
Ce manuel d'instructions est destiné à servir de guide lors de l'utilisation de la soudeuse 112 Extreme Seam. Pour garantir des performances optimales de votre soudeur, veuillez suivre précisément les recommandations et les spécifications.
Table des matières
- Chapitre 1 : Utilisation prévue
- Chapitre 2 : Explication des avertissements
- Chapitre 3 : Exigences en matière d'électricité et d'air
- Chapitre 4 : Principes de l'étanchéité thermique
- Chapitre 5 : Captures d'écran
- Chapitre 6 : Ajustements
- Chapitre 7 : Maintenance
- Chapitre 8 : Conseils pour le soudage
- Chapitre 9 : Documents supplémentaires relatifs à la machine
Pour plus d'informations techniques concernant cette machine, appelez notre centre de résolution au 1-855-888-WELD ou envoyez un courriel à l'adresse suivante service@weldmaster.com.
1.0 Utilisation prévue
Le 112 est une machine à souder rotative à air chaud destinée à sceller à chaud les plastiques thermiques soudables tels que :
- Polypropylène non tissé
- Tissus laminés en vinyle (PVC)
- Tissus enduits de vinyle (PVC)
- Films en vinyle (PVC)
- Tissus enduits de polyuréthane (PU)
- Films en polyuréthane (PU)
- Tissus enduits de polypropylène (PP)
- Polyéthylène (PE)
- Film en caoutchouc thermoplastique (TPR)
- Tissus en caoutchouc thermoplastique (TPR)
- Produits extrudés rigides
Le fabricant n'approuve pas :
- Toute autre utilisation de ces machines.
- Le retrait de tout dispositif de sécurité en cours d'utilisation.
- Modification non autorisée des machines.
- Utiliser des pièces de rechange qui ne sont pas approuvées par le fabricant.
 Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
Seul un technicien dûment formé est habilité à utiliser et/ou à effectuer des opérations d'entretien ou de maintenance de routine.les réparations des machines.
REMARQUE : Le fabricant ne sera pas tenu responsable des dommages ou blessures résultant d'une utilisation inappropriée de cette machine.
2.0 Explication des avertissements
Plusieurs symboles d'avertissement sont apposés sur le site Miller Weldmaster 112. Ces symboles ont pour but d'alerter l'opérateur sur les zones potentiellement dangereuses de la machine. Familiarisez-vous avec leur emplacement et leur signification.

Attention : Chaud
Le symbole "Attention : Le symbole "Attention : Chaud" est placé sur un protecteur à proximité des surfaces chaudes.

Danger : Points de pincement
Le symbole "Danger : Points de pincement" est placé à proximité de tout point de pincement potentiel. Ne placez aucune partie du corps à proximité de ces sections de la machine lorsque celle-ci est en marche.

Attention : Débrancher l'appareil
L'autocollant "Attention : Débrancher la machine" est placé près de l'ouverture de l'armoire et de tous les panneaux d'accès. Pour éviter toute électrocution, l'appareil doit toujours être débranché avant l'ouverture de la porte de l'armoire.

Avertissement : Gardez vos mains à l'écart
L'autocollant "Warning : Gardez vos mains à l'écart" est placé sur l'ensemble de l'appareil de chauffage. Pour éviter tout pincement ou toute brûlure, veillez à ce que vos mains soient toujours libres.

Avertissement : Air à haute température
L'autocollant "Warning : L'autocollant "High Temperature Air" est placé sur l'ensemble de l'appareil de chauffage.

Attention : Électricité
L'autocollant "Attention : L'autocollant "Électricité" est placé à proximité des zones contenant de l'électricité.
3.0 Exigences en matière d'électricité et d'air
Avertissement ! Seul un électricien qualifié est habilité à brancher l'alimentation électrique.
Fourniture d'électricité
En raison du nombre de prises de courant de styles différents disponibles, le cordon n'est pas inclus. Il est recommandé à votre électricien d'installer un cordon et une fiche comparables à votre type de prise de courant. Vous pouvez choisir de relier votre cordon d'alimentation à votre bloc d'alimentation. Il est recommandé à l'électricien d'utiliser une boîte de jonction dotée d'un interrupteur marche/arrêt et d'une protection contre les courts-circuits, comme l'exige le code électrique local, pour la déconnexion primaire. Le site Miller Weldmaster 112 Extreme nécessite l'une des alimentations suivantes. Veuillez vous référer au schéma électrique pour savoir quelle alimentation électrique est nécessaire à votre machine.
- 80 Ampères - Monophasé - 230 Volts
- 80 Ampères - 3 phases - 230 Volts
- 60 Ampères - 3 phases - 400 Volts
Magasin d'alimentation en air
Le site Miller Weldmaster 112 Extreme comprend une vanne d'alimentation en air de l'atelier qui permet des connexions et déconnexions rapides à l'alimentation en air de l'atelier. En raison du nombre de styles différents de connecteurs de ligne d'air, un raccord rapide mâle n'est pas inclus. Vous devrez choisir un raccord rapide mâle avec un filetage NPT (National Pipe Thread) de ¼ de pouce pour correspondre à votre raccord rapide femelle. Le site Miller Weldmaster 112 Extreme doit répondre aux exigences suivantes en matière d'air d'atelier :
- Minimum de 12 pcm à 120 psi
- Ne pas dépasser 340 litres/min à 8,2 bars
- Un séparateur d'eau et de saleté en ligne
Notes de sécurité
Ne réglez pas le matériau lorsque la machine est en mouvement. Gardez les mains, les cheveux longs, les vêtements amples et les articles tels que les cravates à l'écart des rouleaux qui ont des points de pincement afin d'éviter l'enchevêtrement et le piégeage qui peuvent coincer des parties du corps ou des vêtements et causer des blessures graves. Prévoyez suffisamment d'espace autour de la machine pour garantir un fonctionnement sûr et efficace. La machine doit être immobile et les pièces mobiles bloquées avant toute opération de nettoyage, d'huilage, de réglage, de réparation ou d'entretien d'une partie quelconque de la machine. Portez toujours un équipement de protection individuelle. (EPI) désigne les vêtements de protection, les casques, les lunettes ou tout autre vêtement conçu pour protéger le corps de l'utilisateur contre les blessures.
4.0 Principes de l'étanchéité à la chaleur
L'air chaud
La chaleur nécessaire à l'opération de soudage est créée électriquement par deux éléments chauffants situés à l'intérieur du boîtier de l'élément chauffant. La température de l'air chaud varie de 100 à 1350 degrés Fahrenheit ou de 25 à 730 degrés Celsius.
Vitesse
La vitesse des rouleaux de soudage détermine la durée pendant laquelle la chaleur est appliquée au matériau à souder. Plus la vitesse est lente, plus le matériau est chauffé. Plus la vitesse est élevée, moins le matériau est chauffé. Pour obtenir la meilleure couture, une quantité minimale de chaleur doit être appliquée au matériau tout en obtenant une couture complète. Une chaleur trop importante entraînera une déformation du matériau, tandis qu'une chaleur insuffisante empêchera le matériau de se souder.
Pression
La pression du rouleau de soudage est l'étape finale de la création d'une couture. La pression du rouleau de soudage comprime le matériau chauffé, ce qui achève le processus de soudage.
Résumé
Lors du thermoscellage, la combinaison correcte de la chaleur, de la vitesse et de la pression vous permettra d'obtenir un joint correctement soudé.
5.0 Capture d'écran
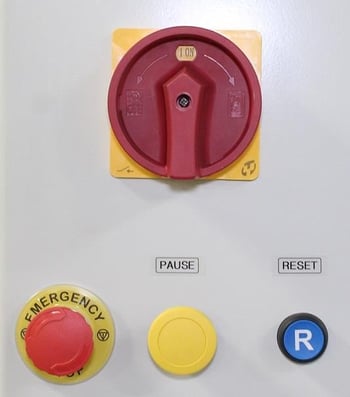
Déconnexion : Cette fonction permet d'activer et de désactiver l'alimentation électrique de la machine.
Arrêt d'urgence: En appuyant sur ce bouton, la machine s'arrêtera et il faudra tourner le bouton et le retirer pour redémarrer la machine.
Pause: L'appui sur cette touche arrête le déplacement du chariot de la tête.
Réinitialisation: Ce bouton permet d'activer la machine au démarrage ou après un arrêt d'urgence.
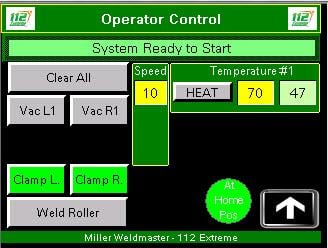
Tout effacer : L'objectif de cette fonction est d'offrir un moyen plus simple d'éteindre tous les aspirateurs et les pinces à tissu en appuyant sur un seul bouton.
Aspiration gauche : Cette fonction permet d'activer ou de désactiver l'aspiration gauche.
Aspiration droite : Cette fonction permet d'activer ou de désactiver l'aspiration droite.
Pince gauche : Cette fonction permet d'ouvrir ou de fermer la pince gauche.
Pince droite : Cette fonction permet d'ouvrir ou de fermer la pince droite.
Rouleau de couture : Cette fonction permet de soulever ou d'abaisser le rouleau de couture.
Vitesse de la machine : Le but de la vitesse de la machine est de contrôler la vitesse de l'assemblage du chariot pendant le processus de soudage. La valeur de la vitesse de la machine est un pourcentage de la vitesse à laquelle le chariot de la tête 112 extreme fonctionnera.
Chaleur : Cette fonction permet d'activer et de désactiver la chaleur.
Température SP : Cette case a pour but d'indiquer le point de consigne de la température et de permettre à l'opérateur de modifier manuellement la température sans entrer dans les recettes.
PV de température : Cette case a pour but d'indiquer à l'opérateur la température réelle relevée sur les éléments.
Bouton flèche : Permet d'accéder à la fenêtre contextuelle des contrôles.
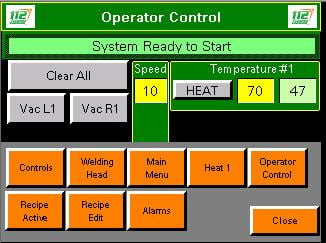
Contrôle : L'appui sur ce bouton ouvre l'écran de contrôle.
Tête de soudage : Ce bouton permet d'ouvrir l'écran de la tête de soudage.
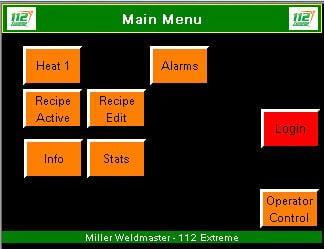
Menu principal : L'appui sur ce bouton permet d'ouvrir l'écran du menu principal.
Chaleur 1 : En appuyant sur ce bouton, les commandes de chaque tête de soudage s'ouvrent.
Écran actif de la recette : Affiche tous les paramètres actuels de la recette sélectionnée.
Modification de la recette : en appuyant sur ce bouton, vous ouvrez l'écran de modification de la recette.
Alarme : Cette option affiche les alarmes actives en cours, le cas échéant.
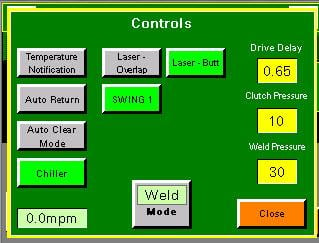
Notification de température : Lorsque cette option est sélectionnée, le site 112 Extreme avertit l'opérateur qu'il doit vérifier le positionnement des buses lorsque le contrôleur de température est modifié de plus ou moins 160 degrés Celsius.
Retour automatique : Lorsque cette option est sélectionnée, elle devient verte et le chariot revient de lui-même lorsque la position finale est atteinte.
Mode d'effacement automatique : Lorsque ce mode est sélectionné, il devient vert et à la fin d'un cycle, lorsque vous utilisez la position finale, les aspirateurs et la pince à tissu s'éteignent.
Chiller (refroidisseur) : Permet d'activer et de désactiver les refroidisseurs de rouleaux de couture.
Laser-Overlap : Lorsqu'il est enfoncé, ce bouton devient vert et allume le laser de chevauchement et éteint le laser de crosse.
Bouton laser : Le but de ce bouton est, lorsqu'il est enfoncé, de devenir vert et d'allumer le laser de crosse et d'éteindre le laser de chevauchement.
couture/Coupe : Dans cette case, si la couture est affichée, le 112 extreme est en mode couture. En touchant la case, le mode passe à la découpe et le 112 est en mode découpe.
Swing : Lorsque cette option est sélectionnée, elle devient verte et la buse s'oriente vers l'intérieur. Si l'option Swing n'est pas sélectionnée, la buse n'entrera pas en action lorsque l'on appuie sur le bouton de démarrage.
Délai d'entraînement : Le but du délai d'entraînement est de bloquer temporairement le rouleau de soudage et de permettre à la buse d'air chaud de se mettre en place. Si le délai d'entraînement est réglé sur une valeur élevée, le matériau brûlera au début. Si le délai d'entraînement est réglé sur une valeur faible, il laissera un point non soudé au départ.
Pression de l'embrayage : Le but de la pression de l'embrayage est de varier la force d'entraînement sur le rouleau de couture. Cela permet d'éliminer les plis du matériau. L'augmentation de la pression d'embrayage permet au rouleau de couture de tourner plus rapidement par rapport à la vitesse du chariot de tête. En diminuant la pression d'embrayage, le rouleau de couture tournera plus lentement que le chariot de tête.
Pression de soudage : Le but de la pression de soudage est de varier la quantité de pression pneumatique entre le rouleau de soudage et la piste de soudage.
Mode : Cette option permet de basculer entre le mode soudage et le mode coupe.
Chaleur 1 : En appuyant sur ce bouton, les commandes de la tête de soudage sélectionnée s'ouvrent.
Alarmes : Cette fonction affiche les alarmes actives en cours, le cas échéant.
Écran actif de la recette : Affiche tous les paramètres actuels de la recette sélectionnée.
Modification de la recette : en appuyant sur ce bouton, vous ouvrez l'écran de modification de la recette.
Info : En appuyant sur ce bouton, vous accédez à l'écran d'information.
Statistiques : En appuyant sur cette touche, vous accédez à l'écran des statistiques.
Écran de contrôle de l'opérateur : Il s'agit de l'écran principal utilisé par l'opérateur. C'est l'écran sur lequel la machine démarre.
Connexion : Le bouton Configuration de la maintenance permet à l'opérateur d'accéder à l'écran Configuration de la maintenance. Pour accéder à cet écran, l'opérateur est invité à saisir un nom d'utilisateur et un mot de passe. Nom d'utilisateur : TECH Mot de passe : 1234. Cet écran permet à l'opérateur d'accéder à un écran similaire à l'écran de configuration de l'opérateur. La différence est que l'écran de configuration de la maintenance permet à l'opérateur de régler le régulateur de température, de changer de langue et de régler la vitesse de rotation de la fraise et du retour.

Température SP : Cette case a pour but d'indiquer le point de consigne de la température et de permettre à l'opérateur de modifier manuellement la température sans entrer dans les recettes.
PV de température : Cette case a pour but d'indiquer à l'opérateur la température réelle relevée sur les éléments.
Bande d'alarme : il s'agit d'un nombre que l'opérateur peut régler en le touchant et si la température change de +/- le réglage, un avertissement s'affichera sur l'écran.
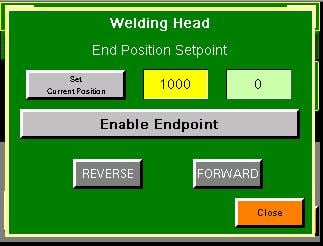
Définir la position actuelle : Cette fonction permet de définir la distance à laquelle la tête de soudage se déplacera.
Point de consigne : Il s'agit de la distance que la tête de soudage va parcourir.
Réelle : il s'agit de la position actuelle de la tête.
Activer le point final : Si cette option est activée, le point de terminaison de la tête de soudage sera activé.
Marche arrière : Fait avancer la tête de soudage en marche arrière.
Vers l'avant : Fait avancer la tête de soudage.

Recipe # : Le numéro de la recette actuelle.
Nom de la recette : Le nom de la recette actuelle.
Weld Unit # : Il s'agit du point de consigne de température auquel nous réglons chaque tête de soudage.
Vitesse % : Contrôle la vitesse globale de la machine. Il s'agit de la commande de vitesse principale.
Pression de l'embrayage : Le but de la pression de l'embrayage est de varier la force d'entraînement sur le rouleau de couture.
Pression de soudage : Le but de la pression de soudage est de varier la quantité de pression pneumatique entre le rouleau de soudage et la piste de soudage.
Délai d'entraînement : C'est le temps qui s'écoule entre le démarrage de la tête de soudage et le moment où les buses se mettent en place avant que la tête de soudage ne démarre.
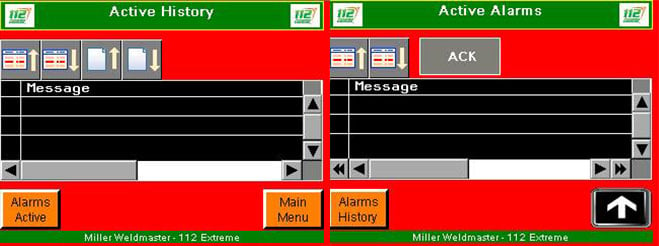
Écran d'alarme active : Cet écran affiche les alarmes actives en cours, le cas échéant.
Acquitter : Ce bouton permet d'acquitter les alarmes actives.
Historique des alarmes : Cette fonction permet d'afficher toutes les anciennes alarmes présentes sur la machine.
6.0 Ajustements
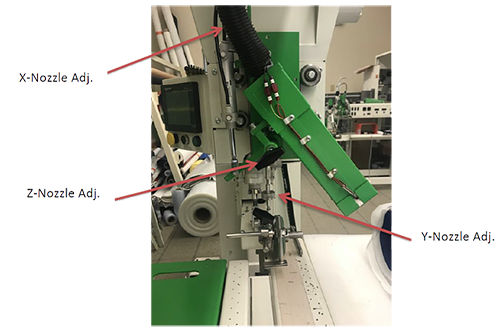
Réglage de la buse
Le positionnement de la buse est un élément clé du thermosoudage. Une buse correctement placée sera centrée sur le rouleau de couture à environ ¼ de pouce et émettra un léger sifflement pendant le processus de soudage. Lorsqu'un réglage est nécessaire, tourner la commande de vitesse à un niveau bas. Effectuer le réglage et vérifier le positionnement de la buse en enclenchant l'interrupteur de démarrage. Ne pas oublier que le positionnement de la buse change lorsque l'on soude à différentes températures ( ). Vérifier le positionnement lorsque la température change de plus de 160 degrés C.
1. Réglage de la buse X - La buse X
Le réglage permet d'ajuster finement la buse d'air chaud à gauche et à droite. Le réglage correct de la buse X permet de centrer la buse d'air chaud sur le rouleau de soudage.
2. Réglage de la buse Y - La buse Y
Le réglage permet d'ajuster finement la buse d'air chaud vers le haut et vers le bas. Le réglage correct de la buse en Y permet de diriger la buse d'air chaud vers le point de pincement du rouleau de soudage et du rail de soudage. Un sifflement doit être entendu lorsque l'air de la buse atteint ce point de pincement.
3. Réglage de la buse Z - La buse Z
Le réglage permet d'ajuster finement la buse d'air chaud à l'intérieur et à l'extérieur. Le réglage approprié de la buse en Z laisse la buse d'air chaud à environ ¼ à ½ pouce du point de pincement .
4. Réglage de la buse Fini
Une fois le travail terminé, la buse d'air chaud doit être placée au centre du rouleau de couture, de gauche à droite, à 1/4 à 1/2 pouce du point de pincement du rouleau de couture et du rail.
 Attention ! Lors du réglage des lasers, ne regardez pas directement la source laser. Soyez prudent lors de l'étalonnage des lasers.
Attention ! Lors du réglage des lasers, ne regardez pas directement la source laser. Soyez prudent lors de l'étalonnage des lasers.
Alignement par laser
Double ligne laser
1.mettre l'appareil sous tension.
2. Laissez l'interrupteur de chauffage en position OFF. Placez un échantillon de tissu (de préférence blanc) sous la pince à tissu et étendez-le jusqu'à l'extrémité de la machine.
3. Mettez les aspirateurs gauche et droit en marche.
4. Engagez le rouleau de couture en position BAS et alignez le bord intérieur du rouleau de couture sur le bord de la première rangée de trous sous vide sur la piste de couture sous vide.
5. Réglez le régulateur de vitesse sur une vitesse de 20.
6. À l'aide d'un stylo à bille, placez-le sur le bord intérieur du rouleau de couture, à l'endroit où le laser doit se trouver. Répétez l'opération pour la ligne laser extérieure.
7. Appuyer sur la touche START et faire avancer le rouleau sur toute la longueur de la piste de soudage.
8. Si nécessaire, effectuez le premier réglage en desserrant le bouton de montage du laser pour calibrer le laser vers l'intérieur et vers l'extérieur par rapport à la ligne tracée. Lorsque vous êtes satisfait, serrez le bouton de montage du laser.
9. Si nécessaire, effectuez le deuxième réglage en desserrant le bouton de montage du laser et étalonnez le laser en tournant la partie supérieure de celui-ci. Cela fera pivoter la ligne laser. Une fois satisfait, resserrez le bouton de montage du laser.
Couture bout à bout
1. Basculez le commutateur laser sur le mode Couture bout à bout.
2. Déplacez le rouleau de couture de manière à ce que le bord soit contre le laser, en vous assurant que la ligne du double laser a été correctement ajustée et que le tissu avec les lignes du stylo reste en place. Mesurez jusqu'au point central du double laser et faites une marque à cet endroit. Déplacez le bord du rouleau de couture jusqu'à cette marque et serrez à l'adresse . Suivez la septième étape ci-dessus. Alignez le laser.
Ajustements du guide
Soudage d'un ourlet: Le guide d'ourlet doit être décalé de 1/16 à 1/8 de pouce du rail et aligné perpendiculairement au rail. L'extérieur du guide doit être ajusté à l'extérieur du rouleau de couture. Après avoir effectué un test, s'il y a une poche sur l'ourlet, éloignez le guide de l'opérateur.
- Réglez la machine sur les paramètres souhaités, installez votre guide d'ourlet sur la machine.
- Aligner le guide d'ourlet de manière à ce que le bord extérieur soit aligné avec le bord du rouleau de couture.
- En général, la pression d'embrayage doit être réglée à un niveau plus élevé lors du soudage d'un ourlet.
- Ne tirez pas le tissu sur le côté lorsque vous l'introduisez dans le guide d'ourlet, roulez le tissu dans le guide. Si vous tirez le tissu sur le côté, il se tendra et s'enroulera dans le guide .
1. Installer le guide d'ourlet.
2. Faire glisser le bord du matériau dans le guide en pinçant le matériau sur lui-même.
3. Veiller à ce qu'il soit d'équerre avec le bord.
4. Tout en pinçant, faire glisser le matériau sous le rouleau de couture.
5. Poser le rouleau de couture, puis poser la pince.
6. Tirer sur le matériau, s'assurer que le matériau entre la roue et le guide est bien serré de façon à ce que la buse puisse pivoter librement.
7. Appuyez sur start et maintenez le matériau contre le côté droit du guide.
8. Si nécessaire, augmenter légèrement la pression de l'embrayage pour aider à maintenir le matériau dans le guide.
9. Une fois l'exécution terminée, appuyez sur retour (si le retour automatique n'est pas activé).
10. Soulever la pince.
11. Vérifier la couture.
12. Aucun vide n'est nécessaire.
Souder un ourlet avec de la corde : Souder un ourlet avec de la corde est la même chose que souder un ourlet droit, sauf que vous ajoutez de la corde à travers l'œillet de corde ou que vous laissez un vide pour la poche ouverte.
1. Installer l'ourlet et le guide-câble.
2. Faire glisser le câble dans le guide.
3. Faire glisser le bord du matériau dans le guide en pinçant le matériau sur lui-même.
4. Veiller à ce qu'il soit d'équerre avec le bord.
5. Tout en pinçant, faire glisser le matériau sous le rouleau de couture en maintenant le câble sur le côté gauche de la roue.
6. Poser le rouleau de couture, s'assurer que la roue n'est pas sur le câble, puis poser la pince.
7. Tirer sur le matériau, s'assurer que le matériau entre la roue et le guide est bien serré de façon à ce que la buse puisse pivoter librement.
8. Appuyez sur start et maintenez le matériau contre le côté droit du guide.
9. Si nécessaire, augmenter légèrement la pression de l'embrayage pour aider à maintenir le matériau dans le guide.
10. Une fois l'exécution terminée, appuyez sur retour (si le retour automatique n'est pas activé).
11. Soulever la pince.
12. Vérifier la couture.
13. Aucun vide n'est nécessaire.
Soudage d'un chevauchement
- Le guide de chevauchement doit être suffisamment haut pour que la buse puisse se déplacer sans heurter le bas du guide. Le guide doit également être perpendiculaire à la voie.
- Le guide de chevauchement est utilisé pour contrôler le positionnement exact du panneau de tissu supérieur en cours de soudage. Le guide contrôle la position finale du panneau de tissu supérieur.
- Le guide sera aligné avec le bord du rouleau de couture.
1. Placer la face inférieure du panneau à souder sous la pince droite, en alignant le bord sur la ligne laser intérieure.
2. Mettre en marche l'aspirateur de droite (couvrir la piste non utilisée avec l'aimant).
3. Lisser le panneau sur le vide et vérifier l'alignement avec la ligne laser.
4. Placer la face supérieure du panneau à souder sous la pince gauche, en alignant le bord sur la ligne laser extérieure.
5. Abaisser le rouleau de couture.
6. Installer le guide de chevauchement.
7. Mettre en marche l'aspirateur gauche (couvrir la piste non utilisée avec un aimant).
8. Lisser le panneau sur le vide et vérifier l'alignement avec la ligne laser (1/4 de pouce de plus).
9. Appuyez sur start et maintenez le matériau dans le guide en veillant à ne pas l'étirer.
10. Une fois l'exécution terminée, appuyez sur retour (si le retour automatique n'est pas activé).
11. Désactiver les aspirateurs gauche et droit.
12. Soulever les pinces.
13. Vérifier la couture.
Soudage d'une pochette de poteau
- Le guide de poche doit être suffisamment haut pour que la buse ne heurte pas le bas du guide . Il doit également être perpendiculaire à la piste.
- Le guide de poche est utilisé pour souder les poches de poteau. Le guide est utilisé pour contrôler le positionnement exact du rabat supérieur du matériau.
- Lors du soudage d'une poche de 3 pouces ou plus, les réglages de chevauchement peuvent normalement être utilisés. Si la poche est inférieure à 3 pouces, la vitesse devra être augmentée, ce qui réduira la quantité de chaleur, car la chaleur sera piégée.
- Ne tirez pas le tissu sur les côtés ou vers l'arrière lorsque vous le tenez dans le guide-poche, maintenez simplement le tissu en exerçant une très légère pression sur le guide. Si vous tirez le tissu sur les côtés, il se tendra et s'enroulera dans le guide. Si vous tirez le tissu vers l'arrière, il risque de s'étirer et de se froisser.
1. Placer le panneau à souder sous les pinces de 1/4 à 3/8 de pouce, en alignant le bord du panneau sur l'auge à la taille de poche souhaitée.
2. Mettre en marche l'aspirateur de droite (couvrir la piste non utilisée avec l'aimant).
3. Tirer fermement sur le panneau et vérifier l'alignement du bord par rapport à la taille de poche souhaitée.
4. Soulever la pince gauche.
5. Replier le côté du bord sous les pinces et le rouleau de couture.
6. Aligner le bord avec le laser droit en s'assurant que le panneau est bien à l'équerre sous le rouleau.
7. Abaisser le rouleau de couture et la pince.
8. Installer le guide de poche.
9. Appuyez sur start et maintenez le matériau contre le côté droit du guide.
10. Une fois l'exécution terminée, appuyez sur retour (si le retour automatique n'est pas activé).
11. Arrêter l'aspirateur droit.
12. Soulever les pinces.
13. Retirer le guide de poche.
14. Vérifier la couture.
Rubans ou bandes de couture
1. Installez la sangle réglable ou le guide-bande sur la machine.
2. Ajustez le guide à la largeur correcte de votre sangle ou de votre ruban.
3. S'assurer que le rouleau de soudage et la buse ne touchent pas le guide. Le guide doit également être réglé parallèlement à la roue.
Guide pour le ruban de couture
1. Le guide-ruban de couture est utilisé pour guider et placer correctement le ruban lors d'une couture bout à bout.
2. Le guide-ruban de couture est réglable pour différentes largeurs de ruban. Assurez-vous que lesdeux parties réglables du guide sont alignées et qu'elles ont toutes deux la même largeur.
Réglages du galet de couture
1. Le rouleau de soudage est situé sur la tête de soudage mobile.
2. Le rouleau de couture a pour fonction de comprimer le matériau chauffé pour produire la couture et d'entraîner ou de faire passer le tissu dans le système.
3. Le rouleau de couture doit toujours être aligné sur le bord des trous de vide le plus proche du côté de l'opérateur de la piste de couture.
Remplacement des rouleaux de couture
1. Desserrer le boulon du collier de serrage du rouleau de couture.
2. Faire glisser le rouleau de couture hors de l'arbre du rouleau de couture.
3. Glisser le nouveau rouleau de couture sur l'arbre du rouleau de couture.
- Aligner le rouleau de couture au centre des lasers.
- En fonction de la taille du rouleau de couture, il peut être nécessaire de réajuster les lasers. (Voir réglage du laser)
4. Aligner la buse d'air chaud sur le nouveau rouleau de couture. (Voir alignement de la buse)
5. Lorsque l'on passe à des rouleaux de couture de tailles différentes, il faut changer la buse pour qu'elle corresponde au rouleau de couture.
Interchangeabilité des buses d'air chaud
1. Éteindre le chauffage et l'alimentation électrique.
2. Une fois que la machine a bien refroidi, desserrez le collier de la buse.
3. Tenir la buse avec une pince car elle peut être encore trop chaude pour être touchée.
4. Retirer la buse d'air chaud et l'ensemble de la pince de la buse.
5. Placer la nouvelle buse d'air chaud dans l'assemblage de la pince de la buse et la positionner sur le boîtier de l'élément double .
6. Serrer légèrement le collier de serrage de la buse.
7. Il est très important d'aligner la pointe de la buse à air chaud de manière à ce qu'elle soit centrée et à l'équerre sur le rouleau de couture et que la pointe de la buse soit à l'équerre avec le rail inférieur.
8. Rétablir l'alimentation.
- Réglez la vitesse sur zéro. NE LE FAITES QUE SI LA MACHINE NE LIBÈRE PAS D'AIR CHAUD ! Appuyez ensuite sur start pour amener la buse en position de soudage, le chariot ne bougera pas pour permettre un réglage facile. Positionnez l'extrémité de la buse de manière à ce qu'elle soit alignée avec le rouleau de soudage et le rail inférieur. Bloquer la pince de la buse à l'aide d'une paire de pinces.
- Avec la buse à l'équerre, augmentez la vitesse jusqu'au réglage souhaité. Remettre l'interrupteur en position marche et laisser la machine chauffer jusqu'à la température souhaitée.
- Voir réglage de la buse.
Réglage du cylindre du rouleau de couture
- La pression sur le rouleau de couture est créée par le cylindre pneumatique utilisé pour prendre ou déposer le rouleau de couture.
- La pression sur le rouleau de couture est réglée et affichée sur le panneau de commande. La pression doit être réglée à au moins 10 lb. Si la pression n'est pas réglée, le cylindre ne fonctionnera pas correctement.
- La vitesse de montée et de descente du rouleau de couture peut être réglée par les vannes de dosage situées sur le côté du cylindre d'air.
Réglage du cylindre de pivotement de la buse
- La buse d'air chaud est automatiquement placée ou retirée de sa position par le biais du cylindre d'air de pivotement de la buse.
- Si la buse d'air chaud oscille trop vite ou trop lentement, la vitesse d'oscillation est contrôlée par les vannes de dosage du débit d'air situées sur le côté du cylindre d'air. Le fait de tourner les vis vers l'intérieur ralentit la vitesse d'oscillation, tandis que le fait de les tourner vers l'extérieur augmente la vitesse.
- La buse d'air chaud doit être centrée par rapport au rouleau de couture.
Réglage de la fraise
- Si la machine est équipée du laser de jointure. Aligner le cutter sur cette ligne laser. Si la machine n'est pas équipée de cette option, alignez le cutter sur le laser de chevauchement intérieur.
- Tout d'abord, mettre la fraise en position de départ. Le cutter doit être ajusté à l'équerre dans le collier de fixation de sorte que lorsque le cutter est posé, le pied repose à l'équerre sur le rail. Serrez ensuite les quatre boulons. Cependant, ne serrez pas trop fort, car cela pincerait le flux d'air à l'intérieur de la fraise, ce qui la rendrait inopérante.
- Deuxièmement, la pince de coupe est fixée à la machine. Elle contrôle le réglage latéral et l'angle du pied de coupe. Le pied de coupe doit être légèrement incliné et soulever l'arrière du pied légèrement au-dessus de la piste. Si l'inclinaison est trop importante, la fraise s'enfonce dans la piste. Le cutter doit être déplacé vers la gauche ou la droite pour aligner le pied sur la ligne laser. Serrez les quatre boulons et effectuez une coupe d'essai. Déterminez si la fraise coupe sur la ligne laser. Si ce n'est pas le cas, déplacez le cutter vers la gauche ou la droite jusqu'à ce qu'il coupe sur la ligne. N'oubliez pas que l'angle du pied peut se déplacer à chaque fois que le cutter est déplacé vers la gauche ou vers la droite.
- Au cas où le cutter tomberait trop tôt ou trop tard. Connectez-vous à la page de maintenance et réglez la longueur de la lame.
Réglages du micro-interrupteur
Cette page détaille chacun des micro-interrupteurs et capteurs du site Miller Weldmaster 112 Extreme .
- Interrupteur de fin de course en cas de dépassement: Le but de cet interrupteur est d'empêcher le chariot de la tête de dépasser travel. * Remarque : cet interrupteur déclenche l'arrêt d'urgence et coupe l'alimentation électrique et l'air de la machine.
- Interrupteur de ralentissement du retour à la position initiale : Ce commutateur a pour but de ralentir le chariot de la tête lors du retour à la position initiale.
- Interrupteur de sécurité du cutter : Le but de cet interrupteur est de s'assurer que le cutter est en position haute afin de revenir à la position initiale.
Capteurs de position
- Capteur de position initiale: Le but de ce capteur est d'indiquer au système que le chariot de la tête est en position initiale, prêt à fonctionner.
- Capteur de position du cutter: Le but de ce capteur est d'indiquer au système que le chariot de la tête est en position de découpe.
- Capteur de limite avant : Le but de ce capteur est d'arrêter le mouvement vers l'avant du chariot de la tête .
Avertissement ! Seul un technicien qualifié peut effectuer l'entretien de cette machine. Il peut s'agir d'un représentant de Miller Weldmaster ou d'une personne formée par un représentant de Miller Weldmaster .
 Attention ! Cette machine doit être déconnectée de sa source d'alimentation avant toute opération de nettoyage. la maintenance peut commencer.
Attention ! Cette machine doit être déconnectée de sa source d'alimentation avant toute opération de nettoyage. la maintenance peut commencer.
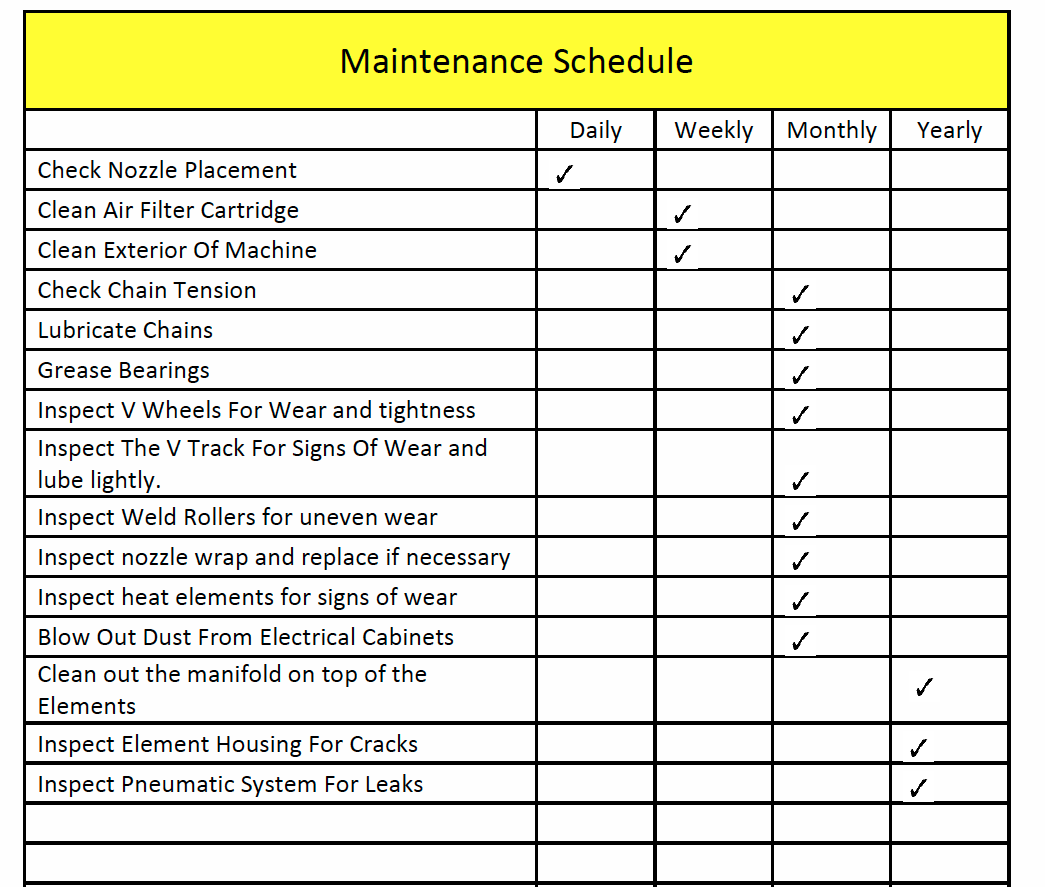
Maintenance
- bouteilles d'air: L'appareil Miller Weldmaster 112 Extreme est équipé d'un compresseur d'air qui alimente les éléments chauffants. Le nettoyage et le remplacement périodiques de la cartouche du filtre à air sont nécessaires pour maintenir un débit d'air suffisant . Un débit d'air insuffisant ou la présence d'impuretés dans le flux d'air réduira la durée de vie des éléments chauffants.
- Nettoyez la cartouche du filtre à air chaque semaine : Si les conditions ambiantes de votre zone de production ne sont pas propres, il est recommandé de nettoyer la cartouche du filtre à air deux fois par semaine.
Remplacement des composants
- Éléments chauffants: Les éléments chauffants utilisés par la machine 112EX sont prévus pour 1000 heures d'utilisation à 1000 degrés F (537 degrés C). Bien qu'une durée de vie plus longue des éléments chauffants soit possible avec un entretien adéquat, 1000 heures est la moyenne. Si les éléments thermiques tombent en panne prématurément, contactez un représentant de Miller Weldmaster avant de les remplacer.
- Chaînes : La machine 112EX possède plusieurs chaînes qui sont utilisées pour entraîner les rouleaux de couture. Bien qu'il ne s'agisse pas d'un élément nécessitant un entretien important, les chaînes doivent être inspectées une fois par mois pour s'assurer qu'il n'y a pas de corrosion excessive, de rouille ou de saleté. Vérifiez également qu'elles ne sont pas trop lâches ou détendues. Si nécessaire, lubrifiez les chaînes une fois par mois avec 80w - 90w gear oil.
Réglage du galet de couture de l'unité supérieure et de la chaîne d'entraînement de l'embrayage
- Unité supérieure: Lorsque vous serrez la chaîne de l'unité supérieure, vous devez vérifier que le rouleau de couture n'a pas de jeu. Le rouleau de couture ne doit bouger d'avant en arrière que de 1/8 de pouce. Desserrez l'écrou du boulon de tension. Une fois l'écrou desserré, , tournez le boulon dans le sens des aiguilles d'une montre jusqu'à ce que le rouleau de couture ne bouge plus. Puis revenez sur le boulon de tension dans le sens inverse des aiguilles d'une montre jusqu'à ce que le rouleau de couture atteigne le jeu de 1/8 de pouce.
- Chaîne longue: Le réglage de la chaîne longue se fait directement derrière l'unité supérieure, à l'endroit où celle-ci s'attache à le montant de la tête. Réglez la chaîne en ajustant les vis de réglage des blocs de roulement qui maintiennent l'unité supérieure . En ajustant les vis de réglage vers le bas, la chaîne se resserre. En ajustant la vis de réglage vers le haut, la chaîne se desserre .
- Chaîne principale de l'embrayage : La chaîne principale de l'embrayage doit être un peu lâche. Retirez le couvercle sur le côté de la tête de . Ajustez la chaîne en desserrant les supports des pignons intermédiaires. Il y a deux pignons de renvoi. La chaîne doit s'écarter du pignon de renvoi d'environ 3/16 de pouce, mais pas assez pour se détacher des dents . Si la chaîne est trop serrée, l'embrayage ne fonctionnera pas correctement.
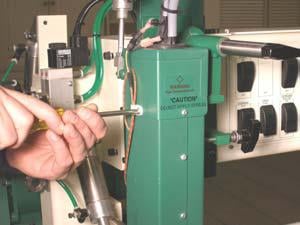
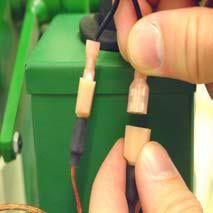
Remplacement du thermocouple
Le Moduline utilise un thermocouple pour lire la température de l'air juste avant qu'il n'atteigne la buse. La durée de vie typique d'un thermocouple varie. Le thermocouple doit être remplacé si la machine ne maintient pas une température constante de +/- 2 degrés F (+/- 1 degré C) ou si les éléments chauffants brûlent prématurément.
Avertissement ! Seul un technicien qualifié peut effectuer l'entretien de cette machine. Il peut s'agir d'un représentant de Miller Weldmaster ou d'une personne formée par un représentant de Miller Weldmaster .
Attention ! Cette machine doit être déconnectée de sa source d'alimentation avant toute opération de nettoyage. la maintenance peut commencer.

1. Mettez le disjoncteur en position d'arrêt.

2. Débranchez le cordon d'alimentation du bloc d'alimentation. Si le cordon d'alimentation est connecté à l'alimentation, coupez l'alimentation au niveau de la boîte de jonction.

3. Débrancher les 2 fils du thermocouple.

4. Retirer la buse d'air chaud en desserrant le collier de serrage.

5. Retirer les supports de fil du thermocouple.

6. Retirez le couvercle inférieur et une partie de l'isolation en fibre de verre du boîtier de l'élément.

7. À l'aide d'une clé de 7/16, desserrer et retirer avec précaution l'écrou du thermocouple.

8. Installer le nouveau thermocouple avec toutes les entretoises dans l'ordre indiqué. Veillez à ce que le thermocouple soit inséré jusqu'au bout.
9. Serrer l'écrou du thermocouple.
10. Remettre en place l'isolation en fibre de verre et le couvercle inférieur avec les vis couvercle inférieur avec les vis.
11. Installer les deux supports de fil du thermocouple.

12. Installer la buse et le collier. Veillez à installer le collier avec le côté rainuré vers le haut.

13. Branchez les fils du thermocouple. Si la température commence à s'afficher à l'envers, inversez les fils.
Remplacement des éléments chauffants
Les éléments chauffants utilisés par la machine Miller Weldmaster ont une durée de vie de 1000 heures à 1000 degrés F (537 degrés C). Bien qu'il soit possible de prolonger la durée de vie des éléments chauffants en les entretenant correctement, la durée moyenne est de 1000 heures. Si les éléments thermiques tombent en panne prématurément, contactez un représentant de Miller Weldmaster avant de les remplacer. Il est recommandé de changer les deux éléments même si un seul brûle.
1. Mettez le disjoncteur en position d'arrêt.
2. Débranchez le cordon d'alimentation du bloc d'alimentation. Si le cordon d'alimentation est connecté à l'alimentation, coupez l'alimentation au niveau de la boîte de jonction.
3. Débrancher les 2 fils du thermocouple.
4. Retirer les supports de fil du thermocouple.

5. Retirez le couvercle supérieur du boîtier de l'élément et faites-le glisser pour l'écarter.

6. Retirer les deux morceaux d'isolant entre les fils conducteurs et le séparateur d'air en aluminium.

7. Retirer les 4 fils des éléments chauffants.

8. Desserrer les 4 vis de fixation du séparateur d'air en aluminium.

9. Retirer le séparateur d'air en aluminium.

10. Retirer avec précaution les éléments thermiques de leur logement.
REMARQUE : Inspectez chaque élément pour vérifier qu'il n'y a pas de fragments de verre ou de fil cassés. Tout fragment manquant se trouve dans le boîtier de l'élément double ou dans la buse. Ces fragments doivent être retirés avant d'installer de nouveaux éléments.
11. Installer avec précaution deux nouveaux éléments thermiques dans le boîtier du double élément.
12. Installer le séparateur d'air en aluminium.

13. Connectez les quatre fils aux éléments. Assurez-vous que les fils #1 et #3 se branchent sur un élément, et que les fils #2 et #4 se branchent sur l'autre élément.
14. Insérer les deux morceaux d'isolant entre les fils et le séparateur d'air en aluminium.
15. Remettre le couvercle en place sur le boîtier de l'élément chauffant. Veillez à faire passer les connexions du thermocouple par le trou supérieur.
16. Installer les 3 vis à tôle sur la partie supérieure du boîtier de l'élément thermique.
17. Connecter les fils du thermocouple. Si le régulateur de température commence à lire à l'envers, inversez les fils.
8.0 Conseils pour le soudage
REMARQUE : La machine doit avoir une pression d'air d'au moins 90 psi pour pouvoir réinitialiser la puissance.
Perte de la température de soudage
- Les éléments chauffants peuvent être grillés, vérifiez le nombre d'heures sur les éléments chauffants. Les éléments chauffants ont une durée de vie de 1000 heures à 73ºC.
- Le thermocouple peut être grillé ou les fils desserrés.
- Vérifier les connexions des fils à chaque élément chauffant.
- Mauvaise connexion électrique sur la ligne d'alimentation de la machine.
Les bouteilles d'air ne fonctionnent pas
- Vérifier la pression d'air ! La pression doit être de 90 PSI à l'entrée de la machine.
- Le robinet du compteur sur le cylindre doit être réglé.
- Vérifier la pression d'air et la tension de l'électrovanne.
- Si la pression d'air et la tension sont présentes, le solénoïde est défectueux.
Cutter
- Le massicot ne coupe pas sur la ligne laser.
- L'outil de coupe doit être ajusté.
- Les lasers doivent être ajustés.
- L'outil de coupe ne se met pas en marche.
- Pas de pression d'air sur le cutter.
- Le cutter ne tombe pas sur la piste ou tombe trop vite.
- La valve de dosage sur la glissière de la fraise doit être ajustée.
- Pince de frappe du cutter.
- Le capteur de position initiale du cutter doit être réglé. (Voir micro-interrupteurs, réglages du capteur)
- Le cutter présente une fuite d'huile.
- L'huile de coupe doit être ajustée.
Buse d'air chaud
- La buse heurte le collier de serrage.
- Le chariot de la tête est revenu trop loin. (Voir micro-interrupteurs, capteurs)
- La buse heurte le rail, le rouleau de couture ou le guide.
- La buse doit être réglée (voir réglage de la buse).
- Le guide doit être ajusté.
- La buse se déplace lorsqu'elle est activée pour souder.
- Le collier de serrage de la buse est desserré (voir réglage de la buse).
Le joint n'est soudé que d'un seul côté
- La pointe de la buse d'air chaud doit être ajustée.
- La buse doit être ajustée d'un côté à l'autre.
- La buse peut être pincée d'un côté. Ouvrez le côté pincé pour que le débit soit régulier.
- Le réglage de la vitesse est trop élevé et ne laisse pas assez de temps à l'air chaud pour s'appliquer correctement sur la couture.
- Un contaminant se trouve à la surface du tissu à souder.
Joint de chevauchement
- Le joint de recouvrement est plissé des deux côtés de la couture.
- La température est trop élevée. Réduisez la température ou accélérez la machine.
- L'un des panneaux est plissé et peut être court ou long.
- La pression d'embrayage doit être diminuée si elle est insuffisante.
- La pression d'embrayage doit être augmentée en cas de remontée longue.
- La couture par chevauchement comporte un rabat d'un côté de la couture.
- Le guide doit être ajusté d'un côté à l'autre.
- Le panneau inférieur n'est pas correctement aligné.
- La couture de recouvrement est inférieure à la taille de la couture.
- Le guide doit être ajusté. Faire glisser le guide pour l'éloigner de l'opérateur.
Pochette pour poteau
- La couture de la poche est trop froncée.
- La température est trop élevée. Réduisez la température ou accélérez la machine.
- La pochette est froissée et tordue.
- Matériel non entamé carré.
- La pression d'embrayage doit être ajustée. Si la pièce supérieure sort courte, diminuer la pression d'embrayage. Si elle sort longue, augmenter la pression d'embrayage.
- L'opérateur tire trop sur le matériau. Maintenir le matériau droit pendant la couture en exerçant une faible pression de l'opérateur sur le guide. Laisser la machine et le guide faire la plus grande partie du travail.
- La poche est munie d'un rabat sur un côté de la couture.
- Le guide doit être ajusté. Faire glisser le guide vers l'opérateur.
- La couture en poche est inférieure à la taille de la couture...
- Le guide doit être ajusté. Faire glisser le guide pour l'éloigner de l'opérateur.
Hémisphère
- L'ourlet est trop froncé ou brûlé d'un côté.
- La température est trop élevée. Réduisez la température ou accélérez la machine.
- Il ne restera pas dans le guide.
- Le guide n'est pas d'équerre, ajuster le guide.
- Ajouter la pression d'embrayage.
- La buse touche le matériau.
- Buse trop haute. Abaisser la buse.
- Le matériau n'est pas serré entre le rouleau de couture et le guide parce que le matériau n'est pas à l'équerre au début.
- La couture en ourlet comporte un rabat d'un côté de la couture.
- Le guide doit être ajusté. Faire glisser le guide vers l'opérateur.
- La couture en ourlet présente un bourrelet ou une poche d'un côté de la couture.
- Le guide doit être ajusté. Faire glisser le guide pour l'éloigner de l'opérateur.
Ourlet et corde
- Le matériau est trop lâche autour de la corde.
- Régler le guide en l'éloignant de l'opérateur.
- Corde trop petite pour le guide.
- Le matériau est trop serré autour de la corde.
- Ajuster le guide vers l'opérateur.
- Corde trop grosse pour le guide.
- L'ourlet et la corde sont trop froncés ou brûlés d'un côté.
- La température est trop élevée. Réduisez la température ou accélérez la machine.
- L'ourlet et la corde ne resteront pas dans le guide.
- Le guide n'est pas à l'équerre.
- Ajouter la pression d'embrayage.
- La buse touche le matériau.
- Buse trop haute, abaisser la buse.
- Le matériau n'est pas serré entre le rouleau de couture et le guide parce que le matériau n'est pas à l'équerre au début.
- Le rouleau de couture passe sur la corde.
- Le câble doit être commencé à l'extérieur du rouleau de couture.
Couture bout à bout
- Le ruban n'est pas centré dans la couture.
- Guide mal aligné.
- Le centre de la crosse n'est pas aligné avec le laser.
- La ligne laser n'est pas centrée sur le rouleau de couture.
- Pliage de la bande.
- Pression d'embrayage trop élevée.
- Trop chaud.
Bourrelet latéral du camion
- La ligne de l'indicateur ne correspond pas au matériel.
- Guide mal aligné.
- La buse touche le bourrelet.
- Buse trop haute.
- Rides au début.
- Le matériau n'est pas serré.
9.0 Documents supplémentaires relatifs aux machines







