les acheteur, ils devrait être réalisé due à les instructions inclus en cette service manuel et/ou selon à la instructions prévu par les fabricant pendant les technique acceptation procédure.
ATTENTION : Si les assemblée et mise en place procédures sont mené individuellement par les acheteur, ils devrait être réalisé due à les instructions inclus en cette service manuel et/ou selon à la instructions prévu par les fabricant pendant les technique acceptation procédure.
Utilisez les vis dans la machine les pieds pour niveler le cadre . (Les côtés de le corps de la machine sont la référence plan pour le niveau).
![]() ATTENTION : Après chacun changer position les machine, vérifier l'écart entre les supérieur et inférieur rainurage couteaux. Sur les toute la longueur de les supérieur rainurage lames, de les avant et retour côté, l'écart ne doit pas être moins que 0.004 de pouce.
ATTENTION : Après chacun changer position les machine, vérifier l'écart entre les supérieur et inférieur rainurage couteaux. Sur les toute la longueur de les supérieur rainurage lames, de les avant et retour côté, l'écart ne doit pas être moins que 0.004 de pouce.
Lorsque la machine est mise à niveau, les tables de travail doivent être assemblées et placées à l'avant et l'arrière de la machine (les tables sont disponibles sur demande). Une fois que les deux tables de travail sont livrées, elles doivent être mises à niveau par rapport à la machine .
Conditions de travail
INFORMATIONS GÉNÉRALES
![]() ATTENTION : Il est les du fabricant recommandation, que la machine doit être installé dans une entreprise industrielle l'environnement seulement.
ATTENTION : Il est les du fabricant recommandation, que la machine doit être installé dans une entreprise industrielle l'environnement seulement.
Comme écrit et décrit dans ce manuel technique , cette machine a été conçue et fabriquée pour être utilisée dans un environnement industriel pour la conversion de carton ondulé en une gamme de cartons xml. en tant que , cette machine doit être exploitée dans le cadre de les règles de santé et de sécurité associées à l'environnement industriel de fabrication de boîtes.
Cette machine ne doit pas être utilisée dans une atmosphère potentiellement explosive, dans une atmosphère avec un niveau élevé de pollution, une humidité élevée, des températures élevées ou dans des fumées agressives ou corrosives.
En raison de l'électronique et des capteurs à l'intérieur de cette machine, elle devrait être utilisée dans des températures de °C à +35°C et dans une humidité relative allant de 35% à 85%. L'humidité atmosphérique la condensation, ou tout agent potentiellement agressif, doivent être évités .
Les variations de température dans l'environnement d'exploitation ne doit pas dépasser 10°C et l'humidité relative ne doit pas varier de plus de 10%.
![]() ATTENTION : Si là sont important température et les différences d'humidité entre la livraison processus et les installation site, les machine devrait être stocké et acclimaté en les site où il est être exploité pour 24 heures avant démarrage.
ATTENTION : Si là sont important température et les différences d'humidité entre la livraison processus et les installation site, les machine devrait être stocké et acclimaté en les site où il est être exploité pour 24 heures avant démarrage.
ÉCLAIRAGE
Le critère pour le niveau minimum d'éclairage indique que l'éclairage acceptable sur un plan de travail horizontal , dans pièces où le personnel est présent pendant longtemps, indépendamment de quelles tâches visuelles xml-ph-0030@dee
Lorsque, toutefois, un degré de difficulté visuelle supérieur à la moyenne, entraînant des difficultés dans le travail, l'exigence se rapporte à pour assurer un plus grand confort visuel ; cette s'applique également lorsque les employés sont principalement des personnes de plus de 40 ans d'âge . En gardant cette à l'esprit, le niveau d'intensité dans l'éclairage devrait alors être plus élevé que le niveau minimum autorisé de 500 lx.
5.4.3. BRUIT
L'appareil est la source du bruit intensité supérieure à 85dB nécessitant l'utilisation de usine personnel de protection.
 Les protections auditives doivent être usé dans ce zone !
Les protections auditives doivent être usé dans ce zone !
Nous notons que tous les environnements ont leurs propres émissions sonores , qui peuvent effectivement influencer les niveaux de bruit émis par la machine pendant , en particulier dans divers systèmes technologiques .
Paramètres d'alimentation
ELECTRICITE FOURNITURE
La machine doit être connectée à une alimentation de 3 x 480 VAC ; 50/60 Hz ; (3P+N+PE), équipée d'une protection contre les surintensités .
L'installation de l'acheteur doit fournir une protection contre les chocs conformément à avec PN-EN 60204-1:2018-12.
AIR COMPRIMÉ D'AIR COMPRIMÉ
La machine utilise de l'air sous une pression de 6-8bar / 85-110 psi.
Les impuretés filtrées sont inférieures à 20 µm, à sont conformes aux normes ISO8573-1 4-4-4.
6.0 Fonctionnement de la machine
En supposant que toutes les conditions pour l'installation et les activités décrites dans le chapitre précédent ont été remplies et réalisées avec succès , les préparatifs peuvent commencer pour la première mise en service de la machine, dans les conditions de production à , les préparatifs peuvent commencer pour la première mise en service de la machine, en production conditions à l'usine de la partie contractante .
En supposant que toutes les conditions pour l'installation et les activités décrites dans le chapitre précédent ont été remplies et réalisées avec succès , les préparatifs peuvent commencer pour la première mise en service de la machine, dans les conditions de production à , les préparatifs peuvent commencer pour la première mise en service de la machine, en production conditions à l'usine de la partie contractante .
![]() ATTENTION : Dans un premier temps, les machine devrait être a commencé augmenter sous la supervision de la du fabricant des agents.
ATTENTION : Dans un premier temps, les machine devrait être a commencé augmenter sous la supervision de la du fabricant des agents.
Les conditions de service doivent être lues et comprises avant la mise en route de la machine.
SERVICE CONDITIONS - GÉNÉRALITÉS GÉNÉRALES ET PROCÉDURES
Pour assurer le bon fonctionnement de la machine , tous les réglages et doivent être effectués par les techniciens formés par le fabricant , une fois que la machine a été assemblée et installée et les procédures de démarrage initial ont été mises en œuvre . Le matériel ondulé pour tester la machine doit être mis à disposition par l'acheteur.
Avant d'utiliser la machine , qui est, avant sa première mise en service, la Partie contractante a la absolue obligation de former les employés qui seront ses futurs opérateurs. De plus, en raison de les différents travaux cycles effectués par nos machines, dans divers environnements industriels , le Bénéficiaire a l'obligation absolue d'assurer la formation de ses futurs opérateurs. obligation absolue de créer un clair et transparent lieu de travail mode d'emploi manuel pour l'appareil , adapté à ses propres cycles de production .
SOUS NON CIRCONSTANCES ne doit la machine être utilisée par non qualifié par du personnel non qualifié. La machine l'opérateur de la machine doivent être familiarisés avec les santé santé et de sécurité de la santé et de la sécurité au travail, avec l'accent sur donner spéciale considération aux l'évaluation risque créé l'utilisation de cette machine.
 ATTENTION : Les Récipiendaire, ou a personne autorisé par lui/elle sur les base de ces fonctionnement instructions et les caractéristiques de son propre production technologie, a les absolu obligation à compiler a À BASE DE MACHINES MANUEL D'INSTRUCTIONS pour les employés.
ATTENTION : Les Récipiendaire, ou a personne autorisé par lui/elle sur les base de ces fonctionnement instructions et les caractéristiques de son propre production technologie, a les absolu obligation à compiler a À BASE DE MACHINES MANUEL D'INSTRUCTIONS pour les employés.
 IT IS FORTEMENT RECOMMANDÉ à instruire chacun personne attribuée à travail avec, ou à proximité, cette machine pas seulement en le fonctionnement de les machine mais également en les professionnel santé et la sécurité règles associés à l'exploitation la machine.
IT IS FORTEMENT RECOMMANDÉ à instruire chacun personne attribuée à travail avec, ou à proximité, cette machine pas seulement en le fonctionnement de les machine mais également en les professionnel santé et la sécurité règles associés à l'exploitation la machine.
 Les réglage et vérification procédure, mis en œuvre préalable à l'utilisation cette machine, doit seulement être réalisé par formés et autorisé le personnel.
Les réglage et vérification procédure, mis en œuvre préalable à l'utilisation cette machine, doit seulement être réalisé par formés et autorisé le personnel.
AVANT L'UTILISATION LA MACHINE IL EST FORTEMENT RECOMMANDÉ DE VÉRIFIER LE CE QUI SUIT :
- l'efficacité de la protection contre les chocs électriques ;
- la tension de l'alimentation ;
- la conformité de la valeur et de la phase ;
- les boutons d'urgence (interrupteurs de sécurité - EMERGENCY STOP) si nécessaire, déverrouillez en tournant dans le sens des aiguilles d'une montre ;
- les capteurs de sécurité magnétiques de les couvercles et les fenêtres latérales ;
- les serrures de sécurité sont,en fait, fait, verrouillés ;
![]() ATTENTION : Tous l'entretien travail ou changeant de outils etc. la machine à exploiter avec couvertures ouvert, doit seulement être transporté sortir par formés et compétent le personnel et doit être achevé comme rapidement comme possible avant les couvertures sont fermé et complet la sécurité statut est restauré.
ATTENTION : Tous l'entretien travail ou changeant de outils etc. la machine à exploiter avec couvertures ouvert, doit seulement être transporté sortir par formés et compétent le personnel et doit être achevé comme rapidement comme possible avant les couvertures sont fermé et complet la sécurité statut est restauré.
![]() ATTENTION : Tous les interrupteur boîtes, couvertures et gardiens doit être clôturée avant le tenter d'utiliser la machine et doit rester fermé pendant l'utilisation.
ATTENTION : Tous les interrupteur boîtes, couvertures et gardiens doit être clôturée avant le tenter d'utiliser la machine et doit rester fermé pendant l'utilisation.
Il est strictement interdit d'utiliser la machine avec tout interrupteurs de sécurité ou autres dispositifs de sécurité défaits ou modifiés d'une quelconque manière . Tous ces dispositifs sont installés pour protéger la sécurité de l'opérateur et les autres membres du personnel . Il est recommandé que tous ces dispositifs soient vérifiés et testés régulièrement pour confirmer que ils sont a
Chaque opérateur de la machine doit se familiariser avec toutes les caractéristiques de sécurité et les dispositifs associés à cette machine.
 IT IS STRICTEMENT INTERDIT à supprimer tous couvertures ou gardiens alors que la machine est en fonctionnement.
IT IS STRICTEMENT INTERDIT à supprimer tous couvertures ou gardiens alors que la machine est en fonctionnement.
 IT IS FORTEMENT RECOMMANDÉ POUR attacher et fermer TOUS couvertures et des gardiens conçu pour la machine.
IT IS FORTEMENT RECOMMANDÉ POUR attacher et fermer TOUS couvertures et des gardiens conçu pour la machine.
Dans la zone autour de la machine , et jusqu'à à 1.5m, tous les obstacles doivent être enlevés et la zone doit être propre et éclairée de manière appropriée . Une attention particulière doit être prise lorsque Fourches Lift Trucks sont aller chercher et enlever xml-ph.
La zone à proximité de la machine doit être propre et débarrassée des impuretés telles que huile, poussière et saleté afin de réduire à le minimum le risque de une glissade, xml-ph-0031@deepl.inte
 ATTENTION : Quand les machine est en fonctionnement les zone entourant les machine devrait pas être bloqué comme il peut provoquer une La fiche d'information est un document de référence, trébucher ou tomber.
ATTENTION : Quand les machine est en fonctionnement les zone entourant les machine devrait pas être bloqué comme il peut provoquer une La fiche d'information est un document de référence, trébucher ou tomber.
 SOUS NON CIRCONSTANCES devrait tous huile, solvants ou autres caustique ou toxiques liquides être déversé dans le fermer voisinage à la machine.
SOUS NON CIRCONSTANCES devrait tous huile, solvants ou autres caustique ou toxiques liquides être déversé dans le fermer voisinage à la machine.
 IT IS C'EST POURQUOI ORDONNÉ à garder les plancher autour de le nettoyage de la machine et claire.
IT IS C'EST POURQUOI ORDONNÉ à garder les plancher autour de le nettoyage de la machine et claire.
Les commandes de la machine , les indicateurs , les conducteurs flexibles , les tuyaux ou les arbres ne doivent pas être utilisés comme poignées . Tout déplacement involontaire de ces pièces de la machine peut provoquer et activation involontaire ou modifications des paramètres de fonctionnement de la machine et, dans situations extrêmes , peut conduire à la machine défaillance ou panne.
 IT IS ESSENTIEL que tous accident impliquant les de l'opérateur, ou tout autre machine échec, devrait être rapidement rapporté à la direction.
IT IS ESSENTIEL que tous accident impliquant les de l'opérateur, ou tout autre machine échec, devrait être rapidement rapporté à la direction.
Les qualifiés opérateurs de machines doivent être équipés de vêtements de travail , gants de protection et chaussures de sécurité antidérapantes .
Étant donné que les risques fondamentaux pour la machine les opérateurs sont déplacer des rouleaux, roues et arbres, la machine ne doit pas être utilisée par du personnel portant des vêtements amples ou des cheveux longs et lâches.
 IT IS ESSENTIEL à porter les adapté travail réduction des vêtements à les minimum les possibilité de être accroché ou tirés dans la machine.
IT IS ESSENTIEL à porter les adapté travail réduction des vêtements à les minimum les possibilité de être accroché ou tirés dans la machine.
 IT IS ESSENTIEL à porter de protection gants alors que fonctionnement la machine et carton de manutention.
IT IS ESSENTIEL à porter de protection gants alors que fonctionnement la machine et carton de manutention.
 C'EST ESSENTIEL pour porter chaussures de travail antidérapantes.
C'EST ESSENTIEL pour porter chaussures de travail antidérapantes.
Une protection auditive doit être portée porter dans cette dans cette zone !
 C'EST ESSENTIEL pour sécurisé de l'opérateur cheveux en tels a manière pour réduire à les minimum les risque de être accroché ou tiré dans la machine.
C'EST ESSENTIEL pour sécurisé de l'opérateur cheveux en tels a manière pour réduire à les minimum les risque de être accroché ou tiré dans la machine.
Contrôles et indicateurs disponibles pour l'opérateur
Dans la machine présentée, tous les éléments de manipulation sont directement sur son corps de construction , ou sur le panneau de commande . Avant d'utiliser la machine , tout le personnel opérant la machine doit se familiariser avec l'emplacement de ces éléments et les fonctions qu'ils contrôlent.
Les éléments de manutention et de contrôle de la machine qui sont disponibles pour l'opérateur comprennent :


Fig.5. INTERRUPTEUR PRINCIPAL Fig.6. PANNEAU DE CONTRÔLE Fig. 7 TERMINAL D'AIR COMPRIMÉ
- INTERRUPTEURPRINCIPAL - l'interrupteur installé sur la boîte de commutation les portes (Fig.5). ), est conçu pour interrupteur l'alimentation électrique allumé et éteint. Quand il est tourné à la position 1 il signifie que la machine est allumé, quand il est tourné à la position 0, xml-ph-0031@deepl.inte
- Panneau IHM - écran tactile situé sur le panneau de commande (Fig.6), il est conçu pour programmer et contrôler la machine.
- START - Ce bouton vert, lorsqu'il est allumé, indique que la machine est prête à travailler (Fig.6).
- RESET - un bouton bleu utilisé pour redémarrer le système de contrôle et le système de sécurité de la machine et les alarmes après une erreur (Fig.6).
- ARRÊT D'URGENCE - un bouton à tête de champignon pour l'arrêt immédiat de l'ensemble de la machine , dans l'éventualité de toute défaillance ou accident. Les boutons sont sur le panneau de l'opérateur (Fig.6) et à xml-ph-0030@deepl.inte.
-
Borne d'air comprimé (Fig.7) ;
-
La vanne d'arrêt d'air comprimé à commande manuelle (pour ouvrir la vanne, tournez-la vers la gauche et mettez-la en position ON ; tournez-la vers la droite - position OFF - la vanne est fermée) ;
Positionnement du guide droit et des butées d'entrée
RÉGLER LA POSITION DE LA DROITE DROIT ET L'ENTRÉE D'ENTRÉE D'ENTRÉE
![]() ATTENTION ! Règlement devrait être conduite après sélection de style, entrant les carton les dimensions et automatique la mise en place d'un gauche guide.
ATTENTION ! Règlement devrait être conduite après sélection de style, entrant les carton les dimensions et automatique la mise en place d'un gauche guide.
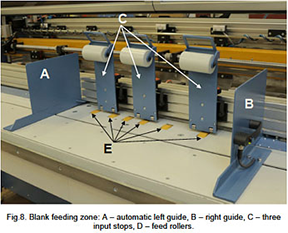

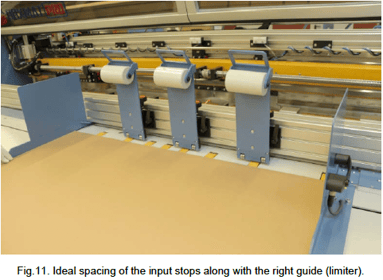



- Placez la page blanche sur la table
- Annuler les manipulations des arrêts d'entrée (Fig.9).
- Soulevez doucement les butées d'entrée et faites glisser deux d'entre elles vers les extrémités de la planche et la troisième doit être placée au centre et au-dessus du rouleau (Fig.11).
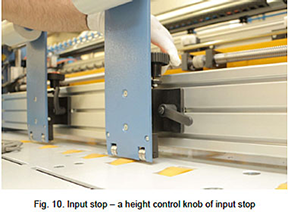
- Serrer l'orange les poignées de l'entrée arrête (Fig.9).
- A l'aide de la molette (Fig. 10), régler l'espace sous chaque pare-chocs de manière à ce qu'il soit possible d'y introduire un carton ; veiller toutefois à ce qu'il ne soit pas possible d'y introduire deux cartons (Fig.12).
- Réglez la butée droite à l'aide de la poignée (Fig.13) de manière à ce qu'elle colle presque au tapis ; laissez 1/16" de jeu pour que les tapis ne se coincent pas entre les butées (Fig.14).
Connexion à une source d'alimentation
- Vérifiez la zone autour de la machine. Elle est conçue pour travailler dans un environnement et propre sans de déchets ou d'obstacles qui pourraient influencer négativement sur son activité de travail régulière.
- Préparer les flans ondulés , prêts pour la production.
- Si est requis par le cycle de production fourni par l'utilisateur , place des conteneurs pour déchets et des cartons prêts à imprimer dans un endroit approprié , à proximité de la machine .
- Vérifiez que toutes les couvertures et gardes sont en place et que toutes les portes sont fermées - il est strictement interdit à d'effectuer travail avec couvertures ouvertes ou gardes manquantes comme ce déclenchera le xml-ph.
- Vérifiez que le bouton-poussoir d' arrêt d' urgence du panneau de commande est dans la bonne position. Pour le réinitialiser, tournez le bouton-poussoir en forme de champignon dans le sens des aiguilles d'une montre.
- Brancher l'alimentation électrique de la machine (brancher la fiche dans la prise de courant et/ou allumer) et le système d'air comprimé en connectant le tuyau d'air à la borne et en allumant le compresseur.
- Vérifier que l'alimentation pneumatique est comprise entre 85psi/6bar et 110psi/8bar.
- Placez l'interrupteur principal installé dans le boîtier latéral de la machine sur la position 1 / ON .
- Le PC Panel (HMI) avec le système Windows démarre.
-
En raison de la procédure standard lorsque la machine est allumée , un message d'erreur tel que "Safety system not ready - press RESET button" doit être trouvé sur le panneau tactile HMI . In order to Comme résultat, le test du système de sécurité et les entraînements doivent être mis en service . Lorsque le bouton START clignote en vert, cela signifie que la machine entre en mode stand-by et qu'elle est prête à travailler.
-
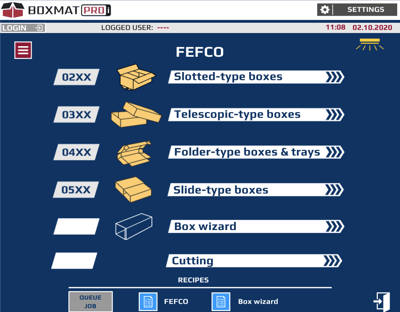
Si toutes les procédures se terminent avec succès, la machine est prête pour le travail - la fenêtre principale doit être affichée sur le panneau HMI .
Fig. 15. Interface Boxmat Démarrage Inteligo
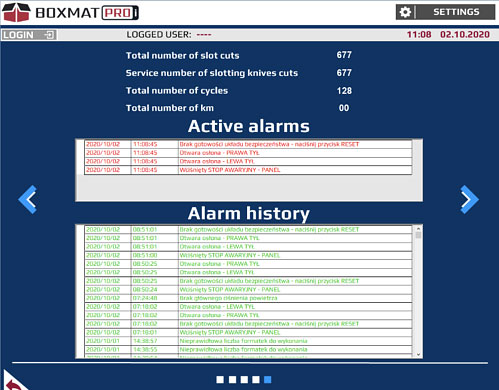
Fig. 16. Le système de sécurité n'est pas prêt
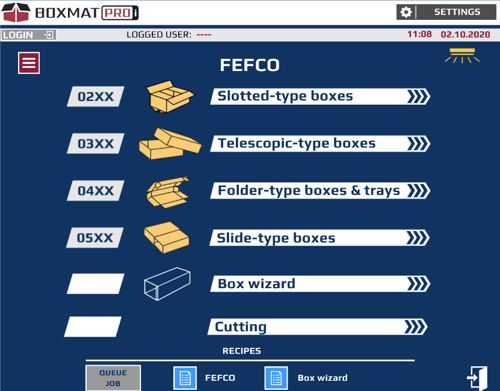
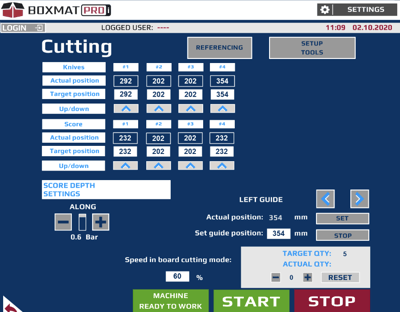
Fig. 17. Écran principal de Boxmat PRO
![]() ATTENTION : Couvertures doit toujours être fermé ou les ne fonctionnera pas.
ATTENTION : Couvertures doit toujours être fermé ou les ne fonctionnera pas.
![]() ATTENTION : les URGENCE STOP bouton est conçu être pressé à tous temps en particulier quand un d'urgence La fermeture est rapidement nécessaire.
ATTENTION : les URGENCE STOP bouton est conçu être pressé à tous temps en particulier quand un d'urgence La fermeture est rapidement nécessaire.
![]() ATTENTION ! En cas les erreur message peut encore être vu sur le affichage après pressant les START bouton, aller à ALARMES, ERREUR MESSAGES et ÉCHECS montré en les la documentation technique.
ATTENTION ! En cas les erreur message peut encore être vu sur le affichage après pressant les START bouton, aller à ALARMES, ERREUR MESSAGES et ÉCHECS montré en les la documentation technique.
Déconnexion
La procédure de mise hors tension après doit toujours être mise en œuvre lorsque la production est terminée :
- Aller à l'écran principal
- Fermez l'interface Boxmat - choisissez l'icône "Quitter".
- Arrêter le système Windows
- Après un arrêt correct de Windows, mettez l'interrupteur principal en position 0-OFF -- cela signifie que la machine est éteinte.
- Dégagez l'environnement de travail autour de la machine.
- Si la machine est arrêtée pour une période prolongée - par exemple le week-end - l'alimentation électrique et l'air comprimé doivent être déconnectés.
![]() ATTENTION ! Faire pas tourner éteint les machine pendant Fermeture des fenêtres vers le bas ! Cela peut dommages HMI PC !
ATTENTION ! Faire pas tourner éteint les machine pendant Fermeture des fenêtres vers le bas ! Cela peut dommages HMI PC !
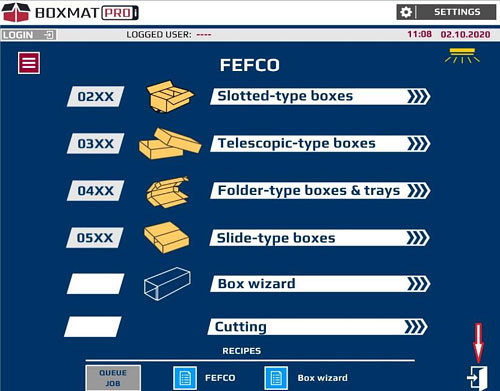
Fig. 18. Sortie de l'interface Boxmat
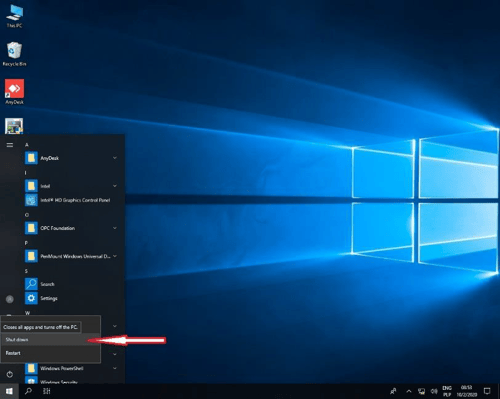
Fig. 19. Fermeture de Windows
7.0 Description de l'écran du panneau IHM
Accueil - Choix du modèle de boîte
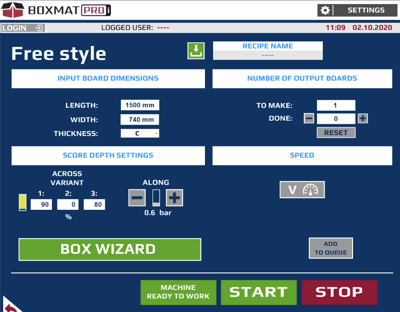
Sur l'écran principal , est les formats de base de les styles FEFCO disponibles. Tout d'abord, sélectionnez le style ou sélectionnez "Autre" si une boîte Free Style est à concevoir.
- PARAMÈTRES - les bouton ouvre a PARAMÈTRES écran (page 50). Sur cette écran, trois plus écrans peut être sélectionné :
- Manuel Mouvement - options disponibles sur le Manuel Mouvements écrans qui permettent à toutes les pièces mobiles , disponibles dans la machine , d'être déplacées manuellement.
- Service - options disponibles dans les écrans Service contiennent informations statistiques sur le fonctionnement de la machine et paramètres avancés de le fonctionnement de la machine .
-
MENU - ce bouton ouvre un écran affichant les fonctions suivantes : ENREGISTREMENT, RECETTES, STATISTIQUES et LANGUE.
 Choisissez ce bouton pour changer la langue de l'interface.
Choisissez ce bouton pour changer la langue de l'interface.- QUEUE JOB - le bouton ouvre l'écran avec le mode de travail "Queue job".
- FEFCO - le bouton ouvre l'écran avec les recettes FEFCO enregistrées.
- Assistant boîte - le bouton ouvre l'écran avec les recettes enregistrées préparées dans l'assistant boîte.
-
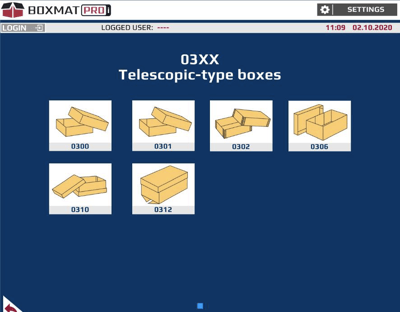
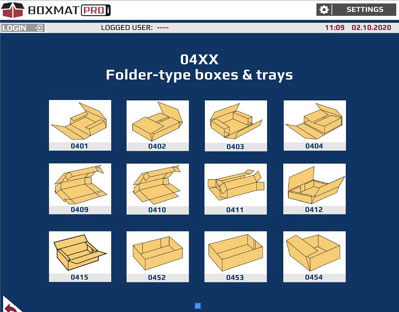
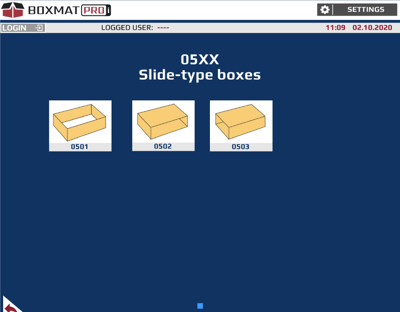
Boîtes à rabats - le bouton ouvre un écran contenant des modèles de boîtes à rabats dans les styles FEFCO (Fig. 21).
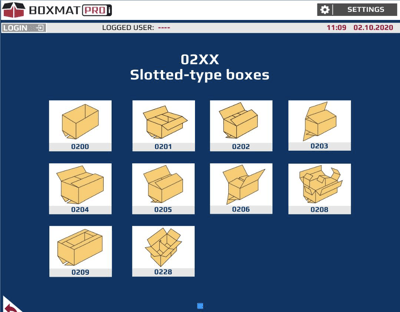
Fig. 21. L'écran affiche les modèles de boîtes à rabats FEFCO 2xx (1/2).
En appuyant sur la touche SETTINGS (1) dans l'écran principal, vous ouvrez les écrans de réglage.
Les options disponibles dans les réglages permettent d'effectuer des mouvements manuels de chaque outil installé dans la machine, de régler les paramètres de la machine tels que l'orientation des outils, etc.
Le niveau d'accès Service permet de modifier les paramètres de service, c'est-à-dire les paramètres avancés du fonctionnement de la machine.
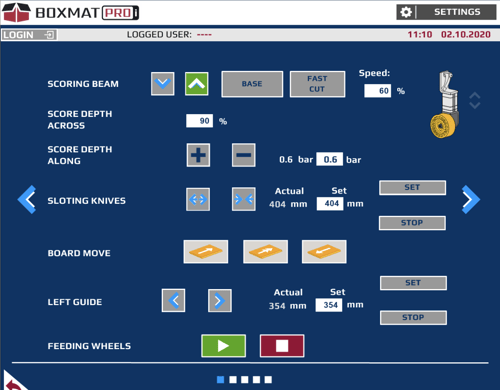
Fig. 27. Écran des mouvements manuels (1/3)
 déplace le faisceau de points vers le haut
déplace le faisceau de points vers le haut déplace la poutre de marquage vers le bas ;
déplace la poutre de marquage vers le bas ;
 Lorsque le bouton Flèche vers le haut s'affiche en jaune, cela indique que la poutre de grillage/fente est en position haute et prête à démarrer.
Lorsque le bouton Flèche vers le haut s'affiche en jaune, cela indique que la poutre de grillage/fente est en position haute et prête à démarrer.
14. BASE - le bouton place la poutre d'incision avec les couteaux à fente en position haute pour le départ. Mode de référence.
15. RAPIDE CUT - les bouton commence un complet cycle de les scoring/slotting faisceau à la vitesse de réglage- valeur 0% - sans en notant entre les emplacements ;
- valeur 100% - max scoring profondeur entre les fentes ;
17. Profondeur d'incision - pression d'air pour les roues d'incision
18. + - ces boutons permettent de modifier la profondeur des marques le long de la boîte en ajustant la pression sur les roues/rouleaux. Une pression sur le bouton modifie le réglage de la pression de 0,1 bar : - + augmente la pression ;
- + augmente la pression ;
- - diminue la pression
Il est possible de régler la pression dans une fourchette de 0 à 3 bars.
La pression ne peut jamais atteindre une valeur supérieure à la pression d'alimentation de la machine.
19. Le champ affichant la pression réelle appliquée aux rouleaux de marquage.
20. Le champ affichant la pression de consigne appliquée aux rouleaux d'incision. Dans ce champ, il est possible de saisir la valeur de la pression. En appuyant sur la touche "Enter" du clavier, la pression sera mise à jour.
21.  ces boutons changer les position de les rainurage couteaux. Presse et tenir à se déplacer :
ces boutons changer les position de les rainurage couteaux. Presse et tenir à se déplacer :
 le rainurage couteaux déplacer lentement.
le rainurage couteaux déplacer lentement. les rainurage couteaux déplacer se rapproche lentement.
les rainurage couteaux déplacer se rapproche lentement.
La position des couteaux de fente est mesurée par la distance entre la pointe du couteau gauche et la pointe du couteau droit. Les couteaux se déplacent uniformément vers le centre de la machine ou s'en éloignent. L'espacement des couteaux peut varier de 2 1/2" à 78 1/2".
Lorsque l'un des boutons affiche une flèche jaune, cela signifie que les couteaux à rainurer ont parcouru la plus grande distance possible.
22. Actual - le champ affiche la distance actuelle entre les couteaux à rainurer .
23. Définissez le champ - entrez la distance à à laquelle les rainures couteaux doivent être espacés.
24. Le bouton - démarre le rainurage mouvement des couteaux à une position comme est entré dans le champ Set (19).
25. Bouton d'étalonnage - ouvre une fenêtre pour saisir la mesure réelle entre et les couteaux . Ce mettra à jour le champ 'Actual' .
L'ouverture de la fenêtre d'étalonnage n'est possible qu'après avoir introduit le mot de passe 7415.
26. STOP - le bouton arrête le mouvement slotting knives
27. Conseil Passez Motion ![]() Presse et tenir à déplacer les ondulé feuille en ou sortir de la machine. Presse
Presse et tenir à déplacer les ondulé feuille en ou sortir de la machine. Presse ![]() pour l'avant et
pour l'avant et ![]() pour l'inverse.
pour l'inverse.
28. Conseil Guide ![]() Presse et tenir ces boutons à changer les position de les gauche, automatique, conseil guide.
Presse et tenir ces boutons à changer les position de les gauche, automatique, conseil guide.
La position du guide gauche est mesurée par la distance entre la paroi intérieure du guide et le centre de la machine. Il est possible de régler le guide entre 1 3/4" et 47".
Lorsque l'un des boutons affiche une flèche jaune, cela indique que le guide gauche est en position extrême.
29. Position réelle - le champ affiche la position actuelle du conseil le guide .
30. Définissez - le champ dans qui il est possible à entrez la position à qui le gauche tableau guide est à définir.
31. Set - ce bouton déplace le guide gauche vers la position dans le champ 'Set' . (26).
32. Bouton d'étalonnage - ouvre une fenêtre pour entrer la distance réelle entre le centre de la machine et le guide gauche. Ceci mettra à jour le champ 'Actual' (25).
L'ouverture de la fenêtre d'étalonnage n'est possible qu'au niveau de l'opérateur ou à un niveau supérieur.
33. STOP - le bouton arrête le mouvement du guide gauche
34. Alimentation Roues: ![]() - ces boutons sont utilisé à commencer ou arrêter l'alimentation rouleaux.
- ces boutons sont utilisé à commencer ou arrêter l'alimentation rouleaux.
35. ![]() cette permet de revenir à l'option l'écran précédent (Fig. 24).
cette permet de revenir à l'option l'écran précédent (Fig. 24).
36. ![]() cette permet d'accéder à les écran suivant (Fig.26).
cette permet d'accéder à les écran suivant (Fig.26).
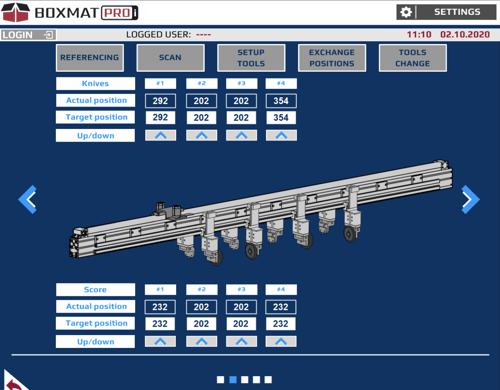
Fig. 28. Écran des mouvements manuels (2/3)
37. REFERENCING - ce bouton déplace le porte-outil vers sa position initiale .
Quand RÉFÉRENCEMENT procédure est actif rétroéclairage de les bouton poussoir est sur.
38. SCANNAGE - ce bouton déplace le scanner (porte-outil ) sur les outils pour définir leurs positions réelles et pour vérifier leurs quantités.
Quand SCANNAGE procédure est actif rétroéclairage de les pousser est sur.
39. SETUP TOOLS - ce bouton déplace les couteaux longitudinaux couteaux et roues d'incision vers leurs positions préréglées telles qu'entrées dans les champs de configuration .
Quand SETUP procédure est actif rétroéclairage de les pousser bouton est sur.
41. CHANGEMENT D'OUTILS - mode de service pour le changement d'outils
42. Position réelle - les champs affichent la position réelle de chaque couteau longitudinal/trace.
La position de chaque couteau/meule d'incision dans le sens de la longueur est mesurée par la distance entre la lame et le centre de la machine. Il est possible de régler les couteaux dans une fourchette de 0" à 47". Il est possible de régler les molettes d'incision dans une fourchette de 1" à 47".
43. Position cible - Champs affichant la position prédéterminée de chaque couteau dans le sens de la longueur. Dans ces champs, il est possible d'entrer la position à laquelle chaque couteau doit être placé à partir du centre.
Les couteaux doivent être espacés dans le même ordre que celui présenté dans les graphiques, sinon le message "NOT POSSIBLE TO SET UP ALONG KNIVES [KNIFE NUMBER ]" (Impossible de placer les couteaux le long des couteaux [numéro de couteau]) s'affichera.
44. Haut/bas - pressant sur cette bouton ![]() volonté ascenseur ou inférieur l'élément correspondant de la outil longitudinal.
volonté ascenseur ou inférieur l'élément correspondant de la outil longitudinal.
-
- - tools gripper . En appuyant sur , affichera la fenêtre GRIPPER.
- - couteau longitudinal. En appuyant sur , affichera la fenêtre KNIFE
- - score longitudinal. En appuyant sur sur , affichera la fenêtre SCORE.
46. Pop-up GRIPPER

Fig. 30. GRIPPE escamotable
47. déplace la pince vers la gauche ;
déplace la pince vers la gauche ; déplace la pince vers la droite.
déplace la pince vers la droite.
48. ![]() ces boutons serrure ou de relâcher le score rouleaux pince épingle :
ces boutons serrure ou de relâcher le score rouleaux pince épingle :
 déverrouille le pince épingle ;
déverrouille le pince épingle ; verrouille le goupille de préhension.
verrouille le goupille de préhension.
49. ![]() ces boutons serrure ou libérer les couteaux longitudinaux pince épingle :
ces boutons serrure ou libérer les couteaux longitudinaux pince épingle :
- déverrouille le pince épingle ;
- verrouille le goupille de préhension.
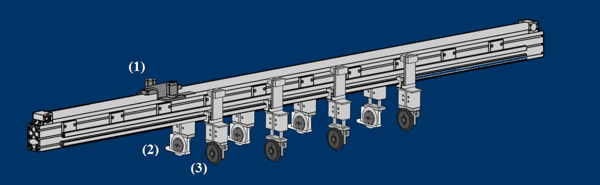
50. Capteur de score - capteur situé sur le côté des rouleaux d'incision. Détecte le support avec le rouleau d'incision.
51. Capteur de couteau - capteur situé sur le côté des couteaux. Détecte la présence d'un porte-couteau.
52. Couteau pop-up
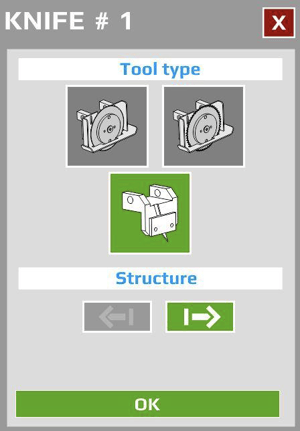
Fig.31. Couteau escamotable
53. Type d'outil - le type de couteau actuellement installé doit être sélectionné sur le support choisi.
54. Orientation de l'outil - l'orientation actuelle de l'outil installé.
L'orientation de l'outil sélectionné est surlignée en vert.
L'opérateur, après avoir modifié manuellement le l'orientation du couteau longitudinal sur la machine, il faut également marquer/effectuer ce changement dans cette fenêtre.
55. Frein - débloque le frein du porte-outil sélectionné.
Chaque fois que le frein est relâché, les outils sont scannés pour trouver leur position actuelle.
Fig.32. Fenêtre contextuelle SCORE
57. Type d'outil - le type de molette d'incision actuellement installé doit être sélectionné sur le support choisi.
L'opérateur doit toujours confirmer que l'outil dans cette fenêtre. Le type d'outil sélectionné est surligné en vert.
58. Orientation de l'outil - l'orientation actuelle de l'outil installé.
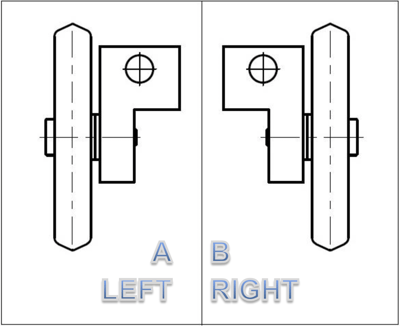
Fig. 33. Exemple d'orientation de l'outil sur la base des rouleaux de rainage : A - à gauche de la fixation vue de l'avant de la machine, B - à droite de la fixation vue de l'avant de la machine.
L'orientation de l'outil sélectionné est surlignée en vert.
L'opérateur, après avoir modifié manuellement le l'orientation de la marque longitudinale sur la machine, doit également marquer/effectuer ce changement dans cette fenêtre.
59. Frein - débloque le frein du porte-outil sélectionné.
Chaque fois que le frein est relâché, les outils sont scannés pour trouver leur position actuelle.
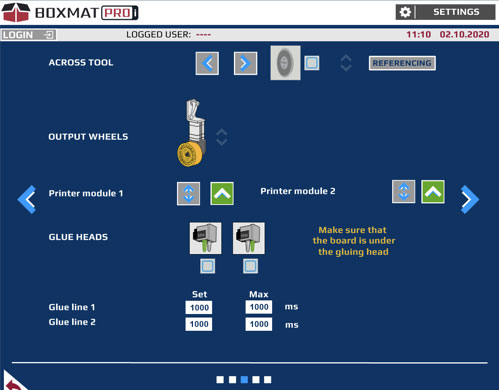
Fig.34. Écran Mouvements manuels (3/3)
60. ACROSS OUTIL ![]() les boutons pour les manuel fonctionnement de la coupe transversale couteau :
les boutons pour les manuel fonctionnement de la coupe transversale couteau :
 mouvements les couteau à gauche ;
mouvements les couteau à gauche ; mouvements les couteau à droite.
mouvements les couteau à droite.
61. Le graphique montre les transversal couteau à découper. Pressage sur le l'image se lèvera ou inférieur les couteau. Les abaissement de les couteau est indiqué par a tique" verte ![]() .
.
62. REFERENCING - ce bouton déplace le à travers coupant couteau à la position home .
Quand RÉFÉRENCEMENT procédure est actif rétroéclairage de les Le bouton poussoir est sur.
63. Sortie Roues - Le graphique montre le rouleau non écrasant . En appuyant sur sur l'image soulève ou abaisse tous les rouleaux de sortie .
64.module d'impression 1 (option) :
 soulever/abaisser le module de l'imprimante 1.
soulever/abaisser le module de l'imprimante 1. ou
ou  indique la position du module d'impression 1.
indique la position du module d'impression 1.
65. Module d'impression 2 (option) :
- soulever/abaisser le module de l'imprimante 2.
- ou indique la position du module d'impression 2.
66. TÊTES DE COLLE - les graphiques montre deux les têtes de colle . En appuyant sur sur un graphique sélectionné, ouvrira la valve de cette tête de colle.
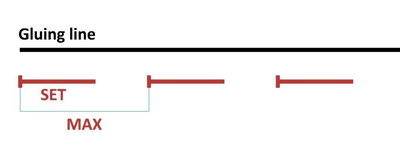
Fig.35. Réglage de la ligne de collage (option)
67. Collage ligne 1 - Set - Ouverture temps de le collage tête pour le collage ligne 1 (Fig.35) (option).
68. Collage ligne 1 - MAX - Cycle temps de le collage tête pour le collage ligne 1 (Fig.35) (option).
69. Collage ligne 2 - Set - Ouverture temps de le collage tête pour le collage ligne 2 (Fig.35) (option).
70. Collage ligne 2 - MAX - Cycle temps de le collage tête pour le collage ligne 2 (Fig.35) (option).
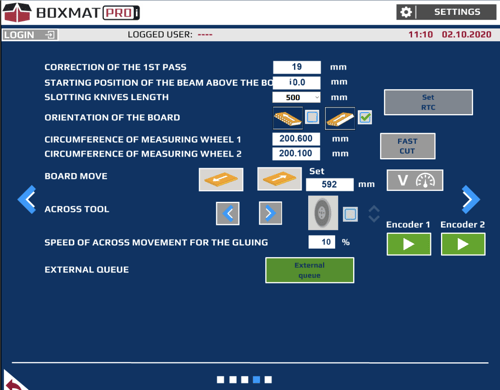
Fig. 36. L'écran "Paramètres de la machine
71. Correction de le 1er passage - ce paramètre affectera la longueur de le premier panneau de une boîte . Si une maintenance a eu lieu , ce paramètre peut avoir besoin d'être modifié.
72. Position de départ de la poutre au-dessus de la planche - distance entre la surface de la planche et couteau à rainurer comme point de départ de la poutre déplacement
73. Rainurage couteaux longueur - longueur de rainurage couteaux montés sur la machine
74. Orientation de la planche - rapide ou régulière passage de la planche dans le cycle
75.Circonférence de roue de mesure 1 et 2 - la circonférence exacte de les roues de mesure .
76. Conseil déplacer - ![]() Presse et tenir à déplacer les ondulé feuille en ou sortir de la machine. Presse
Presse et tenir à déplacer les ondulé feuille en ou sortir de la machine. Presse ![]() pour l'avant et
pour l'avant et ![]() pour l'inverse.
pour l'inverse.
77. Réglez - la distance la planche se déplacera après avoir appuyé sur les boutons de l'encodeur 1 ou de l'encodeur 2 , mesuré par la roue de mesure correspondante 1 ou 2.
78. V - speed parameters - this button open the pop-up Speed.
79. Vitesse des pop-up
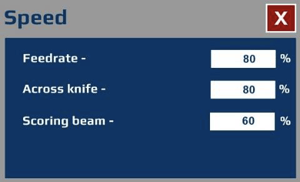
Fig.37. Vitesse du pop-up
80. Vitesse d'avance - vitesse de la planche mouvement dans le cycle.
81. Couteau transversal - vitesse du couteau transversal dans le cycle.
82. Poutre de rainurage - vitesse de la poutre de rainurage dans le cycle .
83. De l'autre côté outil - ![]() les boutons pour le manuel fonctionnement de les à travers découpage couteau :
les boutons pour le manuel fonctionnement de les à travers découpage couteau :
- mouvements les couteau à gauche ;
- mouvements les couteau à droite.
84. Le graphique montre les transversal couteau à découper. Pressage sur le l'image se lèvera ou inférieur les couteau. Les abaissement de les couteau est indiqué par a tique" verte ![]() .
.
85. Vitesse de à travers mouvement pour le collage - vitesse de le transversal mouvement de l'outil pour mettre la colle dans le cycle
86. File d'attente externe - permet à de travailler avec "Job Queue"
87. Codeur 1 / 2 - active ferme la boucle contrôle à règle les paramètres pour roue de mesure 1/2
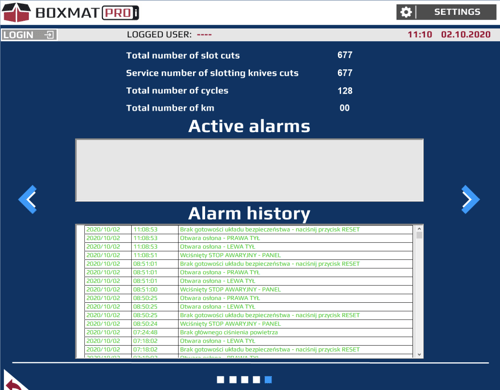
Fig. 38. Historique des compteurs et des alarmes
88. Total nombre de fente coupes - les nombre de coupes fait par les rainurage faisceau depuis machine la mise en place d'un système d'alerte.89. Service number of slotting knives cuts - le nombre de coupes effectuées par la poutre de fente depuis le dernier service.
90. Nombre total de cycles - le nombre de cycles de travail automatiques depuis la mise en service de la machine.
91. Nombre total de km - le nombre de kilomètres de l'ondulé mesuré par les encodeurs depuis la mise en service de la machine.
92. Alarmes actives - affiche les alarmes / messages actifs
93. Historique des alarmes - enregistrement des alarmes / messages
ÉCRANS DE TYPE "FEFCO" - DESCRIPTION SUR LA BASE DE LA NORME DE TYPE 201
Voici les caractéristiques disponibles dans les écrans de configuration pour le modèle standard FEFCO 0201.
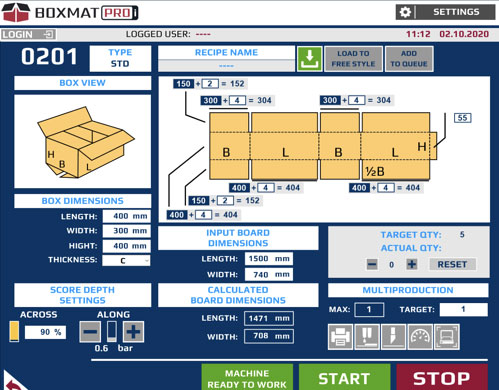
Fig. 39. Écran principal de configuration du style FEFCO 201 STANDARD
94. 0201 - le style FEFCO sélectionné.
95. ![]() - économise les actuel boîte en les de la machine mémoire avec les nom écrit en les RECETTE NOM domaine. Fonctionnement confirmée avec message "Recette ajouté".
- économise les actuel boîte en les de la machine mémoire avec les nom écrit en les RECETTE NOM domaine. Fonctionnement confirmée avec message "Recette ajouté".
96. Load to Freestyle - copie le réglage actuel de la machine to the Freestyle
97. Ajouter à la file d'attente - ajoute la actuellement set box à la Job Queue. Opération confirmée par le message "Order was added".
98. Dimensions de la boîte - dimensions internes de la boîte requise
99. Épaisseur - carton cannelure type
100. Paramètres de profondeur de score - Across - beam scoring depth in % :
Le réglage de la profondeur de la partition transversale doit être comprise entre 0 et 100 % :
- valeur 0% - sans pointage entre les fentes ;
- valeur 100% - profondeur maximale de l'incision entre les fentes ;
101. Score depth settings - Along - + et - boutons pour ajuster la profondeur de le long de scores sur le tableau :
Le réglage de la profondeur des scores devrait être sélectionné en fonction des préférences
102. Carte d'entrée dimensions - Longueur et Largeur de la feuille d'entrée
103. Dimensions calculées du panneau - Longueur et largeur du panneau requis
104. Qté cible - le nombre de boîtes à à fabriquer .
105. Réel Qté - le nombre de cartons déjà fabriqués. Ensuite pour , il y a un bouton RESET utilisé pour réinitialiser le compte . Pour modifier la quantité réalisée compteur, utilisez les boutons PLUS/MINUS.
Après avoir rempli le nombre requis de La machine s'arrêtera en cas d'utilisation d'une boîte en carton. Pour continuer la production, il faut appuyer sur le bouton RESET, sinon il ne sera pas possible de démarrer un nouveau cycle.
106. Multiproduction - Max - indique le nombre de boîtes actuelles que peut être produit à partir de la longueur de la feuille actuelle.
107. Multiproduction - Cible - saisir le nombre de boîtes requises à partir de la feuille. La valeur peut être inférieure ou égale à la valeur MAX .
108. Impression - ce bouton ouvre une fenêtre pour définir les paramètres d'impression (option).
109. Collage - ce bouton ouvre une fenêtre pop-up pour un ensemble de paramètres de collage (option).
110. Collage de pop-up
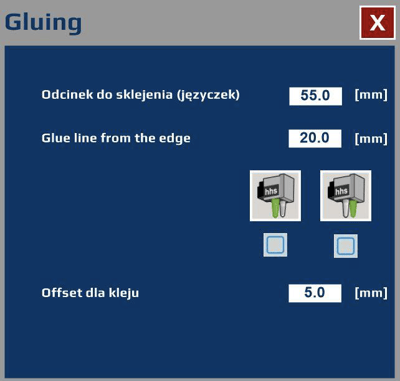
Fig.40. Collage d'un pop-up
111. Coller le rabat - coller rabat longueur
112. Ligne de colle à partir du bord - ligne de colle position à partir de le front bord de la barde
113. Collage des têtes - sélectionner une ou deux têtes pour faire fonctionner pendant le cycle
114. Décalage pour la colle - décalage entre les rainures longitudinales et la ligne colle
115. Couper - ce bouton ouvre une fenêtre contextuelle pour définir le côté de la coupure
116. De le côté gauche et droit - en coupant les chutes de les deux côtés
117. De le droit côté - coupant de le rebut de le droit côté de le carte d'entrée
118. V - speed parameters - this button open the pop-up Speed described in 7.2.79
119. Numérisation - ce bouton ouvre une pop-up et démarre la procédure de téléchargement des données à partir de un scanner externe
120. Machine setup - this indicates that not all information has been entered or machine is not setup.
121. Machine réglage - réglage mise en place de la machine à réglage des paramètres
122. Machine prête à travailler - la machine est réglée à paramètres réglés
123. Démarrage - démarre le automatique boîte production dans le style actuel
124. Stop - arrête la machine APRÈS que l'ensemble de la carte soit passé par .
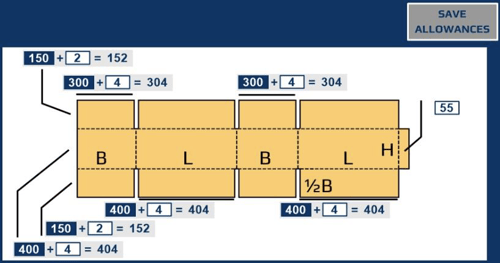
Fig. 41. Écran de configuration du style FEFCO 201 STANDARD - paramètres avancés
125. Bleu champ - courant valeur de la boîte dimension du panneau sans tolérances
126. Blanc champ - indemnité valeur
127. Champ gris - valeur totale du panneau dimension
SAVE ALLOWANCES button - pressing the button saves the allowances into the allowances database. Les changements faits à les allocations seront restaurés à leurs valeurs précédentes après avoir quitté le style. Pour sauvegarder les quotas de façon permanente, appuyez sur le bouton SAVE ALLOWANCES pendant environ 1 seconde, les quotas sauvegardés seront confirmés par le message "Allowances added".
Le bouton est actif après la connexion au compte de l'opérateur.
ALARMES, MESSAGES D'ERREUR et DÉFAILLANCES.
Si la machine ne fonctionne pas lorsque est nécessaire, il est probable que quelque chose a été négligé. Dans ce cas, les messages d'erreur seront affichés sur le panneau HMI .
EMERGENCY STOP - la machine a été arrêtée par l'activation du bouton EMERGENCY STOP ou de l'un des interrupteurs de fin de course sur les couvercles de protection , pour éliminer la raison de cette alarme, vérifiez si tous les couvercles de la machine et carters sont correctement fermés ou tournez le champignon arrêt d'urgence interrupteur dans le sens des aiguilles d'une montre (il se déverrouillera ). Appuyez ensuite sur le bouton vert RESET .
BASSEPRESSION DE L'AIR - pas de ou trop basse pression de l'air dans le système pneumatique . Il faut s'assurer que la machine est connectée au système d'air comprimé à un niveau de pression adéquat, et puis une pression appropriée dans la machine doit être réglée en tournant la vanne de réduction de le système de préparation d'air comprimé .
TOO LOWAIR PRESSURE FOR CREASING ROLLS- too low or too high air pressure for longitudinal creases. L'alarme est supprimée à l'aide de et de la touche RESET .
ERREUR SERVO DRIVE - BOARD - signale l'apparition d'une alarme sur le servomoteur du moteur de déplacement. L'alarme est supprimée à l'aide du bouton RESET .
ERREUR SERVO DRIVE - LEFT CREASING BEAM - signals the occurrence of an alarm on the left servo drive of the creasing beam motor. The alarm is deleted with the RESET button.
ERREUR SERVO DRIVE- RIGHT CREASING BEAM - signale l'événement de une alarme sur the right servo motor of the creasing beam. L'alarme est supprimée avec le bouton RESET .
ERREUR SERVO DRIVE - CREASING ROLLS AND KNIVES - signale l'apparition d'une alarme sur the servo drive of knives and creases. L'alarme est supprimée avec le bouton RESET .
ERREUR SERVO DRIVE - ACROSS KNIFE - signale un problème avec the servo drive of the transverse knife motor. L'alarme est supprimée avec le bouton RESET .
CREASING ROLLS SPACING FAULT - signale un problème avec le positionnement précis de les creasing rollers at les positions set. L'alarme est supprimée avec le bouton RESET sur l'écran tactile HMI .
COUTEAUX SPACING FAULT - signale un problème avec le positionnement précis de les couteaux longitudinaux à les positions réglées. L'alarme est supprimée avec le bouton RESET sur l'écran tactile HMI.
ERREUR DURANT REFERENCING OR SPACING THE ALONG TOOL GRIPPER - signale un problème avec homing ou positioning of the longitudinal tool carriage. L'alarme est supprimée à l'aide de le bouton RESET .
ERREUR DURANT REFERENCING OR POSITIONING THE ACROSS - indique un problème avec homing ou positioning of the transverse tool. L'alarme est supprimée avec le bouton RESET .
ERREUR DURANT REFERENCING OU POSITIONING THE CREASING BEAM - signale un problème avec homing ou positioning of the creasing beam. L'alarme est supprimée à l'aide de le bouton RESET .
LEFT GUIDE SETUP FAULT - signale un problème avec le positionnement précis de le limiteur dans la position réglée. L'alarme est supprimée avec le bouton RESET .
COUTEAUX SETUP FAULT - signale un problème avec le positionnement précis de le fente couteaux dans le position réglée. L'alarme est supprimée avec le bouton RESET .
SLOTTING KNIVES ERROR - END POSITION REACHED - signale à que la machine a atteint la position minimale pour le slotting knives pendant son réglage. L'alarme est supprimée à l'aide du bouton RESET .
SLOTTING KNIVES ERROR - CREASING BEAM NOTREFERENCED - setting of the slotting knives is possible after the creasing beam has been homed. The alarm is deleted with the RESET button
MACHINE SETTING FAULT - signale un mauvais réglage de la machine pour le cycle de production. L'alarme est supprimée avec le bouton RESET .
PASDE DE CREASING ROLLS - signale que le nombre de longitudinal creasing type est insuffisant pour une boîte donnée.
Pasassez de de le long de couteaux de coupe - signale que le nombre de couteaux longitudinaux est insuffisant pour la fabrication d'une boîte donnée.
PAS POSSIBLE DE METTRE EN PLACE CREASING ROLL [1...8] - les dimensions de la boîte introduite empêcher l'espacement de plis dans une position donnée due à la distance minimale requise entre les outils. Si ce message se produit, changez l'orientation des outils ou augmentez les dimensions de la boîte . La distance minimale entre les outils est inclus dans la pièce jointe. L'alarme est supprimée avec le RESET xml-ph-0030@d
SET POSITION OUTSIDE WORKING AREA - CREASING ROLL [1...8] - signals the setting of the longitudinal crease in an inaccessible zone. L'alarme est supprimée à l'aide de the RESET button.
PAS POSSIBLE DE METTRE EN PLACE LE LONG DE COUTEAU [1...8] - dimensions de la boîte entrée empêcher l'espacement des couteaux dans une position donnée en raison de la distance minimale requise entre les outils. Si ce message se produit, changez l'orientation des outils ou augmentez les dimensions de la boîte . La distance minimale entre les outils est indiquée dans la pièce jointe . L'alarme est supprimée avec puis RESET xml-ph-0030@dee
SET POSITION OUTSIDE WORKING AREA - ALONG KNIFE [1...8] - signale le réglage du couteau longitudinal dans une zone inaccessible . L'alarme est supprimée à l'aide du bouton RESET .
CAN'T SETUP CREASING ROLLS - signale une tentative de placer le pli longitudinal dans une zone inaccessible. L'alarme est supprimée avec le bouton RESET .
NE PEUT PAS INSTALLER LE LONG DE COUTEAUX - signale une tentative de le couteau longitudinal dans une zone inaccessible . L'alarme est supprimée avec le boutonRESET de .
MAUVAISESDONNÉES POUR LESACTIONS DE CREASING ROLLS - signale lorsque l'action longitudinale est trop courte pour le pli longitudinal . L'alarme est supprimée avec le bouton RESET .
MAUVAISESDONNÉES POUR LESACTIONS DE LE LONG DE COUTEAUX - signale une trop courte longitudinale action pour le longitudinal couteau. L'alarme est supprimée avec le bouton RESET .
MAUVAISESDONNÉES POUR LESACTIONS DE SUR OUTIL - signale une trop courte transversale action pour l'outil transversale . L'alarme est supprimée avec le bouton RESET .
PAS DESIGNAL QUE EN COUVERTURE COUTE EST EN POSITIONBASSE ou PAS DESIGNAL QUE EN COUVERTURE COUVERTURE ESTEN POSITIONHAUTE - signale une position incorrecte de la lame transversale . Afin d'éliminer la cause , vérifie l'air l'alimentation de l'actionneur , le fonctionnement du capteur inductif situé sur l'actionneur et le fonctionnement mécanique de l'actionneur sans l'air l'alimentation de l'actionneur . L'alarme est supprimée avec le bouton RESET .
CREASING ROLLS ET KNIVES SEARCH FAULT - une alarme se produit pendant la recherche procédure pour creases et knives. Check the drive system responsible for the spacing of creases and knives. The alarm is xml-ph-0030@deep
Mauvais nombre de planches à fabriquer - signale un format d'entrée trop court par rapport à le format calculé.
INPUT BOARD TOO SHORT - signale une input format que est trop dans par rapport à le format calculé. L'alarme est supprimée avec le bouton RESET .
INPUT BOARD TOO NARROW - signale une entrée format qui est trop étroit par rapport au format calculé. L'alarme est supprimée à l'aide de le bouton RESET .
INPUT BOARD TOO LONG - signale que la longueur de le format d'entrée est supérieur à 9000 mm. L'alarme est supprimée en appuyant sur le bouton RESET .
INPUT BOARD TOO WIDE - signale que la largeur du format d'entrée est supérieure à 2400 mm. L'alarme est supprimée avec le bouton RESET .
IL Y A PROBLEME AVEC CARTON MOUVEMENT - signale l'apparition de une alarme lorsque le format glisse dans la machine . L'alarme est supprimée avec le bouton RESET .
TABLEAU A L'INTERIEUR DE DE LAMACHINE - le message apparaît après avoir appuyé sur le bouton START ou le bouton HOME (le bouton guillotine homing dans la fenêtre SETTINGS ) quand il y a une boîte en carton ou un autre objet sous l'entrée ou la sortie du capteur laser _COPY9. SETTINGS ) lorsque il y a une boîte en carton ou un autre objet sous l'entrée ou la sortie laser capteur l'activant . L'alarme est supprimée avec le bouton RESET .
EMERGENCY STOP EST PRESSED - CONTROL PANEL HMI or EMERGENCY STOP EST PRESSED - REAR or EMERGENCY STOP EST PRESSED - RIGHTSIDE - les messages indiquent que one of the safety switches on xm L'alarme est supprimée à l'aide du bouton RESET .
SÉCURITÉ GARDE EST OUVERT - GAUCHE AVANT ou DROIT AVANT ou GAUCHE ARRIÈRE ou DROITE ARRIÈRE ou GAUCHE ARRIÈRE A LE BAS DE OU GAUCHE ARRIÈRE A LE BAS - un message indique l'ouverture de xml-ph-0031@deepl.i Pour réinitialiser l'alarme , fermez les couvercles et appuyez sur le bouton RESET .
LA FENÊTRE EST OUVERTE - GAUCHE ou LA FENÊTRE EST OUVERTE - DROITE - l'ouverture de une fenêtre située sur le côté mur de la machine . Pour réinitialiser l'alarme , fermez la fenêtre ouverte et appuyez sur le boutonRESET de .
REAR LEFT SAFETY GUARD NOT BLOCKED ou REAR RIGHT SAFETY GUARD NOT BLOCKED - signale que la serrure n'est pas fermée. Pour réinitialiser l'alarme, appuyez sur le bouton RESET .
8.0 Maintenance
Notes générales
Les opérateurs de la machine peuvent facilement effectuer la plupart des tâches de maintenance de base et des inspections préventives, car la machine est conçue et construite pour fonctionner avec un minimum de maintenance afin de réduire les périodes d'arrêt.
Toutefois, il est fortement recommandé que certaines des opérations mentionnées ci-dessus soient effectuées par les techniciens qualifiés et expérimentés du fabricant (cela s'applique principalement aux pannes de la machine).
Les opérations d'entretien et de réparation complexes ne doivent pas être effectuées sans l'autorisation préalable du propriétaire ou du fabricant.
Il est recommandé de prévoir un registre des réparations des machines dans lequel seront consignés les dates et les types de réparations ainsi que les activités d'entretien préventif.
Personne ne doit en aucun cas pénétrer dans la machine sans avoir pris toutes les précautions nécessaires pour éliminer les risques en coupant toutes les alimentations électriques et d'air.
En particulier lors des opérations de maintenance ou de toute autre opération manuelle pouvant être requise lors des inspections préventives, ne placez aucune partie du corps dans des zones de danger réelles et prévisibles avant d'éliminer les situations d'urgence potentielles et prévisibles.
 ATTENTION : Travail réalisé en les zones de alimentation, coupe ou notation systèmes devrait être conduite seulement par qualifié qualifié et seulement après prendre tous mesures de précaution. En les ci-dessus mentionnée les zones les plus élevées niveau de potentiel blessures corporelles est possible.
ATTENTION : Travail réalisé en les zones de alimentation, coupe ou notation systèmes devrait être conduite seulement par qualifié qualifié et seulement après prendre tous mesures de précaution. En les ci-dessus mentionnée les zones les plus élevées niveau de potentiel blessures corporelles est possible.
Tous les opérateurs de effectuant la maintenance ou des activités préventives doivent toujours porter des vêtements de protection et des bottes antidérapantes pour le risque de glissade/chute.
Avant d'effectuer tout travail sur la machine , vérifiez toujours que les poignets sont correctement boutonnés, zippés autour des poignets ou proprement rentrés . Le personnel doit toujours se souvenir de protéger ses cheveux contre l'entraînement dans la machine par les rouleaux et les courroies.
Toutes les activités de maintenance ou de réparation doivent uniquement par du personnel qualifié qui est formé pour interpréter les défaillances de la machine , peut lire les diagrammes des systèmes installés et les dessins techniques d'une telle manière que tous les démontages ou assemblages procédures connectés avec standard maintenance opérations sont exécutées de manière professionnelle et, et surtout , en toute sécurité.
![]() ATTENTION : Boîte de commutation contrôle et électrique systèmes l'entretien peut être réalisé seulement par certifié électriciens en cours de validité formation.
ATTENTION : Boîte de commutation contrôle et électrique systèmes l'entretien peut être réalisé seulement par certifié électriciens en cours de validité formation.
![]() ATTENTION : Sous non circonstances devrait tous de l'entretien, réparation ou préventif activités être conduite quand la machine est fonctionne ou est connecté à un pouvoir approvisionnement l'unité.
ATTENTION : Sous non circonstances devrait tous de l'entretien, réparation ou préventif activités être conduite quand la machine est fonctionne ou est connecté à un pouvoir approvisionnement l'unité.
Programme préventif, inspection périodique
AU AU DÉBUT DE CHAQUE PÉRIODE DE TRAVAIL VÉRIFIER SI :
- L'espace de travail est propre, clair et sûr ;
- vérifiez la quantité d'impuretés solides , de fuites, et de poussières se déposant dans/sur la machine et tous ses composants, si nécessaire nettoyez avec un aspirateur ou un pistolet à air comprimé ;
- nettoyer le fond les couteaux dans le plan de travail ;
- vérifier visuellement la fermeture de tous les capots de protection ;
- un niveau suffisant d'éclairage est fourni à l'espace de travail ;
- vérifier l'efficacité des interrupteurs de sécurité (EMERGENCY STOP), des interrupteurs de fin de course protégeant les couvercles mobiles et les verrous de sécurité ;
- Vérification APRÈS 100 HEURES DE TRAVAIL de la machine - ou chaque semaine :
- fixation correcte et serrage de les vis porteuses ; vérification de la tension de la courroie d'entraînement du transport ;
- nettoyer le filtre de l'air l'assemblage de préparation
- Vérification APRÈS 1,000 HEURES DE TRAVAIL de la machine - ou chaque 3 mois :
- vérifier l'efficacité de le électrique le choc la protection
- vérifier visuellement l'état des composants mécaniques
- serrer toutes les vis de
- vérifier l'état de l'état de base contact éléments (contacteurs, relais), remplacer éléments par connexion usée surfaces.
9.0 Règles de travail et de sécurité
Les dispositifs de sécurité intégrés dans la machine sont conçus pour minimiser toute défaillance et pour garantir que les exigences de sécurité sont respectées minimiser le risque de blessure en maintenant un niveau élevé de xml-ph-0030@dee.
La machine a nombreux sécurité de sécurité de sécurité pour la protection des opérateurs et des autres membres du personnel y compris:
- délai d'attente d'incendie de protection contre l'incendie ;
- limite des interrupteurs de fin de course pour détecter ouverts/sécurisés couvercles et protecteurs;
- serrure de sécurité avec a loquet
- décroissance phase capteur;
- couvercles et protections pour protéger les parties parties mobiles de la de la machine;
- facilement accessible ARRÊT D'URGENCE D'ARRÊT d'arrêt d'urgence installé sur principal principal principal ;
- supplémentaire de protection de protection mis en œuvre dans de la machine l'algorithme de contrôle de la d'arrêter arrêter la machine dans situations dans des situations potentiellement dangereuses ;
- la machine construction conçue pour fournir le maximum niveau de sécurité pour ses opérateurs.
Règles de sécurité de base
Les questions liées à la sécurité les règles et l'évaluation de le risque potentiel découlant de contact homme-machine ont été couvertes dans les chapitres précédents de ce manuel de service dans lesquelles des situations similaires ont été . Cependant, l'importance du personnel la sécurité est si profonde que le Fabricant a répété l'information une fois plus ici.
- Tous les produits BOXMAT PRO doivent doivent être connaître des général sécurité règles générales de sécurité dans le lieu de travail industriel.
- Pour pour de réaliser optimale optimale et sûr de l'appareil de la machine, ce manuel d'entretien doit être lire attentivement et l'utilisateur l'utilisateur l'utilisateur strictement conseillé de suivre tous instructions instructions avec une une attention particulière sur la sécurité et d'avertissement d'avertissement.
- La dernier juridique et financières responsabilités pour tous et tout éventuels événements dérivés de soit l'ignorance l'ignorance de texte texte de ce d'entretien de service ou de sécurité et professionnelles de travail repose sur l'acheteur. l'acheteur. Il s'agit d'une est COMPLÈTEMENT ET ABSOLUMENT OBLIGATOIRE de lire et suivre ces instructions.
- En ce qui concerne sur base de texte texte inclus dans ce d'entretien de service et les connaissances dérivées de du du fabricant propre produit technologie l'expérience, l'acheteur est strictement l'obligation de d'élaborer de l'entreprise leur propres TRAVAIL INSTRUCTIONS POUR LE POSTE DE TRAVAIL pour leur propres opérateurs de machines.
- Chaque opérateur doit lire le texte de ce d'entretien d'entretien avant d'effectuer tout travail sur la machine et doivent lire tout TRAVAIL DE LA STATION DE TRAVAIL.
- Sous en en aucun cas ne doit la machine ne être utilisée par non formé personnel non formé. La machine l'opérateur doivent être familier avec les santé au travail et de sécurité de la santé et de la sécurité au travail, et avec a particulier l'accent sur le risque créé par la machine.
- Périodique préventive l'inspection de d'incendie protection protection d'incendie doit être réalisé dans le machine machine. L'acheteur l'acheteur est entièrement responsabilité de prendre des dispositions pour mener à bien l'inspection inspection
- Selon les l'on le du fabricant du fabricant, la machine doit être installée dans l'environnement industriel uniquement.
- Risque menaçant la vie niveau de élevé puissance réseau tension de 3 x 480 VAC, 50/60 Hz est est délivré à l'appareil machine. En tant que a résultat, tous service ou activités préventives doivent être effectuées uniquement par bien formé personnel ayant qualifications requises par la loi.
- SOUS NON CIRCONSTANCES ne doit aucune mesures qui conduiraient à diminuer la machine sécurité l'état (par exemple par exemple blocage maître les commutateurs ou retirer boucliers etc.) être être pris en charge par l'acheteur l'acheteur ou l'opérateur
- Toute maintenance ou autres activités effectuées lorsque la machine est en marche ou lorsque à a abaissé niveau de machine protection (alors que les boucliers sont ouverts ou lorsque les sécurité de sécurité sont désactivés) doivent être de la l'absolu minimum avant que l'état l'état avant que la sécurité ne soit rétablie.
- SOUS NON CIRCONSTANCES ne doit la machine être montée, démontée ou transportée par non qualifié personnel ou qui qui ne connaissent pas avec de sécurité de sécurité incluses dans ce d'entretien de service comme l'a dit activités peuvent entraîner un accident ou peuvent devenir la cause de financières financières.
- Les de la machine initiale démarrage doit être effectuée dans en présence et sous sous supervision de de l'entrepreneur du contractant.
- Les de la machine d'essai de la machine, mise en œuvre toujours avant l'acheteur l'acheteur l'acheteur l'entrée l'acheteur phase de l'utilisation l'utilisation de la machine, doit être effectuée uniquement par un personne par une personne autorisée.
- Tous les changement de toute partie, ou l'utilisation de la machine qui n'est incompatible avec avec décrite dans ce d'entretien d'entretien peut conduire de de la machine machine ou devenir la cause d'un d'un accident.
- Les de la machine paramètres de travail ont été préréglés par le fabricant dans les plus optimale optimale grâce de de installés rouleaux installés, de coupe ou outils de coupe ou d'incision et électroniques électroniques électroniques. Toute changement dans la de la machine de travail de la machine sans sans fabrication de la et sans la connaissance et l'autorisation de la d'un accident ou de mauvaises performance.
Conditions de sécurité pour le personnel utilisant directement la machine
![]() ATTENTION : Pour empêcher grave blessure, il est essentiel que tous couvertures et gardiens sont gardé en lieu à protéger le personnel de les dangers présent de en mouvement arbres, lames, couteaux, etc. lors de l'utilisation de cette machine à fabriquer des boîtes.
ATTENTION : Pour empêcher grave blessure, il est essentiel que tous couvertures et gardiens sont gardé en lieu à protéger le personnel de les dangers présent de en mouvement arbres, lames, couteaux, etc. lors de l'utilisation de cette machine à fabriquer des boîtes.
- Il s'agit Il est conseillé que tous les et tout personnel travaillant avec ce ou toute d'autres machines doit être formation et équipés pour offrir premiers secours l'assistance à toute personne en cas de en cas de chutes ou d'accidents.
- La zone zone entourant ce ou toute machine ne ne être bloquée par aucun obstacle ou déchets produit pendant son régulier travail de travail comme ce peut de trébucher, des glissades, chutes ou d'autres accidents.
- Les D'URGENCE D'URGENCE d'urgence est conçu pour être être appuyé à n'importe à tout moment, en particulier lorsqu'un arrêt d'urgence d'urgence est rapidement nécessaire.
- SOUS NON CIRCONSTANCES ne doit aucun mobiles parties de de la de la machine touchées pendant le travail.
- SOUS NON CIRCONSTANCES ne doit aucune d'eau d'eau d'incendie l'extincteur d'extincteurs à base d'eau être d'extincteurs sur ou à proximité l'appareil machine. N'utilisez uniquement autorisé non à base d'eau à base d'eau et risques d'incendie de protection risques d'incendie.
- SOUS NON CIRCONSTANCES ne doit aucun gardes ou couvercles être enlevés pendant machine de la cycle.
- SOUS NON CIRCONSTANCES ne doit les opérateurs se tenir ou monter sur les protections ou les couvercles.
- SOUS NON CIRCONSTANCES ne doit les opérateurs se tenir ou monter sur les protections ou les couvercles.
- SOUS NON CIRCONSTANCES ne doit d'huile huile, solvant ou autre caustique ou substances toxiques n'est de l'eau de d'entrer contact avec la machine.
- SOUS NON CIRCONSTANCES ne doit téléphones téléphones être utilisés à proximité de la machine l'environnement l'environnement.
- SOUS NON CIRCONSTANCES ne doit nues flammes ne dans dans la machine directes l'environnement.
- SOUS NON CIRCONSTANCES les cigarettes être fumées dans la machine l'environnement l'environnement.
- SOUS NON CIRCONSTANCES l'alcool l'alcool l'alcool consommé dans la machine l'environnement l'environnement ni ne doit personnel sous l'influence l'influence d'alcool l'alcool utiliser la machine.
- SOUS NON CIRCONSTANCES le personnel le personnel consommer repas dans dans machine directe l'environnement.
- IT EST ESSENTIEL d'utiliser utiliser TOUS couvertures et protections conçus pour la machine.
- IT EST ESSENTIEL que tout accidents ou machine machine doivent être rapidement signalées à la direction.
- IT EST ESSENTIEL d'utiliser d'utiliser de travail de travail de travail de limiter de possibilité d'être d'être d'être accroché ou traîné dans dans la machine.
- IL EST ESSENTIEL de porter des gants de gants de protection l'utilisation la machine.
- IL EST ESSENTIEL de porter des chaussures de sécurité antidérapantes.
- IL EST ESSENTIEL d'utiliser cheveux pour minimiser les risques minimiser possibilité d'être d'être d'accrochage ou tirée dans dans machine.
- IT EST ESSENTIEL de conserver le sol autour la machine nettoyer et dégagé de tous débris et déchets matériaux.
- IL EST ESSENTIEL d'utiliser d'utiliser protection protection auditive.
- IT EST RECOMMANDÉ d'utiliser d'utiliser d'urgence D'URGENCE D'URGENCE d'urgence chaque fois qu'il y a est a situation où la machine ou l'opérateur l'opérateur sont sont risque.
- Manipulation manipulation de l'appareil machine pendant transport et/ou déplacement peut entraîner de graves blessures ou accidents.
- Seulement convenablement formé personnel prenant de précautions de précaution mesures peut effectuer certaines tâches à l'intérieur l'intérieur machine. Dans ces ces zones il est risque risque graves graves.
- À aucun jamais les opérateurs monter la machine.
- La boîte de commutation de commutation doivent toujours toujours fermées même si la machine n'est pas pas pas en service.
- La machine Il est fortement conseillé aux conseillés de travailler uniquement dans dans zone de travail zone de travail sûre qui est décrite dans le dessin ci-dessous :
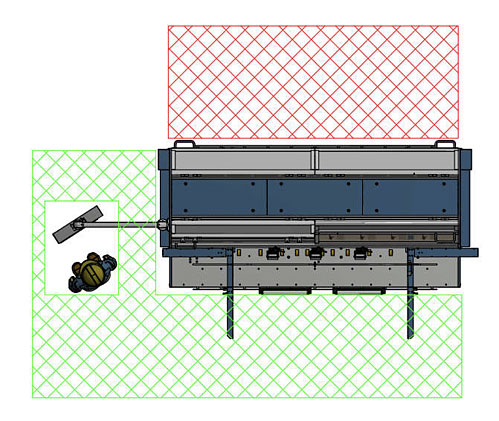
Fig. 42. Limites tolérables de la zone de travail pendant le cycle de travail effectué par Boxmat PRO. La zone dans laquelle les opérateurs de la machine ne sont pas autorisés à rester et à effectuer leurs tâches sur la machine a été marquée avec l'utilisation de la couleur rouge - la zone de dégagement autour de la machine ne doit pas être inférieure à 59".
Règles de sécurité sur le lieu de travail lors des activités de maintenance, de réparation et de prévention
- SOUS NON CIRCONSTANCES ne doit aucun service, d'entretien ou préventif mesures être entreprises sans que complet déconnexion du réseau d'alimentation d'alimentation
- SOUS NON CIRCONSTANCES ne doit la machine être lubrifiée, nettoyée ou entretenue pendant qu'elle il est en en fonctionnement.
- Boîtier de commande et électrique électriques maintenance peut être être uniquement par des personnes formés et qualifiés formés et qualifiés.
- Sous en en aucun cas ne doit la machine l'entretien l'entretien par par non qualifiés ou inexpérimentés ingénieurs qui sont peu familiers avec la machine le câblage électrique.
- Le personnel effectuant d'entretien d'entretien doit porter de protection de protection appropriés.
- Sous en en aucun cas ne doit le électrique électrique être modifié d'une d'une manière ou d'une autre.
- Les portes de de contrôle de contrôle de contrôle doit être toujours verrouillée et seul le personnel autorisé doit avoir l'accès à la clé.
Résumé
Adapté mesures doivent être prises pendant machine fonctionnement de la machine, son transport et d'installation d'installation, et les réparation, l'entretien et préventif préventives, pour d'éviter les situations situations suivantes :
- La machine ne doit ne être utilisée dans aucune d'une autre que décrite décrite dans le présent document;
- La machine ne doit ne être branchée électriquement avec au mépris de les dispositions incluses dans le présent document;
- La machine ne doit ne être utilisée de manière inappropriée ou utilisé par non formé personnel non formé ;
- La machine ne doit ne être utilisée avec matériaux matériaux inadaptés ;
- Il doit y avoir être suffisante adéquat d'entretien;
- Il faut doit être aucun modifications modifications ou modifications par personnel non qualifié par du personnel non qualifié ou non formé;
- Il ne faut pas Il ne doit pas y avoir d'utilisation de de rechange pièces d'origine ;
- Il faut doit être aucun personnel activités enfreignant l'activité loi et/ou les réglementations applicables applicables lieu lieu de travail, ainsi ainsi ainsi que les dispositions incluses dans le présent manuel d'entretien.
10.0 Documentation électrique
10.1 PUISSANCE FOURNITURE PARAMÈTRES - TECHNIQUE DONNÉESAlimentation tension 3 x 230 VAC ; 50/60 Hz
Contrôle tension 24 VDC
Puissance maximale consommation 5,5 kW
10.2 LISTE DES APPAREILS ÉLECTRIQUES APPAREILVoir l'enceinte.
10.3 CÂBLAGE DIAGRAMMEVoir l'enceinte.
11.0 Documentation pneumatique
11.1. DONNÉES TECHNIQUES
Pression de travail 0,6 - 0,8 MPa
Précision de filtration 20 μм
Classe d'activité requise du support de travail
4-4-4 selon les normes ISO8573-1
11.2 PRINCIPE DE FONCTIONNEMENT
Le fluide de travail qui est introduit dans le système avec l'aide de pression réducteur valve est soumis à le initial filtration et puis la réduction procédure due à qui il est réduit à xml-ph-0030@deepl.in. Ensuite avec l'aide de vanne de distribution contrôlée par le système électro-pneumatique le médium est livré à le servo-moteur et comme un résultat le ledit servo-moteur est mis en mouvement. Enfin, le mouvement du servo-moteur provoquera le déplacement de lame de rasoir à cause duquel la colle volet sera coupée .
![]() ATTENTION : Les acheteur est fortement conseillé à maintenir l'adéquation 4-4-4 classe de l'air propreté selon à Exigences de la norme ISO8573-1 même cependant les Fabricant équipé les dans la air comprimé préparation système.
ATTENTION : Les acheteur est fortement conseillé à maintenir l'adéquation 4-4-4 classe de l'air propreté selon à Exigences de la norme ISO8573-1 même cependant les Fabricant équipé les dans la air comprimé préparation système.
Le mentionné ci-dessus système pneumatique ne pas nécessite une attention extrême, cependant, l'utilisateur est obligé de contrôler le niveau de eau de condensation dans filtre à air comprimé réservoir périodiquement. Si la présence d'eau est constatée , il doit être vidé. Si l'on constate la présence d'une quantité importante d'impuretés 1 solides dans le réservoir , le réservoir doit être démonté, et puis nettoyé à l'aide de nettoyants appropriés. Après le nettoyage , il doit être aéré avec de l'air comprimé et remis en place. La description détaillée du système d'air comprimé peut être dans la partie intitulée COMMANDES ET INDICATEURS DISPONIBLES pour l'OPÉRATEUR.
11.4. SCHÉMA DU SYSTÈME PNEUMATIQUE
Voir l'enceinte.
12.0 Utilisation et démantèlement de machines
12.1 NOTES GÉNÉRALESLes changements introduits dans la loi les dispositions ou dans le processus les normes, qui n'auraient pas pu être prévus plus tôt, peuvent devenir la cause de l'utilisation et le bris de la machine. Ce problème s'applique également à les parties de la machine remplacées ou réparées et les systèmes. En conséquence, l'acheteur est seul responsable de l'exécution des procédures mentionnées ci-dessus conformément à aux dispositions contraignantes de la loi . Il doit être noté, cependant, que toutes les pièces de la machine peuvent être entièrement recyclées.
12.2 DÉCHETS
Les déchets dangereux devraient être toujours utilisés par les entreprises qui sont spécialisées dans le traitement de ce type de question sur régulièrement . La liste détaillée du type de déchets produits par la machine dans xml-ph-0030@deepl.int.
- carton, carton ondulé et autres déchets produits ;
- pièces détachées usées, qui sont divisées en types de matériaux à partir desquels sont fabriquées.
- Tous les déchets matériaux provenant de pièces de machines remplacement ou entretien même partiellement contaminés par graisse ne peuvent être jetés avec avec les déchets industriels produits.
![]() ATTENTION : Il est strictement interdit à lieu dangereux déchets directement en les déchets conteneurs ou utiliser les municipal collecteurs de déchets disposer de celui-ci.
ATTENTION : Il est strictement interdit à lieu dangereux déchets directement en les déchets conteneurs ou utiliser les municipal collecteurs de déchets disposer de celui-ci.
12.3 PHASES DE DÉMANTÈLEMENT DE DÉMANTÈLEMENT MISE EN ŒUVRE pour le BRIS DE MACHINE
- Utilisez MASTER SWITCH pour éteindre la machine ;
- La machine doit être placée en position stable sur le sol .. ;
- Débranchez la machine de les sources d'alimentation pneumatique et électrique ;
- Détacher de la machine et démonter les deux travailler tables (si elles ont été commandées) ;
- Déconnectez les raccords flexibles fabriqués en plastique et caoutchouc, puis utilisez-les avec l'aide d'entreprises qui sont spécialisées dans ce type de déchets ;
- Débrancher les systèmes de câblage et les équipements électriques et puis les utiliser avec l'aide des entreprises qui sont spécialisées dans le traitement de ce de déchets.
- Divisez métal déchets en acier et non ferreux et puis les briser pour la ferraille avec l'aide des entreprises qui sont spécialisées dans ce type de déchets.
13.0 Boîtiers
Plaque d'évaluation
14.0 Documents supplémentaires relatifs aux machines